You might also like
- Doctor Atomic OperaDocument48 pagesDoctor Atomic OperaNachoAndrésLlorente100% (2)
- A Seminar Report OnDocument14 pagesA Seminar Report OnDevesh SharmaNo ratings yet
- The Public Eye and The Citizen Voyeur Photography As A Performance of Power PDFDocument18 pagesThe Public Eye and The Citizen Voyeur Photography As A Performance of Power PDFAndrea TesanovicNo ratings yet
- Livro - The Art of The Advanced Dungeons & DragonsDocument120 pagesLivro - The Art of The Advanced Dungeons & DragonsIndaBor75% (4)
- Neuschwanstein CastleDocument22 pagesNeuschwanstein Castleanon-555183100% (1)
- Resort Literature StudyDocument11 pagesResort Literature StudySoundar Rajan85% (33)
- DP8805NS + DP8810NS Tech Data SheetDocument6 pagesDP8805NS + DP8810NS Tech Data SheetPaul TushausNo ratings yet
- 3M™ Adhesive Transfer Tape 966 - 20231209Document10 pages3M™ Adhesive Transfer Tape 966 - 20231209Son NguyenNo ratings yet
- Scotch-Weld: Structural AdhesiveDocument4 pagesScotch-Weld: Structural AdhesiveAfzal ImamNo ratings yet
- TDS 3M Scotch-Weld Epoxy Adhesive DP125 Translucent - 30000622Document11 pagesTDS 3M Scotch-Weld Epoxy Adhesive DP125 Translucent - 30000622Akbar Perwira UtamaNo ratings yet
- 3M2216Document8 pages3M2216pat_kunal1601No ratings yet
- 3M Scotch 50 51 Data SheetDocument4 pages3M Scotch 50 51 Data SheetPedro Francisco Hernandez MendozaNo ratings yet
- 3M TC-2707-TDSDocument4 pages3M TC-2707-TDSJavierNo ratings yet
- 3mtm Scotch Weldtm Epoxy Adhesive 2216 B A PDFDocument8 pages3mtm Scotch Weldtm Epoxy Adhesive 2216 B A PDFFran GaritaNo ratings yet
- Selective Laser SinteringDocument12 pagesSelective Laser SinteringMihai CitcauanNo ratings yet
- Loctite 222MS™: Technical Data SheetDocument4 pagesLoctite 222MS™: Technical Data SheetbabshuagNo ratings yet
- DP8700NS Series Technical Data SheetDocument9 pagesDP8700NS Series Technical Data SheetdatkoloNo ratings yet
- 3M™ Scotch-Weld™ Epoxy Adhesive 2214 Hi-Temp New Formula - 20230926Document7 pages3M™ Scotch-Weld™ Epoxy Adhesive 2214 Hi-Temp New Formula - 20230926bnzelectricianshopNo ratings yet
- 3812 ExceedDocument2 pages3812 ExceedJimmys GothiqueNo ratings yet
- 3M Adhesive 08115Document4 pages3M Adhesive 08115Syavash EnshaNo ratings yet
- TDS Ec-3532baDocument3 pagesTDS Ec-3532baAndres Fdo Mora DNo ratings yet
- 3M Adhesive Transfer Tape 950Document6 pages3M Adhesive Transfer Tape 950Michael McQueenNo ratings yet
- Epofine 184-Finehard 907 - Acc 062Document4 pagesEpofine 184-Finehard 907 - Acc 062Karishma PrabhuNo ratings yet
- 3M™ Adhesive Transfer Tape 9471 - 20231201Document8 pages3M™ Adhesive Transfer Tape 9471 - 20231201dsfasdfafsNo ratings yet
- TDS 3M Scotch-Weld Epoxy Adhesive DP190 Gray - 30000376Document7 pagesTDS 3M Scotch-Weld Epoxy Adhesive DP190 Gray - 30000376Akbar Perwira UtamaNo ratings yet
- Epofine 221 - Finehard 964 - Accelerator 070Document4 pagesEpofine 221 - Finehard 964 - Accelerator 070Karishma PrabhuNo ratings yet
- F F O P L: Epofine - 740 / Finehard - 918 / Accelerator - 062Document4 pagesF F O P L: Epofine - 740 / Finehard - 918 / Accelerator - 062Karishma Prabhu100% (1)
- 3M™ High Temperature Aluminum Foil - Glass Cloth Tape 363 - 20230614Document4 pages3M™ High Temperature Aluminum Foil - Glass Cloth Tape 363 - 20230614Jorge EspinozaNo ratings yet
- Exceed™ S 9333 Series: Performance PolymerDocument2 pagesExceed™ S 9333 Series: Performance PolymerMaram YasserNo ratings yet
- Technical Data: Plastic Steel Putty (A)Document4 pagesTechnical Data: Plastic Steel Putty (A)francisNo ratings yet
- Polyolefin Copolymer Halogen Free Cable Insulation Compound: KI-LSHF-3401-ISDocument2 pagesPolyolefin Copolymer Halogen Free Cable Insulation Compound: KI-LSHF-3401-ISAMARENDRA SINo ratings yet
- DP490Document6 pagesDP490transervuk2013No ratings yet
- Soft Natural Rubber Lining: Technical Data SheetDocument2 pagesSoft Natural Rubber Lining: Technical Data SheetSantosh JayasavalNo ratings yet
