You might also like
- Dosificación de mezclas para bloques de hormigón: Guia práctica para bloqueras artesanalesFrom EverandDosificación de mezclas para bloques de hormigón: Guia práctica para bloqueras artesanalesNo ratings yet
- Recetas para pintar. TexturasFrom EverandRecetas para pintar. TexturasRating: 3.5 out of 5 stars3.5/5 (2)
- Tecnología Farmacéutica GeneralDocument213 pagesTecnología Farmacéutica GeneralflpdejuanNo ratings yet
- Tecnologia Farmaceutica - Practica 2018Document91 pagesTecnologia Farmaceutica - Practica 2018Andrea Rosario Arratia Vela0% (1)
- Ficha T. Nitrofurzona PoteDocument2 pagesFicha T. Nitrofurzona PoteROSYVELASQMNo ratings yet
- PREFORMULACION Por Mercedes Fernández ArévaloDocument41 pagesPREFORMULACION Por Mercedes Fernández Arévaloclubdelquimico.blogspot.comNo ratings yet
- Modulo Farmacia Magistral 301510Document147 pagesModulo Farmacia Magistral 301510liander113067% (3)
- Elaboración e Incompatibilidades Del Gel de CarbopolDocument3 pagesElaboración e Incompatibilidades Del Gel de CarbopolAndrea ClarosNo ratings yet
- DAC - Reglamento - Tecnico - Centroamericano - Productos - higienicos-MINISTERIO DE SALUDDocument33 pagesDAC - Reglamento - Tecnico - Centroamericano - Productos - higienicos-MINISTERIO DE SALUDsdadNo ratings yet
- EMULSIONESDocument25 pagesEMULSIONESDiana HernándezNo ratings yet
- Requerimientos de Una Planta de ProcesamientosDocument5 pagesRequerimientos de Una Planta de ProcesamientosSair Andres Ortiz DiazNo ratings yet
- Diapos Tecno II-1-Seminario Tecnologia FarmaceuticaDocument40 pagesDiapos Tecno II-1-Seminario Tecnologia FarmaceuticaOlgaMuñozChamaya100% (2)
- ExcipientesDocument9 pagesExcipienteshatziry morenoNo ratings yet
- Formulario NacionalDocument31 pagesFormulario NacionalAdrian Escalona100% (1)
- Equivalencia TerapeuticaDocument8 pagesEquivalencia TerapeuticaRonny DubonNo ratings yet
- Bergamota - DiaposDocument26 pagesBergamota - DiaposTwice Fan100% (1)
- Fabricación de Tabletas RecubiertasDocument8 pagesFabricación de Tabletas RecubiertasBernardo Colorado Dubois50% (2)
- Tecnología de TabletasDocument10 pagesTecnología de TabletasRoy Michael Guerra ArandaNo ratings yet
- Manualdetecnologafarmacutica 121102154311 Phpapp02 PDFDocument99 pagesManualdetecnologafarmacutica 121102154311 Phpapp02 PDFperamotaNo ratings yet
- 07 Comprimidos RecubiertosDocument13 pages07 Comprimidos RecubiertosAnjaReynaZimmermanNo ratings yet
- Tecnologia Farmaceutica IntroduccionDocument68 pagesTecnologia Farmaceutica IntroduccionLaura Carolina Garzon RodriguezNo ratings yet
- Generalidades de La Industria FarmacéuticaDocument52 pagesGeneralidades de La Industria FarmacéuticaIsamar Diaz100% (1)
- Pomada SDocument36 pagesPomada SAlejandra Karina50% (2)
- Guia Galenica Uigv Oficial TerminadaDocument51 pagesGuia Galenica Uigv Oficial Terminadajohn100% (2)
- Material Curso Formulacion Magistral Clase ComplementariaDocument55 pagesMaterial Curso Formulacion Magistral Clase ComplementariaNeli AriasNo ratings yet
- Clase Elab Prod 1Document50 pagesClase Elab Prod 1katNo ratings yet
- GranulaciónDocument5 pagesGranulaciónDavid Jaspe Lentino100% (4)
- Idea de NegocioDocument3 pagesIdea de NegocioEstefanny Urquizo RamosNo ratings yet
- Farmacoquimica Clase1Document36 pagesFarmacoquimica Clase1yohanvilkNo ratings yet
- Manual Analisis de MedicamentosDocument113 pagesManual Analisis de MedicamentosLeslie LpbNo ratings yet
- Recubrimiento PelicularDocument11 pagesRecubrimiento PelicularEduardo Torres100% (3)
- Preformulación Parte 0Document16 pagesPreformulación Parte 0Julio CruzNo ratings yet
- Practica Biodisponibilidad-Bioequivalencia-ToxicidadDocument11 pagesPractica Biodisponibilidad-Bioequivalencia-ToxicidadLILIANA CASTILLONo ratings yet
- Cremagel FormulaDocument4 pagesCremagel FormulaChristian Arias Vera0% (1)
- Preparados Farmaceuticos Hos PDFDocument26 pagesPreparados Farmaceuticos Hos PDFsarNo ratings yet
- FARMACOVIGILANCIA (Dinamia 1)Document75 pagesFARMACOVIGILANCIA (Dinamia 1)Vilma Brizaida CharallaNo ratings yet
- Recomendaciones para Estudios de Estabilidad Medellin U1 PDFDocument38 pagesRecomendaciones para Estudios de Estabilidad Medellin U1 PDFJuanGuillermoCarmonaOcampoNo ratings yet
- Proceso de Manufactura de ComprimidosDocument36 pagesProceso de Manufactura de ComprimidosRocio Luna100% (1)
- Estudios de Estabilidad de Medicamentos en ColombiaDocument92 pagesEstudios de Estabilidad de Medicamentos en ColombiaCarlos Andres De La Rosa GuzmanNo ratings yet
- Farmacoquimica Aplicada Introduccion 1Document31 pagesFarmacoquimica Aplicada Introduccion 1FarmaciaClinica2012100% (1)
- Unidad 11 Sistemas de Liberación Modificada PDFDocument13 pagesUnidad 11 Sistemas de Liberación Modificada PDFMaraNo ratings yet
- Preformulacion de MedicamentosDocument87 pagesPreformulacion de MedicamentosJuan Antonio Mena100% (2)
- Formas Farmacéuticas Semisólidas IDocument10 pagesFormas Farmacéuticas Semisólidas IElizabeth Myhua RimacheNo ratings yet
- Producto FarmacéuticoDocument15 pagesProducto FarmacéuticoMaría IsabelNo ratings yet
- Farmacotécnia Clase 1Document33 pagesFarmacotécnia Clase 1YANN POOL GABRIEL QUISPENo ratings yet
- Metabolitos Primarios de Las PlantasDocument20 pagesMetabolitos Primarios de Las PlantasProxy92% (13)
- Estudios de BioequivalenciaDocument10 pagesEstudios de BioequivalenciaEvher AyastaNo ratings yet
- Farmacia Central y GalenicaDocument5 pagesFarmacia Central y GalenicaCesar Alex Vera CariNo ratings yet
- Clase 1 SemisolidosDocument18 pagesClase 1 SemisolidosPercy Hernandez Perez100% (1)
- Formulario de Preparados GalenicosDocument30 pagesFormulario de Preparados GalenicosIvone Cruzado UrcoNo ratings yet
- Iv Unidad Procedimiento de Elaboración de Formas FarmacéuticasDocument75 pagesIv Unidad Procedimiento de Elaboración de Formas FarmacéuticasEdwin Pomatanta PlasenciaNo ratings yet
- Tecnologia FarmaceuticaDocument74 pagesTecnologia FarmaceuticaGeorge Eduardo Aguirre100% (1)
- Venta y Promocion.Document18 pagesVenta y Promocion.Eddy NovoaNo ratings yet
- Industria Farmacéutica 2021 12°clase Teoría InyectablesDocument36 pagesIndustria Farmacéutica 2021 12°clase Teoría InyectablesKiara LuzNo ratings yet
- Tabletas FerminDocument96 pagesTabletas FerminEdith BustamanteNo ratings yet
- Formas Farmaceuticas SolidasDocument47 pagesFormas Farmaceuticas SolidasKissel Fernanda ArauzNo ratings yet
- Previo Tabletas Por CDDocument12 pagesPrevio Tabletas Por CDandreaNo ratings yet
- Técnica de GranulaciónDocument201 pagesTécnica de GranulaciónjbertralNo ratings yet
- Jonathan Urbina Soto - Operaciones Unitarias - GranuladoDocument2 pagesJonathan Urbina Soto - Operaciones Unitarias - GranuladoJonathan UrbinaNo ratings yet
- Triptico GranuladoDocument3 pagesTriptico GranuladoJonathan UrbinaNo ratings yet
- Lincosamida FarmacologiaDocument83 pagesLincosamida FarmacologiaAlejandra Lida Espinoza MormontoyNo ratings yet
- CONSTANCIA DE Practicas AlumnaDocument3 pagesCONSTANCIA DE Practicas AlumnaAlejandra Lida Espinoza MormontoyNo ratings yet
- Examen 1ADocument3 pagesExamen 1AAlejandra Lida Espinoza MormontoyNo ratings yet
- Políticas MedioambientalesDocument59 pagesPolíticas MedioambientalesAlejandra Lida Espinoza MormontoyNo ratings yet
- Examen 1ADocument3 pagesExamen 1AAlejandra Lida Espinoza MormontoyNo ratings yet
- Reacciones Adversas MedicamentosasDocument9 pagesReacciones Adversas MedicamentosasAlejandra Lida Espinoza MormontoyNo ratings yet
- Saureus - Exc - Ok PDFDocument15 pagesSaureus - Exc - Ok PDFJose De la Cruz LujánNo ratings yet
- 6 Potencias-Talleres-Taller Elaboracion ProcedimientosDocument59 pages6 Potencias-Talleres-Taller Elaboracion ProcedimientosJose Francisco Hinojosa MamaniNo ratings yet
- QFS Normativa CumplimientoDocument1 pageQFS Normativa CumplimientoAlejandra Lida Espinoza MormontoyNo ratings yet
- Avance Medio AmbienteDocument7 pagesAvance Medio AmbienteAlejandra Lida Espinoza MormontoyNo ratings yet
- Silabo Bases FarmacDocument3 pagesSilabo Bases FarmacAlejandra Lida Espinoza MormontoyNo ratings yet
- Buenas Practicas de Manufactura (BPM)Document5 pagesBuenas Practicas de Manufactura (BPM)Alejandra Lida Espinoza MormontoyNo ratings yet
- Ejm. 1 POEs - BOT. Corazon JesusDocument17 pagesEjm. 1 POEs - BOT. Corazon JesusAlejandra Lida Espinoza MormontoyNo ratings yet
- P PDFDocument6 pagesP PDFAlejandra Lida Espinoza MormontoyNo ratings yet
- Nuevos Anticoagulantes Orales y Su Papel en La Práctica ClínicaDocument13 pagesNuevos Anticoagulantes Orales y Su Papel en La Práctica ClínicaAlejandra Lida Espinoza MormontoyNo ratings yet
- Formas Farmaceuticas SemisolidasDocument4 pagesFormas Farmaceuticas SemisolidasAlejandra Lida Espinoza MormontoyNo ratings yet
- MISOPROSTOLDocument57 pagesMISOPROSTOLJesús PastranaNo ratings yet
- Control de Calidad WendiiiiDocument8 pagesControl de Calidad WendiiiiAlejandra Lida Espinoza MormontoyNo ratings yet
- CabelloDocument5 pagesCabelloAlejandra Lida Espinoza MormontoyNo ratings yet
- InyectoterapiaDocument12 pagesInyectoterapiaAlejandra EspinozaNo ratings yet
- TABLETASDocument20 pagesTABLETASAlejandra Lida Espinoza MormontoyNo ratings yet
- Articulo FarmacoquimicaDocument12 pagesArticulo FarmacoquimicaAlejandra Lida Espinoza MormontoyNo ratings yet
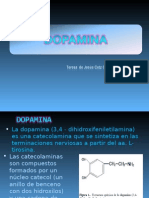
- 4a11e0cc186b39dopamina 100819201858 Phpapp01Document20 pages4a11e0cc186b39dopamina 100819201858 Phpapp01Alejandra Lida Espinoza MormontoyNo ratings yet
- Cronograma EjerciciosDocument1 pageCronograma EjerciciosAlejandra Lida Espinoza MormontoyNo ratings yet
- Empresa Saylla SDocument1 pageEmpresa Saylla SAlejandra Lida Espinoza MormontoyNo ratings yet
- Derivadas e IntegralesDocument3 pagesDerivadas e IntegralesAlejandra Lida Espinoza MormontoyNo ratings yet
- Modelo de Operacionalizacion de Variables y Matriz de ConsistenciaDocument32 pagesModelo de Operacionalizacion de Variables y Matriz de Consistenciamarquez1040% (5)
- Determinacion de Fenol y Ac. Hipurico en OrinaDocument84 pagesDeterminacion de Fenol y Ac. Hipurico en OrinaFernando AcuñaNo ratings yet
