You might also like
- Determination of Toxic Organic Chemicals In Natural Waters, Sediments and Soils: Determination and AnalysisFrom EverandDetermination of Toxic Organic Chemicals In Natural Waters, Sediments and Soils: Determination and AnalysisRating: 3 out of 5 stars3/5 (1)
- Development of Solvay Clusters of Chemical Reactions PDFDocument11 pagesDevelopment of Solvay Clusters of Chemical Reactions PDFJordan Lopez FernandezNo ratings yet
- Ion Exchange TechnologyFrom EverandIon Exchange TechnologyF.C. NachodNo ratings yet
- Lab 4 Cobalt LabDocument10 pagesLab 4 Cobalt LabadfsgsgsNo ratings yet
- Production of Naphthalene.Document101 pagesProduction of Naphthalene.زهراء عادل عبد الزهرة إسماعيلNo ratings yet
- Cyclohexane ProductionDocument12 pagesCyclohexane ProductionDoctor LiaqatNo ratings yet
- Final Project2Document135 pagesFinal Project2Mr NU KHANNo ratings yet
- Development of An ASPEN PLUS Physical Property Database For Biofuels ComponentsDocument36 pagesDevelopment of An ASPEN PLUS Physical Property Database For Biofuels ComponentsoslemmNo ratings yet
- Engenharia Ambiental SM SampleDocument10 pagesEngenharia Ambiental SM SampleJocirlei Felicio0% (1)
- Overall Flowsheet Simulation Benzene Cyclohexane TW6Document7 pagesOverall Flowsheet Simulation Benzene Cyclohexane TW6Mitesh ParmarNo ratings yet
- Aspen Repot Lab 4Document8 pagesAspen Repot Lab 4Mohd Hisyamuddin Mohd AminudinNo ratings yet
- Operating Instructions: For The 1108 Oxygen Combustion BombDocument12 pagesOperating Instructions: For The 1108 Oxygen Combustion Bombsonico197710No ratings yet
- EPA Chlorobenzene Fact SheetDocument17 pagesEPA Chlorobenzene Fact SheetmojexNo ratings yet
- Us 20120035390Document18 pagesUs 20120035390sariNo ratings yet
- Styrene From Ethane and BenzeneDocument6 pagesStyrene From Ethane and BenzeneAmy Puah100% (2)
- Church 1951Document8 pagesChurch 1951Evan DulayNo ratings yet
- Production of Isopropyl Palmitate-Experimental StudiesDocument12 pagesProduction of Isopropyl Palmitate-Experimental Studiesikaw_3No ratings yet
- SugarDocument19 pagesSugarashutoshNo ratings yet
- Process Description DmeDocument3 pagesProcess Description DmeFirdaus YahyaNo ratings yet
- Synthesis of Dioctyl Sebacate From Sbacaic Acid and 2-Ethylhexyl Alcochol.Document93 pagesSynthesis of Dioctyl Sebacate From Sbacaic Acid and 2-Ethylhexyl Alcochol.Gaurang PatankarNo ratings yet
- Kinetic Modelling at The Basis of Process Simulation For Heterogeneous Catalytic Process DesignDocument31 pagesKinetic Modelling at The Basis of Process Simulation For Heterogeneous Catalytic Process DesignDanielle BarkerNo ratings yet
- Exam 3 SolDocument3 pagesExam 3 SolHungDoNo ratings yet
- Production of IsopropanolDocument9 pagesProduction of IsopropanolJohanNo ratings yet
- Sample Chemical Engineering Student Team Powerpoint For AnalysisDocument25 pagesSample Chemical Engineering Student Team Powerpoint For Analysisishhh12No ratings yet
- Thermodynamic Analysis of The Soda AshDocument10 pagesThermodynamic Analysis of The Soda AshbenaliNo ratings yet
- Simulation and Analysis of A Reactive Distillation Column For Removal of Water From Ethanol Water MixturesDocument9 pagesSimulation and Analysis of A Reactive Distillation Column For Removal of Water From Ethanol Water MixturesBryanJianNo ratings yet
- Lecture 18: Isopropanol and Acetone From Propylene: Module 3: PetrochemicalsDocument2 pagesLecture 18: Isopropanol and Acetone From Propylene: Module 3: Petrochemicalsshamsullah hamdardNo ratings yet
- Plant Uti Task 3Document17 pagesPlant Uti Task 3Ezzati AzizNo ratings yet
- Assignment 2 With SolutionsDocument4 pagesAssignment 2 With SolutionsVenkat MacharlaNo ratings yet
- Kinetics of The Selective Hydrogenation of Phenol To Cyclohexanone Over A Pd-Alumina CatalystDocument8 pagesKinetics of The Selective Hydrogenation of Phenol To Cyclohexanone Over A Pd-Alumina CatalystTaylor PennaNo ratings yet
