You might also like
- High-performance epoxy coating for steel, concrete & moreDocument4 pagesHigh-performance epoxy coating for steel, concrete & moreSherif AbdelhameedNo ratings yet
- Amercoat: Amerlock 400AL/AL WNDocument4 pagesAmercoat: Amerlock 400AL/AL WNCad AutocadNo ratings yet
- PN78HBCDocument4 pagesPN78HBCLassadNo ratings yet
- Amercoat 400AL PDFDocument4 pagesAmercoat 400AL PDFLalit Bom MallaNo ratings yet
- 0400GF Amerlock 400 GF PDSDocument4 pages0400GF Amerlock 400 GF PDSRenny DevassyNo ratings yet
- 0400GF Amerlock 400 GF PDS PDFDocument4 pages0400GF Amerlock 400 GF PDS PDFRenny DevassyNo ratings yet
- DS385Document4 pagesDS385gabriel habibNo ratings yet
- Amercoat 391PC: Solvent Free Epoxy Product Data/ Application InstructionsDocument4 pagesAmercoat 391PC: Solvent Free Epoxy Product Data/ Application InstructionsAchraf BoudayaNo ratings yet
- Amercoat 68 BSDocument4 pagesAmercoat 68 BSStephen Francis BothelloNo ratings yet
- Amerlock 400 GFADocument4 pagesAmerlock 400 GFASherif AbdelhameedNo ratings yet
- SES Amercoat Dimetcote 9Document4 pagesSES Amercoat Dimetcote 9kamalkashNo ratings yet
- Amercoat 253Document4 pagesAmercoat 253Sherif AbdelhameedNo ratings yet
- Amercoat 400C High Solids Epoxy CoatingDocument4 pagesAmercoat 400C High Solids Epoxy CoatingCad AutocadNo ratings yet
- High Solids Glassflake Epoxy Coating Application GuideDocument4 pagesHigh Solids Glassflake Epoxy Coating Application GuideSherif AbdelhameedNo ratings yet
- Amerlock 400gfaDocument4 pagesAmerlock 400gfaKhaled bouhlelNo ratings yet
- Marine PDFDocument578 pagesMarine PDFNizar BouchaalaNo ratings yet
- Dimecote 9 Inorganic Zinc Silicate CoatingDocument4 pagesDimecote 9 Inorganic Zinc Silicate Coatingabdulgafoor54No ratings yet
- Exico Paint SpecificationDocument5 pagesExico Paint SpecificationFredy Xavier DomínguezNo ratings yet
- Intergard 251 Tech Data SheetDocument0 pagesIntergard 251 Tech Data SheetL Mahender ReddyNo ratings yet
- Amercoat 878: Physical DataDocument2 pagesAmercoat 878: Physical Dataabdulgafoor54No ratings yet
- Nu-Klad 114A: Epoxy Filler Compound Product Data/ Application InstructionsDocument4 pagesNu-Klad 114A: Epoxy Filler Compound Product Data/ Application InstructionsCad AutocadNo ratings yet
- Amercoat 56E Polyamide Epoxy High Solids Tank LiningDocument4 pagesAmercoat 56E Polyamide Epoxy High Solids Tank LiningMuhammad MustahsinNo ratings yet
- Amercoat 56E: Polyamide Epoxy Product Data/ Application InstructionsDocument4 pagesAmercoat 56E: Polyamide Epoxy Product Data/ Application InstructionsTony KhouryNo ratings yet
- High-performance epoxy coating data sheetDocument2 pagesHigh-performance epoxy coating data sheetamadan64No ratings yet
- Teknomastic 80 Primer 8803-00 Tds enDocument6 pagesTeknomastic 80 Primer 8803-00 Tds en8q5tgtfn7tNo ratings yet
- Sigmaweld 199 Technical Data SheetDocument4 pagesSigmaweld 199 Technical Data SheetMaria AndrewsNo ratings yet
- Interzone 954Document0 pagesInterzone 954hennawijayaNo ratings yet
- Plasite 9133 Product Data SheetDocument3 pagesPlasite 9133 Product Data SheetChris StroudNo ratings yet
- Inter Shield 300 PICDocument2 pagesInter Shield 300 PICRifqi Fajri PrayudiNo ratings yet
- Marathon 500 AGDocument10 pagesMarathon 500 AGAbdul KharisNo ratings yet
- Coal Tar PDFDocument4 pagesCoal Tar PDFMohammadreza AsheghNo ratings yet
- Stonclad GR Product DataDocument2 pagesStonclad GR Product DataAnonymous aii1ilNo ratings yet
- Ferreko No 3 pc560Document2 pagesFerreko No 3 pc560vijayarangam1984No ratings yet
- Amercoat 878 HSDocument4 pagesAmercoat 878 HSMario KoričanNo ratings yet
- Chemical Resistance BrochureDocument20 pagesChemical Resistance BrochurelanikhilNo ratings yet
- Amerlock 400Document4 pagesAmerlock 400eternalkhutNo ratings yet
- 7) PPG Amercoat 385 - Pds - AiDocument4 pages7) PPG Amercoat 385 - Pds - AididbeauNo ratings yet
- Corroban 1183 DX Protects Metal Parts from CorrosionDocument2 pagesCorroban 1183 DX Protects Metal Parts from CorrosionAbhinayKumarNo ratings yet
- Relative Exposure Factor Ti2294 Kodak Industrex Aa400Document4 pagesRelative Exposure Factor Ti2294 Kodak Industrex Aa400Charles OnyechereNo ratings yet
- 7430 - Sigmacover 630Document0 pages7430 - Sigmacover 630eraswastaNo ratings yet
- Pds Psx700 Jan 2008Document3 pagesPds Psx700 Jan 2008mjayhawk28No ratings yet
- Carboguard 635 Thinned 50% - Sealer PDSDocument5 pagesCarboguard 635 Thinned 50% - Sealer PDSjakeNo ratings yet
- DacrometDocument6 pagesDacrometdavideNo ratings yet
- Jotamastic 90 Technical Data Sheet SummaryDocument13 pagesJotamastic 90 Technical Data Sheet SummaryAditya NugrahaNo ratings yet
- Application Jotamastic 90 AlDocument13 pagesApplication Jotamastic 90 Aladitya kristantoNo ratings yet
- How To Select The Right Paint System - HempelDocument40 pagesHow To Select The Right Paint System - HempelBellana Sirish50% (2)
- Dacromet Coating: World Class Corrosion ProtectionDocument6 pagesDacromet Coating: World Class Corrosion Protectionmarcelogf74No ratings yet
- Renderoc LaxtraDocument2 pagesRenderoc LaxtraAlexi ALfred H. TagoNo ratings yet
- Interseal 670 HS EN O-FDocument4 pagesInterseal 670 HS EN O-Fapde06No ratings yet
- 7177 - Sigmaweld 199Document4 pages7177 - Sigmaweld 199eraswastaNo ratings yet
- DP B58W00610Document4 pagesDP B58W00610tangouzeNo ratings yet
- Technical Data Sheet Application GuideDocument10 pagesTechnical Data Sheet Application GuideMina RemonNo ratings yet
- Self Priming Fast Drying Surface Tolerant High Solids Environmentally DesignedDocument4 pagesSelf Priming Fast Drying Surface Tolerant High Solids Environmentally DesignedengindmecNo ratings yet
- Fast Clad Urethane Spec SheetDocument4 pagesFast Clad Urethane Spec SheetScott Van PeltNo ratings yet
- Iso 12944 Brochure PDFDocument21 pagesIso 12944 Brochure PDFCristian CisternasNo ratings yet
- Interplus 1180: Protective CoatingsDocument4 pagesInterplus 1180: Protective CoatingsAnindya Aulia PratiwiNo ratings yet
- Technical Data Sheet and Application Guide SummaryDocument10 pagesTechnical Data Sheet and Application Guide SummaryMohanadNo ratings yet
- Guide to Protecting Steel from CorrosionDocument17 pagesGuide to Protecting Steel from CorrosiondilrangiNo ratings yet
- Fire Protection PDFDocument474 pagesFire Protection PDFNizar BouchaalaNo ratings yet
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965From EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965No ratings yet
- Acrymastic 100 Product Data: Elastomeric Roofing/ Water Proofing CompoundDocument1 pageAcrymastic 100 Product Data: Elastomeric Roofing/ Water Proofing CompoundTony KhouryNo ratings yet
- Amercoat 56E: Polyamide Epoxy Product Data/ Application InstructionsDocument4 pagesAmercoat 56E: Polyamide Epoxy Product Data/ Application InstructionsTony KhouryNo ratings yet
- Amercoat 37-B-1 / 37-G-1: Product Data/ Application InstructionsDocument4 pagesAmercoat 37-B-1 / 37-G-1: Product Data/ Application InstructionsTony KhouryNo ratings yet
- Apcs 2aDocument3 pagesApcs 2aTony KhouryNo ratings yet
