You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 2022 Fenix Product CatalogDocument62 pages2022 Fenix Product CatalogsachinumaryeNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Causes and Costs of Gasket FailureDocument1 pageCauses and Costs of Gasket FailuresachinumaryeNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Royal Endfield UCE Fuel Injection ManualDocument13 pagesRoyal Endfield UCE Fuel Injection ManualLuis GamboaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- HDFC MF Yearbook 2022 - 0Document88 pagesHDFC MF Yearbook 2022 - 0sachinumaryeNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Virgin PTFE Chemical Compatibility ChartDocument26 pagesVirgin PTFE Chemical Compatibility ChartsachinumaryeNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Engineering & Piping DesignDocument36 pagesEngineering & Piping DesignkumarkumaeNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Honda Activa STD & DLX Owners ManualDocument85 pagesHonda Activa STD & DLX Owners ManualAMITAVA ROY100% (5)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Carens: From A Different WorldDocument5 pagesCarens: From A Different Worldrajeshtripathi2004No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- SEW Eurodrive DTDV - Gearmotor - NomenclatureDocument2 pagesSEW Eurodrive DTDV - Gearmotor - NomenclaturesachinumaryeNo ratings yet
- ENGIEERING STANDARD - Foreword - What Are Piping SpecificationsDocument4 pagesENGIEERING STANDARD - Foreword - What Are Piping SpecificationssachinumaryeNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Chloride-Induced Pitting Corrosion of Austenitic Stainless SteelDocument5 pagesChloride-Induced Pitting Corrosion of Austenitic Stainless SteelsachinumaryeNo ratings yet
- Is 12779 1989Document9 pagesIs 12779 1989sachinumaryeNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Creation of Virtual Account (2) Addition of Virtual Account As Beneficiary (3) Remittance To NPSDocument5 pagesCreation of Virtual Account (2) Addition of Virtual Account As Beneficiary (3) Remittance To NPSAayushman GuptaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- INTERNET STANDARDSDocument18 pagesINTERNET STANDARDSDawn HaneyNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- EagleBurgmann DMS TSE E3 Brochure Mechnical Seal Technology and Selection en 22.07.2015Document58 pagesEagleBurgmann DMS TSE E3 Brochure Mechnical Seal Technology and Selection en 22.07.2015sachinumaryeNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shaft Seals DatabookletDocument64 pagesShaft Seals Databookletingrbarros100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Upgrade TP-LINK ADSL Modem RouterDocument2 pagesUpgrade TP-LINK ADSL Modem RoutersachinumaryeNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Above Ground Applications For PE PipeDocument22 pagesAbove Ground Applications For PE PipebugerkngNo ratings yet
- Cl2 Institute Pamphlet 85 Ed 5 November 2010Document68 pagesCl2 Institute Pamphlet 85 Ed 5 November 2010sachinumaryeNo ratings yet
- Pickling Procedures: - Acid Treatments - Sand ControlDocument25 pagesPickling Procedures: - Acid Treatments - Sand ControlhjshjhsjhjhjhjNo ratings yet
- Ti200 Umeng0100Document58 pagesTi200 Umeng0100sachinumaryeNo ratings yet
- Tn-38 Bolt Torque Flanged JointsDocument37 pagesTn-38 Bolt Torque Flanged Jointsprabu prasadNo ratings yet
- Bolted Joint CalculatorDocument12 pagesBolted Joint Calculatorharoub_nasNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Approved Proofs KRs ASME Ch25 p253-322 3-13-09Document70 pagesApproved Proofs KRs ASME Ch25 p253-322 3-13-09ahmedalish100% (1)
- Ultrasonic Thickness Gauge ETM-2 DL Data Logger ModelDocument2 pagesUltrasonic Thickness Gauge ETM-2 DL Data Logger ModelAbhishek NagNo ratings yet
- Astm f1120 1987 PDFDocument9 pagesAstm f1120 1987 PDFhbookNo ratings yet
- Gasket HandbookDocument48 pagesGasket Handbookgladiatork00796% (24)