- Mass BalanceDocument5 pagesMass BalanceSidharth RazdanNo ratings yet
- Process Development For Metal SoapsDocument98 pagesProcess Development For Metal SoapsAlex RichardNo ratings yet
- Cyclohexane PDFDocument14 pagesCyclohexane PDFsushant kadamNo ratings yet
- Bio GlassDocument7 pagesBio GlassAndu1991100% (1)
- Acetone Introduction ChapterDocument2 pagesAcetone Introduction Chaptervisran100% (1)
- Deshidratación y Purificación (Alcohol Absoluto)Document4 pagesDeshidratación y Purificación (Alcohol Absoluto)Jordan Venegas100% (1)
- AspirinDocument4 pagesAspiringenelleestremos100% (1)
- Co (NH3) 6Document1 pageCo (NH3) 6Ayotunde OnasanyaNo ratings yet
- Production of N Octane From Ethylene and I ButaneDocument2 pagesProduction of N Octane From Ethylene and I ButaneRamyaNo ratings yet
- Ethylene Oxide AppDocument2 pagesEthylene Oxide AppSyifa AnggrainiNo ratings yet
- Report 1Document2 pagesReport 1Shafiq AhmadNo ratings yet
- Semibatch UniDocument22 pagesSemibatch UniMelgi159100% (1)
- Kinetics of Catalytic Dehydrogenation of Ethylbenzene To StyreneDocument5 pagesKinetics of Catalytic Dehydrogenation of Ethylbenzene To Styreneibrahim3318No ratings yet
- Aceton PlantDocument25 pagesAceton PlantMaryam AlqasimyNo ratings yet
- Solutions Manual For Analysis Synthesis and Design of Chemical Processes 4th Edition PDFDocument14 pagesSolutions Manual For Analysis Synthesis and Design of Chemical Processes 4th Edition PDFNathalia DelgadoNo ratings yet
- Assg 4Document18 pagesAssg 4Fitria HasanahNo ratings yet
- FILE 20220921 173401 Homogeneously Catalyzed Industrial ProcessesDocument31 pagesFILE 20220921 173401 Homogeneously Catalyzed Industrial ProcessesPham ThaoNo ratings yet
- Research ProjectDocument30 pagesResearch ProjectYasser AshourNo ratings yet
- EtanolDocument57 pagesEtanolexe241293No ratings yet
- Tutorial Answers - Separation B Tutorial - Combined Tutorial Solutions PDFDocument38 pagesTutorial Answers - Separation B Tutorial - Combined Tutorial Solutions PDFBuyuNo ratings yet
- Aspen Plus Tutorial ÿËÈøË ÖÝÁ Óñ Ì° Texsas - University - Aspen - Plus - TutorialDocument55 pagesAspen Plus Tutorial ÿËÈøË ÖÝÁ Óñ Ì° Texsas - University - Aspen - Plus - TutorialrajindoNo ratings yet
- CRE Notes 13-A Methanol ReactorDocument11 pagesCRE Notes 13-A Methanol ReactorjoeNo ratings yet
- POLYMATHDocument9 pagesPOLYMATHBigNo ratings yet
- Wacker Process Slides 2008Document5 pagesWacker Process Slides 2008Zakariya AdamNo ratings yet
- Sodium Gluconate and Potassium Gluconate As Substitutes For Sodium Chloride in Breadmaking PDFDocument5 pagesSodium Gluconate and Potassium Gluconate As Substitutes For Sodium Chloride in Breadmaking PDFLaura SalgarNo ratings yet
- Hydrogenation of Fatty Acid Methyl Esters To FattyDocument9 pagesHydrogenation of Fatty Acid Methyl Esters To FattyYulius Harmawan Setya PratamaNo ratings yet
- Lab 4 SimulationDocument8 pagesLab 4 SimulationaziziNo ratings yet
- 5.2. Classification of FuelsDocument16 pages5.2. Classification of FuelsadiNo ratings yet
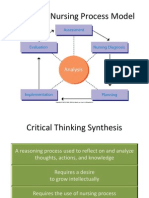
- NUR 104 Nursing Process MY NOTESDocument77 pagesNUR 104 Nursing Process MY NOTESmeanne073100% (1)
- Understanding PumpDocument113 pagesUnderstanding Pumpnyr1981_942955963100% (5)
- Cpa f1.1 - Business Mathematics & Quantitative Methods - Study ManualDocument573 pagesCpa f1.1 - Business Mathematics & Quantitative Methods - Study ManualMarcellin MarcaNo ratings yet
- Store Docket - Wood PeckerDocument89 pagesStore Docket - Wood PeckerRakesh KumarNo ratings yet
- Cross CultureDocument134 pagesCross CulturePhương AnnhNo ratings yet
- Bachelors of Engineering: Action Research Project - 1Document18 pagesBachelors of Engineering: Action Research Project - 1manasi rathiNo ratings yet