- AMERLOCK 2/400 COLOR RESIN Safety Data SheetDocument5 pagesAMERLOCK 2/400 COLOR RESIN Safety Data SheetTony KhouryNo ratings yet
- Assignment Gen PsyDocument3 pagesAssignment Gen PsyHelenNo ratings yet
- United-nations-Organization-uno Solved MCQs (Set-4)Document8 pagesUnited-nations-Organization-uno Solved MCQs (Set-4)SãñÂt SûRÿá MishraNo ratings yet
- Paper 4 (A) (I) IGCSE Biology (Time - 30 Mins)Document12 pagesPaper 4 (A) (I) IGCSE Biology (Time - 30 Mins)Hisham AlEnaiziNo ratings yet
- UD150L-40E Ope M501-E053GDocument164 pagesUD150L-40E Ope M501-E053GMahmoud Mady100% (3)
- Grading System The Inconvenient Use of The Computing Grades in PortalDocument5 pagesGrading System The Inconvenient Use of The Computing Grades in PortalJm WhoooNo ratings yet
- Day 4 Quiz - Attempt ReviewDocument8 pagesDay 4 Quiz - Attempt ReviewĐỗ Đức AnhNo ratings yet
- AtlasConcorde NashDocument35 pagesAtlasConcorde NashMadalinaNo ratings yet
- Hydraulics Engineering Course OverviewDocument35 pagesHydraulics Engineering Course Overviewahmad akramNo ratings yet
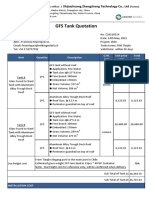
- GFS Tank Quotation C20210514Document4 pagesGFS Tank Quotation C20210514Francisco ManriquezNo ratings yet
- C4 ISRchapterDocument16 pagesC4 ISRchapterSerkan KalaycıNo ratings yet
- Sinclair User 1 Apr 1982Document68 pagesSinclair User 1 Apr 1982JasonWhite99No ratings yet
- 7 Aleksandar VladimirovDocument6 pages7 Aleksandar VladimirovDante FilhoNo ratings yet
- Financial Analysis of Wipro LTDDocument101 pagesFinancial Analysis of Wipro LTDashwinchaudhary89% (18)
- Wheeled Loader L953F Specifications and DimensionsDocument1 pageWheeled Loader L953F Specifications and Dimensionssds khanhNo ratings yet
- Guia de Usuario GPS Spectra SP80 PDFDocument118 pagesGuia de Usuario GPS Spectra SP80 PDFAlbrichs BennettNo ratings yet
- Committee History 50yearsDocument156 pagesCommittee History 50yearsd_maassNo ratings yet
- Shouldice Hospital Ltd.Document5 pagesShouldice Hospital Ltd.Martín Gómez CortésNo ratings yet
- Technical Specification of Heat Pumps ElectroluxDocument9 pagesTechnical Specification of Heat Pumps ElectroluxAnonymous LDJnXeNo ratings yet
- Dermatology Study Guide 2023-IvDocument7 pagesDermatology Study Guide 2023-IvUnknown ManNo ratings yet
- Precision Machine Components: NSK Linear Guides Ball Screws MonocarriersDocument564 pagesPrecision Machine Components: NSK Linear Guides Ball Screws MonocarriersDorian Cristian VatavuNo ratings yet
- HVAC Master Validation PlanDocument51 pagesHVAC Master Validation Plannavas197293% (30)
- Open Far CasesDocument8 pagesOpen Far CasesGDoony8553No ratings yet
- Command List-6Document3 pagesCommand List-6Carlos ArbelaezNo ratings yet
- Process Financial Transactions and Extract Interim Reports - 025735Document37 pagesProcess Financial Transactions and Extract Interim Reports - 025735l2557206No ratings yet
- Maharashtra Auto Permit Winner ListDocument148 pagesMaharashtra Auto Permit Winner ListSadik Shaikh50% (2)
- Indian Standard: Pla Ing and Design of Drainage IN Irrigation Projects - GuidelinesDocument7 pagesIndian Standard: Pla Ing and Design of Drainage IN Irrigation Projects - GuidelinesGolak PattanaikNo ratings yet
- Training Customer CareDocument6 pagesTraining Customer Careyahya sabilNo ratings yet
- CS210 Lecture 32 Magical Application Binary Tree IIIDocument38 pagesCS210 Lecture 32 Magical Application Binary Tree IIIOshoNo ratings yet
- USDA Guide To CanningDocument7 pagesUSDA Guide To CanningWindage and Elevation0% (1)