You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- JVS Supplier PPAP Workbook - Rev 14-FEB-11Document24 pagesJVS Supplier PPAP Workbook - Rev 14-FEB-11Rodrigo KawamuraNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
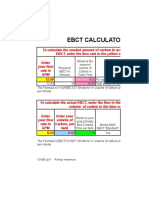
- Water Treatment CalculatorDocument3 pagesWater Treatment CalculatorRodrigo KawamuraNo ratings yet
- Appendix. Granular Activated Carbon Adsorption. Process Design and ModellingDocument8 pagesAppendix. Granular Activated Carbon Adsorption. Process Design and ModellingRodrigo KawamuraNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Ficha Técnica: Hazelnut PralineDocument3 pagesFicha Técnica: Hazelnut PralineRodrigo KawamuraNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Appendix. Granular Activated Carbon Adsorption. Process Design and ModellingDocument8 pagesAppendix. Granular Activated Carbon Adsorption. Process Design and ModellingRodrigo KawamuraNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Oakton Cond TdsDocument80 pagesOakton Cond TdsRodrigo KawamuraNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Como Gerar Créditos para CelularDocument1 pageComo Gerar Créditos para CelularRodrigo KawamuraNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Chapter 1 - Atoms, Molecules and Stoichiometry PDFDocument10 pagesChapter 1 - Atoms, Molecules and Stoichiometry PDFRamshaNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Properties of Bio-Based PolyurethaneDocument200 pagesProperties of Bio-Based PolyurethaneMust BoujaataNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Basics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, CatalystsDocument5 pagesBasics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, Catalystsonizuka-t2263No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Morse PotentialDocument1 pageThe Morse PotentialPooja SharmaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Official Draft - 2022-23 Bellevistat-CompressedDocument72 pagesOfficial Draft - 2022-23 Bellevistat-Compressedtemp accNo ratings yet
- Rser D 16 02436R1Document88 pagesRser D 16 02436R1Jitender KaushalNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Agilent Fat Sol Vit AssayDocument2 pagesAgilent Fat Sol Vit AssaySalafiyyunNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Petronas Samur PL PDFDocument38 pagesPetronas Samur PL PDFJessica Ward100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Bpharm 5 Sem Industrial Pharmacy 1 bp502t 2020Document1 pageBpharm 5 Sem Industrial Pharmacy 1 bp502t 2020Amol TupeNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Effect of Temperature On Sliding Wear of AISI 316 L (N) Stainless Steel  " Analysis of Measured Wear and Surface Roughness of Wear TracksDocument7 pagesEffect of Temperature On Sliding Wear of AISI 316 L (N) Stainless Steel  " Analysis of Measured Wear and Surface Roughness of Wear TracksSamir BoseNo ratings yet
- Theory Lm2500 Principios Basicos de Operacion PDFDocument25 pagesTheory Lm2500 Principios Basicos de Operacion PDFamir8100No ratings yet
- Bamboo+Alumina CompositeDocument5 pagesBamboo+Alumina CompositeAmmineni Syam PrasadNo ratings yet
- Digital PH Sensor Orbisint CPS11D: Memosens Glass Electrode For Standard ApplicationsDocument3 pagesDigital PH Sensor Orbisint CPS11D: Memosens Glass Electrode For Standard ApplicationsAchmad KNo ratings yet
- Stable Glow Plasma at Atmospheric PressureDocument4 pagesStable Glow Plasma at Atmospheric PressureproluvieslacusNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Effect of The Varying Levels of Wood Vinegar On SunflowerDocument7 pagesEffect of The Varying Levels of Wood Vinegar On SunflowerYamaguchi KumikoNo ratings yet
- Process For The Preparation of Amorphous Atorvastatin Calcium From Crystalline Atorvastatin CalciumDocument7 pagesProcess For The Preparation of Amorphous Atorvastatin Calcium From Crystalline Atorvastatin CalciumDrkrishnasarma pathyNo ratings yet
- 10 - Thermal Processing of FishDocument5 pages10 - Thermal Processing of FishRahul SainiNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Heat and Mass Transfer - E. R. G. Eckert and R. M. Drake PDFDocument46 pagesHeat and Mass Transfer - E. R. G. Eckert and R. M. Drake PDFAnaQatarina50% (4)
- 0237e CHBDocument1 page0237e CHBSaif Ahmed SiddiquiNo ratings yet
- BHMA Finish ChartDocument5 pagesBHMA Finish ChartRey Eduard Q. UmelNo ratings yet
- Consolidation Theories of Soils: By: Alemayehu Teferra (Prof., Dr.-Ing.)Document33 pagesConsolidation Theories of Soils: By: Alemayehu Teferra (Prof., Dr.-Ing.)ASAMENEWNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- DOT Pipeline RepairsDocument18 pagesDOT Pipeline RepairsSeng HeangNo ratings yet
- Gas Arc Welding - GMAW and GTAW Gas Arc Welding - GMAW and GTAWDocument3 pagesGas Arc Welding - GMAW and GTAW Gas Arc Welding - GMAW and GTAWJulioNo ratings yet
- SNI 3407-2008 Kekekalan Agregat (Soundness)Document9 pagesSNI 3407-2008 Kekekalan Agregat (Soundness)Richard CobisNo ratings yet
- 2D Simulations and Electro-Thermal Analysis of Micro-Heater Using COMSOLDocument4 pages2D Simulations and Electro-Thermal Analysis of Micro-Heater Using COMSOLshobiiiscNo ratings yet
- DRRG Equipmentlist 29032022 RDocument49 pagesDRRG Equipmentlist 29032022 RjayapalNo ratings yet
- NTU MethodDocument15 pagesNTU MethodVenkatesh KandalamNo ratings yet
- Carbon Enrichment in Mo SteelDocument50 pagesCarbon Enrichment in Mo SteelDhananjay ShimpiNo ratings yet
- Chem 315 - Lab 5 - Gas Chromatography - AcetatesDocument13 pagesChem 315 - Lab 5 - Gas Chromatography - AcetateskNo ratings yet
- Minimum Thermal FlowDocument4 pagesMinimum Thermal Flowdk4monjureNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)