- Stress Corrosion CrackingDocument16 pagesStress Corrosion CrackingzaxaderNo ratings yet
- Delta VFD E Series User ManualDocument399 pagesDelta VFD E Series User ManualTendai AlfaceNo ratings yet
- Control PhilosophyDocument2 pagesControl PhilosophytsplinstNo ratings yet
- 08 Candelaria Punta Del Cobre IOCG Deposits PDFDocument27 pages08 Candelaria Punta Del Cobre IOCG Deposits PDFDiego Morales DíazNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Grade 5 Mtap Compilation 2011,2013 2015 2016 2017 Division OralsDocument5 pagesGrade 5 Mtap Compilation 2011,2013 2015 2016 2017 Division OralsChristine De San JoseNo ratings yet
- Physical parameters shaping of Farwa Lagoon - LibyaDocument7 pagesPhysical parameters shaping of Farwa Lagoon - LibyaAsadeg ZaidNo ratings yet
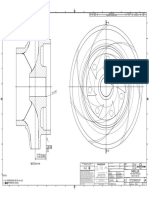
- Impeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLDocument1 pageImpeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLSenthilkumar RamalingamNo ratings yet
- Numeri OrdinaliDocument2 pagesNumeri OrdinaliClaudioNo ratings yet
- XS Power Batteries D Series InstructionsDocument2 pagesXS Power Batteries D Series InstructionsAutopiezas PanaNo ratings yet
- Ex - No: 4 Integrator and Differentiator Using Fpaa DateDocument4 pagesEx - No: 4 Integrator and Differentiator Using Fpaa DatechandraprabhaNo ratings yet
- Convert MBR Disk To GPT DiskDocument5 pagesConvert MBR Disk To GPT Diskjelenjek83No ratings yet
- Bill of Material: The Hanover CompanyDocument17 pagesBill of Material: The Hanover CompanyLIVIANo ratings yet
- Xenomai 3 DocumentationDocument673 pagesXenomai 3 DocumentationGuile BonafiniNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Sem 2Document128 pagesSem 2Agustin A.No ratings yet
- Abrasive Blast Nozzle Catalog: Bringing Ceramic Technology To Industry Boride P Roduct SDocument46 pagesAbrasive Blast Nozzle Catalog: Bringing Ceramic Technology To Industry Boride P Roduct SSamsu SamsNo ratings yet
- Lesson 1Document24 pagesLesson 1Jayzelle100% (1)
- San Unit-Wise QuestionsDocument6 pagesSan Unit-Wise QuestionsSushmitha KodupakaNo ratings yet
- 000 200 1210 Guidelines For Minimum Deliverables 3 November 2011Document22 pages000 200 1210 Guidelines For Minimum Deliverables 3 November 2011Raul Bautista100% (1)
- Instrumentation Design UTHMDocument5 pagesInstrumentation Design UTHMAnis AzwaNo ratings yet
- Bellin, E. H. (1984) - The Psychoanalytic Narrative On The Transformational Axis Between Writing and SpeechDocument15 pagesBellin, E. H. (1984) - The Psychoanalytic Narrative On The Transformational Axis Between Writing and SpeechofanimenochNo ratings yet
- Biology - Physics Chemistry MCQS: Gyanm'S General Awareness - November 2014Document13 pagesBiology - Physics Chemistry MCQS: Gyanm'S General Awareness - November 2014santosh.manojNo ratings yet
- Oracle Data Integration - An Overview With Emphasis in DW AppDocument34 pagesOracle Data Integration - An Overview With Emphasis in DW Appkinan_kazuki104No ratings yet
- Reliability EngineeringDocument9 pagesReliability Engineeringnvaradharajan1971No ratings yet
- Dynamic model of manipulatorsDocument20 pagesDynamic model of manipulatorsbalkyderNo ratings yet
- MleplustutorialDocument13 pagesMleplustutorialvorge daoNo ratings yet
- VCTDS 00543 enDocument62 pagesVCTDS 00543 enguido algaranazNo ratings yet
- Unit 10Document18 pagesUnit 10ChaithraMalluNo ratings yet
- The Machining of Brake DiscsDocument8 pagesThe Machining of Brake DiscsBusu Cyp100% (1)
- Chapter 11 revision notes on budgeting and planningDocument5 pagesChapter 11 revision notes on budgeting and planningRoli YonoNo ratings yet
- CD IK Tools v1.5 Plugin for C4D 9.6Document20 pagesCD IK Tools v1.5 Plugin for C4D 9.6Syed Aal-HussainNo ratings yet
- MongoDB Replication Guide PDFDocument106 pagesMongoDB Replication Guide PDFDante LlimpeNo ratings yet
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet