You might also like
- Styrene Methods 2520of ProductionDocument9 pagesStyrene Methods 2520of ProductionMohd Zulazreen50% (2)
- Ablative Flash Pyrolysis of Straw and Wood Bench-Scale ResultsDocument9 pagesAblative Flash Pyrolysis of Straw and Wood Bench-Scale ResultsGiriraj JoshiNo ratings yet
- Processes: Is Steam Explosion A Promising Pretreatment For Acid Hydrolysis of Lignocellulosic Biomass?Document12 pagesProcesses: Is Steam Explosion A Promising Pretreatment For Acid Hydrolysis of Lignocellulosic Biomass?김병철No ratings yet
- An Aspen Plus Model of Biomass Tor Ref ActionDocument12 pagesAn Aspen Plus Model of Biomass Tor Ref ActionJavier LemusNo ratings yet
- Conversion of BiomassDocument9 pagesConversion of BiomassJoao MinhoNo ratings yet
- Thermochemical Conversion of BiomassDocument29 pagesThermochemical Conversion of BiomasscristinaNo ratings yet
- Boiler DesignJuly 2010Document44 pagesBoiler DesignJuly 2010dheerumgiNo ratings yet
- Lecture9 - Hydrogen Generation Unit (HGU)Document3 pagesLecture9 - Hydrogen Generation Unit (HGU)Bipradeep GhoshNo ratings yet
- 03 Iecr 1654 NancombinedDocument8 pages03 Iecr 1654 Nancombinedسجاد الحلاويNo ratings yet
- Recover Heat From Waste Inciniration PDFDocument4 pagesRecover Heat From Waste Inciniration PDFcvolkan1100% (1)
- IntroductionDocument44 pagesIntroductionJudebarb94No ratings yet
- Unit 3Document11 pagesUnit 3Shreyash UtekarNo ratings yet
- Pyrolysis & Torrefaction of BiomassDocument14 pagesPyrolysis & Torrefaction of BiomassprasannamuleyNo ratings yet
- 40 1 Anaheim 04-95 0004Document5 pages40 1 Anaheim 04-95 0004Sarita RuizNo ratings yet
- EvaporationDocument8 pagesEvaporationrajesh kothariNo ratings yet
- Gasification Is A Process That ConvertsDocument2 pagesGasification Is A Process That ConvertsAshish RajakNo ratings yet
- HP4b - 2 - Vogels - Rev0604 - European Study For H2 Produ From Biomass PDFDocument7 pagesHP4b - 2 - Vogels - Rev0604 - European Study For H2 Produ From Biomass PDFJaydeep PatelNo ratings yet
- 9 NATURAL GAS LIQUIDS - RecoveryDocument5 pages9 NATURAL GAS LIQUIDS - RecoverysatishchemengNo ratings yet
- Petrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMDocument25 pagesPetrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMhatucdao2712No ratings yet
- Liquid Fuel Production From Biomass Via High Temperature Steam ElectrolysisDocument17 pagesLiquid Fuel Production From Biomass Via High Temperature Steam ElectrolysisWaqas Hussain WarsiNo ratings yet
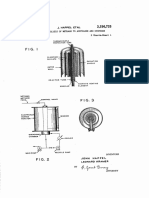
- US3047365Document4 pagesUS3047365hassan materialsNo ratings yet
- Cracking Term PaperDocument13 pagesCracking Term PaperKrittikaNo ratings yet
- An Overview of Biomass Gassification 2008Document6 pagesAn Overview of Biomass Gassification 2008Costas AggelidisNo ratings yet
- Notes On Terminology and Technology in Thermal Conversion: DR Cordner Peacocke and DR Stephen JosephDocument5 pagesNotes On Terminology and Technology in Thermal Conversion: DR Cordner Peacocke and DR Stephen JosephArif Firman AjiNo ratings yet
- Gasification AADocument15 pagesGasification AAأيوب شاهينNo ratings yet
- Molten Salt Heat Transfer Fluid With Low Melting Point-2010.HalotechnicsDocument8 pagesMolten Salt Heat Transfer Fluid With Low Melting Point-2010.HalotechnicsBiswas SrivastavaNo ratings yet