- Happiest Refugee Coursework 2013Document10 pagesHappiest Refugee Coursework 2013malcrowe100% (2)
- Final ExamDocument2 pagesFinal ExamblacmsNo ratings yet
- High School Department PAASCU Accredited Academic Year 2017 - 2018Document6 pagesHigh School Department PAASCU Accredited Academic Year 2017 - 2018Kevin T. OnaroNo ratings yet
- MINDSET 1 EXERCISES TEST 1 Pendientes 1º Bach VOCABULARY AND GRAMMARDocument7 pagesMINDSET 1 EXERCISES TEST 1 Pendientes 1º Bach VOCABULARY AND GRAMMARanaNo ratings yet
- Guru ShishyaDocument3 pagesGuru ShishyacktacsNo ratings yet
- The Roti Canai StoryDocument5 pagesThe Roti Canai StoryDr Bugs TanNo ratings yet
- Serie10 User Man ProgDocument1,042 pagesSerie10 User Man Progfahmi derbel100% (1)
- Lesson 7Document6 pagesLesson 7Jeya Plays YTNo ratings yet
- Solutions For Tutorial Exercises Association Rule Mining.: Exercise 1. AprioriDocument5 pagesSolutions For Tutorial Exercises Association Rule Mining.: Exercise 1. AprioriMarkib Singh AdawitahkNo ratings yet
- Adel Lock ManualDocument1 pageAdel Lock Manual24245677843No ratings yet
- Ias Book 2015Document49 pagesIas Book 2015Rahul SharmaNo ratings yet
- Math Cad 15Document3 pagesMath Cad 15Kim ChanthanNo ratings yet
- The Senior High School in The Phillipines: The Way To The WorldDocument5 pagesThe Senior High School in The Phillipines: The Way To The WorldRodel Ramos DaquioagNo ratings yet
- TML IML DefinitionDocument2 pagesTML IML DefinitionFicticious UserNo ratings yet
- CompTIAN10 004Document169 pagesCompTIAN10 004Ian RegoNo ratings yet
- Marisa Wolf Final New ResumeDocument2 pagesMarisa Wolf Final New Resumeapi-403499166No ratings yet
- Pavlishchuck Addison - 2000 - Electrochemical PotentialsDocument6 pagesPavlishchuck Addison - 2000 - Electrochemical PotentialscomsianNo ratings yet
- 12.3 What Is The Nomenclature System For CFCS/HCFCS/HFCS? (Chemistry)Document3 pages12.3 What Is The Nomenclature System For CFCS/HCFCS/HFCS? (Chemistry)Riska IndriyaniNo ratings yet
- ASC 2020-21 Questionnaire PDFDocument11 pagesASC 2020-21 Questionnaire PDFShama PhotoNo ratings yet
- Cisco Nexus 7000 Introduction To NX-OS Lab GuideDocument38 pagesCisco Nexus 7000 Introduction To NX-OS Lab Guiderazzzzzzzzzzz100% (1)
- Accenture MockDocument1 pageAccenture Mockrajyogesh487No ratings yet
- Po 4458 240111329Document6 pagesPo 4458 240111329omanu79No ratings yet
- How To Connect To iSCSI Targets On QNAP NAS Using MPIO On Windows 2008Document30 pagesHow To Connect To iSCSI Targets On QNAP NAS Using MPIO On Windows 2008Jazz OberoiNo ratings yet
- Text Descriptive Tentang HewanDocument15 pagesText Descriptive Tentang HewanHAPPY ARIFIANTONo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Distillation Design and Control Using Aspen SimulationFrom EverandDistillation Design and Control Using Aspen SimulationRating: 5 out of 5 stars5/5 (2)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- The Perfumed Pages of History: A Textbook on Fragrance CreationFrom EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationRating: 4 out of 5 stars4/5 (1)
- Fundamentals of Risk Management for Process Industry EngineersFrom EverandFundamentals of Risk Management for Process Industry EngineersNo ratings yet
- A New Approach to HAZOP of Complex Chemical ProcessesFrom EverandA New Approach to HAZOP of Complex Chemical ProcessesNo ratings yet
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsFrom EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottRating: 4 out of 5 stars4/5 (6)
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionFrom EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNo ratings yet
- Bioinspired Materials Science and EngineeringFrom EverandBioinspired Materials Science and EngineeringGuang YangNo ratings yet