- Analisis Matematico Autoevaluacion #02.Document3 pagesAnalisis Matematico Autoevaluacion #02.Jhenns Heinri Cespedes MonroyNo ratings yet
- Integración DefinidaDocument1 pageIntegración DefinidaAlejandra Lida Espinoza MormontoyNo ratings yet
- Asuntos Regulatorios DefinicionesDocument15 pagesAsuntos Regulatorios DefinicionesDeyser Hernan Fernandez CenturionNo ratings yet
- Glosario El Botiquín en CasaDocument93 pagesGlosario El Botiquín en CasaJosueAlexanderYAlexanderDanielNo ratings yet
- Cefalosporinas de 1era GeneraciónDocument3 pagesCefalosporinas de 1era GeneraciónMaria DavilaNo ratings yet
- Uso Clinico de Progestinas en Perras y GatasDocument32 pagesUso Clinico de Progestinas en Perras y GatasGerardo Andres Morales MvzNo ratings yet
- Clase 1 Introduccion A La FciaDocument9 pagesClase 1 Introduccion A La FciaMiriam VelasquezNo ratings yet
- Modelo D EinformeDocument9 pagesModelo D EinformebrayanNo ratings yet
- Cadena de FarmaciaDocument2 pagesCadena de FarmaciaSergio GamarraNo ratings yet
- Temario para Tecnicos en Farmacia 2022Document6 pagesTemario para Tecnicos en Farmacia 2022Karen BarrosoNo ratings yet
- Reingeniería Farmacéutica 2005 PDFDocument10 pagesReingeniería Farmacéutica 2005 PDFPaloma MirabalNo ratings yet
- Medicamentos para El Tratamiento de AnorexiaDocument2 pagesMedicamentos para El Tratamiento de AnorexiaEstefaniIdaniaNo ratings yet
- Actividades Dependientes e InterdependientesDocument6 pagesActividades Dependientes e InterdependientesMartin ZutanoNo ratings yet
- Art 1.analisis de Cocaina en Diferentes Muestras Por Cromatografia GaseosaDocument4 pagesArt 1.analisis de Cocaina en Diferentes Muestras Por Cromatografia GaseosalinaNo ratings yet
- Fernandez, 2010Document58 pagesFernandez, 2010Carolina Andrea EspinozaNo ratings yet
- Farmacología Del Sistema Digestivo 2 - Modulos de FarmaciaDocument8 pagesFarmacología Del Sistema Digestivo 2 - Modulos de FarmaciaMiguel Machaca Flores (QuimioFarma)67% (3)
- Guía Control de CalidadDocument4 pagesGuía Control de CalidadwisievekNo ratings yet
- Aines y Aies en CaballosDocument51 pagesAines y Aies en CaballosCamila Maldonado Villavicencio75% (4)
- Banco Farmaco 3ra FaseDocument16 pagesBanco Farmaco 3ra FaseLuis Hernán Paredes GallegosNo ratings yet
- DBC Anpe Medicamentos RM 751Document63 pagesDBC Anpe Medicamentos RM 751efrainNo ratings yet
- Cronograma ActividadesDocument3 pagesCronograma ActividadesEdwing MorenoNo ratings yet
- Informe 1Document19 pagesInforme 1Leonardo Rafael Martinez Huapaya100% (3)
- Tarea 4 Grupo 152004 13Document11 pagesTarea 4 Grupo 152004 13JASVEILY YULIANY SALAZAR CARRASCALNo ratings yet
- CelfalosporinasDocument18 pagesCelfalosporinasPam AlSaNo ratings yet
- Guia Rapida CDocument7 pagesGuia Rapida CChristian Bernal HerreraNo ratings yet
- Insulina Degludec TresibaDocument3 pagesInsulina Degludec TresibaJORGEJORGE63No ratings yet
- Plantas Medicinales Unidad 1.Document7 pagesPlantas Medicinales Unidad 1.normary vargasNo ratings yet
- UNIDAD 2 Tarea 3 AnalisisDocument3 pagesUNIDAD 2 Tarea 3 AnalisisAmayder CorreaNo ratings yet
- AntidepresivosDocument7 pagesAntidepresivosJoyce de VeraNo ratings yet
- Aplicacion VenoclisisDocument14 pagesAplicacion VenoclisisgamaonixNo ratings yet
- Escala de WagnerDocument5 pagesEscala de WagnerGreg Burgos100% (1)
- Folleto Panacur Polvo Al 4 tcm92-66557Document2 pagesFolleto Panacur Polvo Al 4 tcm92-66557HenerNo ratings yet