- 2019 Fonseca FP Drying Just AcceptedDocument42 pages2019 Fonseca FP Drying Just AcceptedNJANSNo ratings yet
- PetroleumDocument13 pagesPetroleumPrashantNo ratings yet
- PyrolysisDocument22 pagesPyrolysisMaria SetianingsihNo ratings yet
- Syngas Preparation: CH4 + H2 O CO + 3H2Document4 pagesSyngas Preparation: CH4 + H2 O CO + 3H2Gopal AgarwalNo ratings yet
- Catalytic Cracking3Document12 pagesCatalytic Cracking3Abdurabu AL-MontaserNo ratings yet
- PRP Unit - 6Document4 pagesPRP Unit - 6Abdul GhafoorNo ratings yet
- Production of Synthesis GasDocument18 pagesProduction of Synthesis GasGonzalo TitoNo ratings yet
- Modelling of Naphtha Cracking For Olefins Production - Joao MarcosDocument9 pagesModelling of Naphtha Cracking For Olefins Production - Joao MarcosBahar MeschiNo ratings yet
- Éttorney: Nov. 1o, 1964Document7 pagesÉttorney: Nov. 1o, 1964Allex NorlandNo ratings yet
- Hydrogen Production by Steam Reforming of HC by TopsoeDocument2 pagesHydrogen Production by Steam Reforming of HC by TopsoeMainak Sarkar100% (1)
- Separation ChainDocument2 pagesSeparation ChainKaleem UllahNo ratings yet
- Renewable Energy 91 (2016) 451-455Document5 pagesRenewable Energy 91 (2016) 451-455Sandro Gonzalez AriasNo ratings yet
- Tar Content and Composition PDFDocument9 pagesTar Content and Composition PDFSyed Waheed Ul HasanNo ratings yet
- Fast Pyrolysis of Agricultural Wastes: Characterization of Pyrolysis ProductsDocument6 pagesFast Pyrolysis of Agricultural Wastes: Characterization of Pyrolysis ProductsyemresimsekNo ratings yet
- Report On LPG ManufacturingDocument20 pagesReport On LPG ManufacturingsuchismitapalNo ratings yet
- Fermentation of BiomassDocument12 pagesFermentation of BiomassResky Ervaldi SaputraNo ratings yet
- Assignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsDocument6 pagesAssignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsMilan MoradiyaNo ratings yet
- TABLE 19.14 Summary of Effects of Process Parameters On Coal PyrolysisDocument2 pagesTABLE 19.14 Summary of Effects of Process Parameters On Coal Pyrolysisjames jamesonNo ratings yet
- Topsoe Steam Reforming CatDocument6 pagesTopsoe Steam Reforming CatKhairul HadiNo ratings yet
- Boiler DesignDocument35 pagesBoiler DesignAlsmoual AbdallaNo ratings yet
- Synthesis: Partial OxidationDocument5 pagesSynthesis: Partial OxidationTrangSkyNo ratings yet
- Chapter 1 2 RaisDocument9 pagesChapter 1 2 RaisirviirviNo ratings yet
- Cracking 151114162534 Lva1 App6891Document33 pagesCracking 151114162534 Lva1 App6891Truth SeekerNo ratings yet
- Ammonia Process InformationDocument4 pagesAmmonia Process InformationRishikesh AwaleNo ratings yet
- Polyamines in High Pressure SteamDocument12 pagesPolyamines in High Pressure SteamWaleed Emara100% (1)
- Firetube Heaters: FIG. 8-31 Convection HeaterDocument7 pagesFiretube Heaters: FIG. 8-31 Convection Heatery149487No ratings yet
- Steam Gasification of Cynara Cardunculus L.: Influence of VariablesDocument17 pagesSteam Gasification of Cynara Cardunculus L.: Influence of VariablesyemresimsekNo ratings yet
- Us 4396789Document7 pagesUs 4396789Elias JúniorNo ratings yet
- GC/MS Characterization of Liquids Generated From Low-Temperature Pyrolysis of WoodDocument13 pagesGC/MS Characterization of Liquids Generated From Low-Temperature Pyrolysis of WoodMutia Nurul OctaviaNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Water Gas Shift Reaction: Research Developments and ApplicationsFrom EverandWater Gas Shift Reaction: Research Developments and ApplicationsNo ratings yet
- Authorization For The Social Security Administration (SSA) To Release Social Security Number (SSN) VerificationDocument1 pageAuthorization For The Social Security Administration (SSA) To Release Social Security Number (SSN) VerificationelectroternalNo ratings yet
- Screening of Effective Electrolyte Additives For Zinc-Based Redox Flow BatterysystemsDocument11 pagesScreening of Effective Electrolyte Additives For Zinc-Based Redox Flow BatterysystemselectroternalNo ratings yet
- Redox MembraneDocument5 pagesRedox MembraneelectroternalNo ratings yet
- Digno y SantoDocument1 pageDigno y SantoelectroternalNo ratings yet
- Build An EDM by Robet Langlois PDFDocument57 pagesBuild An EDM by Robet Langlois PDFelectroternalNo ratings yet
- Forex Deep LearningDocument6 pagesForex Deep LearningelectroternalNo ratings yet
- Wapa Prices 2016Document7 pagesWapa Prices 2016electroternalNo ratings yet
- Installation GuideDocument14 pagesInstallation GuideelectroternalNo ratings yet
- Cimarec Stirring Hot Plates: ™ Operation Manual and Parts ListDocument16 pagesCimarec Stirring Hot Plates: ™ Operation Manual and Parts ListelectroternalNo ratings yet
- Release Notes Moldworks 2016Document11 pagesRelease Notes Moldworks 2016electroternalNo ratings yet
- Art Cam Cabinetmaker Getting StartedDocument42 pagesArt Cam Cabinetmaker Getting Startedheidarzadeh2No ratings yet
- Art Cam Cabinetmaker Getting StartedDocument42 pagesArt Cam Cabinetmaker Getting Startedheidarzadeh2No ratings yet
- Art Cam Jewel Smith User GuideDocument160 pagesArt Cam Jewel Smith User GuideMX100100% (3)
- Post Processor Configuration GuideDocument59 pagesPost Processor Configuration GuideHisham Tarek100% (1)
- Administrator GuideDocument38 pagesAdministrator GuideelectroternalNo ratings yet
- Para Cambiar Frequencia en ArduinoDocument2 pagesPara Cambiar Frequencia en ArduinoelectroternalNo ratings yet
- Description and Performance Battery FlowDocument8 pagesDescription and Performance Battery FlowelectroternalNo ratings yet
- Plastic Injection MoldingDocument24 pagesPlastic Injection MoldingelectroternalNo ratings yet
- Solución To Slice A STL FileDocument4 pagesSolución To Slice A STL FileelectroternalNo ratings yet
- Crystallization SolventsDocument2 pagesCrystallization Solventspdaga19691383No ratings yet
- ELearning Exploring Digital Futures in The 21st CenturyDocument4 pagesELearning Exploring Digital Futures in The 21st CenturyelectroternalNo ratings yet
- Visijet FTX GreenDocument7 pagesVisijet FTX GreenelectroternalNo ratings yet
- Battery Flow 1Document4 pagesBattery Flow 1electroternalNo ratings yet
- UP Theme SongDocument2 pagesUP Theme SongSabrina LauNo ratings yet
- Graphene UltracapsDocument6 pagesGraphene UltracapselectroternalNo ratings yet
- Airflow FormulasDocument4 pagesAirflow FormulasYoesof HilabyNo ratings yet
- Grow Graphene ElectrochemicalDocument6 pagesGrow Graphene ElectrochemicalelectroternalNo ratings yet
- Azteeg X3 Wiring DiagramDocument2 pagesAzteeg X3 Wiring DiagramelectroternalNo ratings yet
- High-Quality Thin Graphene Films From Fast Electrochemical ExfoliationDocument8 pagesHigh-Quality Thin Graphene Films From Fast Electrochemical ExfoliationelectroternalNo ratings yet
- Job Miller AbstractDocument5 pagesJob Miller AbstractTelika RamuNo ratings yet
- Summer Report On WEB DevelopmentDocument30 pagesSummer Report On WEB DevelopmentADITYA25% (4)
- FM 5-102 - CountermobilityDocument220 pagesFM 5-102 - CountermobilitySurvivIt100% (2)
- DORP Action PlanDocument3 pagesDORP Action PlanSantisas Zai100% (3)
- IA-NT-PWR-2.4-Reference GuideDocument110 pagesIA-NT-PWR-2.4-Reference GuideSamuel LeiteNo ratings yet
- Business Plan ScrunshineDocument2 pagesBusiness Plan ScrunshineEnjhelle MarinoNo ratings yet
- Ea295 PDFDocument3 pagesEa295 PDFjhiilNo ratings yet
- Norphonic VoIP D10003Document2 pagesNorphonic VoIP D10003Topcom Toki-VokiNo ratings yet
- Company Work Execution Plan For A Long Form ContractDocument4 pagesCompany Work Execution Plan For A Long Form Contractshojaee1063No ratings yet
- SSPL Catalog Regular - Resize PDFDocument25 pagesSSPL Catalog Regular - Resize PDFusman379No ratings yet
- BC-5800 Liquid SystemDocument114 pagesBC-5800 Liquid SystemДмитрийNo ratings yet
- Lecture 1 - Course IntroductionDocument46 pagesLecture 1 - Course IntroductionRifaqat ZaheerNo ratings yet
- Zombie RPGDocument30 pagesZombie RPGBo100% (3)
- The Effectiveness of Acceptance and Commitment-BasDocument18 pagesThe Effectiveness of Acceptance and Commitment-BasRaphaele ColferaiNo ratings yet
- Isuzu REDTech 4J Lit SheetDocument2 pagesIsuzu REDTech 4J Lit SheetVăn Tuấn NguyễnNo ratings yet
- FKB Stories Who Takes The Train - en PDFDocument19 pagesFKB Stories Who Takes The Train - en PDFJaione IbarguengoitiaNo ratings yet
- Poster BC - Bored PileDocument1 pagePoster BC - Bored PileZaim Adli100% (1)
- API 580 NotesDocument2 pagesAPI 580 Notesmallesh100% (2)
- CSCE 513: Computer Architecture: Quantitative Approach, 4Document2 pagesCSCE 513: Computer Architecture: Quantitative Approach, 4BharatNo ratings yet
- Character SheetDocument2 pagesCharacter SheetBen DennyNo ratings yet
- sw8 chp06Document22 pagessw8 chp06api-115560904No ratings yet
- Inverter - English 2022Document17 pagesInverter - English 2022Dudes and ToolsNo ratings yet
- MHC-S9D AmplificadorDocument28 pagesMHC-S9D AmplificadorEnyah RodriguezNo ratings yet
- Necco BondDocument1 pageNecco BondZdenko SemanNo ratings yet
- 032 Wire Rope Sling 76.5 TonDocument4 pages032 Wire Rope Sling 76.5 TonHario PramuditoNo ratings yet
- Vocal Mixing TipsDocument16 pagesVocal Mixing Tipsshawn7800No ratings yet
- Datasheet Borne SiemensDocument3 pagesDatasheet Borne Siemenslorentz franklinNo ratings yet
- Humboldt Triaxial Equipment Guide-LR0417Document21 pagesHumboldt Triaxial Equipment Guide-LR0417Dilson Loaiza CruzNo ratings yet
- ComE 223-Computer Fundamentals & Programming IIDocument2 pagesComE 223-Computer Fundamentals & Programming IIDinah Fe Tabaranza-OlitanNo ratings yet
- Golden Sun CNC-201R Rotary TableDocument10 pagesGolden Sun CNC-201R Rotary TableGerald100% (2)