- Damping Foil: Technical Data January, 2012Document4 pagesDamping Foil: Technical Data January, 2012Nilma Rosa Barsallo PachecoNo ratings yet
- Rogers Corp Product Selector GuideDocument3 pagesRogers Corp Product Selector GuideGeorgios SarrisNo ratings yet
- Ki LSHF 3401 IsDocument2 pagesKi LSHF 3401 IsjamilNo ratings yet
- Turcite T51 Engineering DataDocument1 pageTurcite T51 Engineering DataAntonio Rivera VillavicencioNo ratings yet
- Plastic Steel Putty A v3Document2 pagesPlastic Steel Putty A v3feri.ferdianto02No ratings yet
- Loctite Ea 9309.3naDocument5 pagesLoctite Ea 9309.3naechobravo1No ratings yet
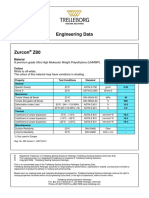
- Zurcon Z80 PDFDocument1 pageZurcon Z80 PDFLuz SmithNo ratings yet
- TDS Loctite 3355 PDFDocument3 pagesTDS Loctite 3355 PDFffincher4203No ratings yet
- Thermally Conductive Adhesive Transfer Tapes: Technical Data April, 2002Document5 pagesThermally Conductive Adhesive Transfer Tapes: Technical Data April, 2002chayanunNo ratings yet
- Technical Data: Plastic Steel 5-Minute Putty (SF)Document4 pagesTechnical Data: Plastic Steel 5-Minute Putty (SF)Hoàng DũngNo ratings yet
- Material Data Sheet NC 259 Sn100c Solder Paste Rev 1Document3 pagesMaterial Data Sheet NC 259 Sn100c Solder Paste Rev 1vkmsNo ratings yet
- TDS For Rubber Lining 1056HTDocument2 pagesTDS For Rubber Lining 1056HTYao WangNo ratings yet
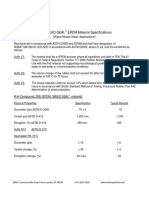
- Weko-Seal EPDM Material Specifications : Water/Waste Water ApplicationsDocument4 pagesWeko-Seal EPDM Material Specifications : Water/Waste Water ApplicationscarlosNo ratings yet
- Crestomer, Adhesivo Estructural de Alta ResistenciaDocument3 pagesCrestomer, Adhesivo Estructural de Alta ResistenciaTommy VargasNo ratings yet
- Exceed™ S 9272ML: Performance PolymerDocument2 pagesExceed™ S 9272ML: Performance PolymerMaram YasserNo ratings yet
- Scotchweld EC 2216BADocument8 pagesScotchweld EC 2216BAbenNo ratings yet
- Zalac 002Document4 pagesZalac 002Stevie Herman TDNo ratings yet
- 3M Scotch-Weld Polyurethane Reactive PUR Easy 250 Plastic Adhesive EZ250030.EZ250150Document5 pages3M Scotch-Weld Polyurethane Reactive PUR Easy 250 Plastic Adhesive EZ250030.EZ250150Paul TushausNo ratings yet
- Supreme foamSP-5015RDocument1 pageSupreme foamSP-5015RAdrian LeeNo ratings yet
- LR-C-VentureClad Catalogue 01Document16 pagesLR-C-VentureClad Catalogue 01himanshu desaiNo ratings yet
- DUPAC-0521®: DescriptionDocument6 pagesDUPAC-0521®: DescriptionPablo TorresNo ratings yet
- Thermally Conductive Adhesive Transfer Tapes: Technical Data September, 2002Document6 pagesThermally Conductive Adhesive Transfer Tapes: Technical Data September, 2002Kozma BélaNo ratings yet
- 3M™ Adhesive Transfer Tape 950 - 20240112Document8 pages3M™ Adhesive Transfer Tape 950 - 20240112qualityNo ratings yet
- Epofine 6071A80/ Finecure 197/ Finecure 190/ Finehard 986/ Accelerator 062 Toughened PrepregDocument5 pagesEpofine 6071A80/ Finecure 197/ Finecure 190/ Finehard 986/ Accelerator 062 Toughened PrepregKarishma PrabhuNo ratings yet
- 3M VHB F9460PC F9469PC F9473PCDocument4 pages3M VHB F9460PC F9469PC F9473PCAdam RifferNo ratings yet
- Plumbshield: For Use With Potable & Non-Potable Water ApplicationsDocument5 pagesPlumbshield: For Use With Potable & Non-Potable Water ApplicationsMychloesNo ratings yet
- Exceed S 9243MLDocument2 pagesExceed S 9243MLzhen liuNo ratings yet
- Natural Rubber Lining: Technical Data SheetDocument2 pagesNatural Rubber Lining: Technical Data SheetJaveed KhanNo ratings yet
- Fuel Resistant Coatings: EC-776 EC-776SRDocument6 pagesFuel Resistant Coatings: EC-776 EC-776SRpokleNo ratings yet
- Woods: 3M Di-Noc Architectural FinishesDocument34 pagesWoods: 3M Di-Noc Architectural FinishesAmmierto BangiNo ratings yet
- Carboguard 890 PDSDocument2 pagesCarboguard 890 PDSLinnie McleodNo ratings yet
- Radiall ARINC 600 (Quadrax)Document2 pagesRadiall ARINC 600 (Quadrax)echobravo1No ratings yet
- TE Connectivity 1811633-XDocument1 pageTE Connectivity 1811633-Xechobravo1No ratings yet
- Ms 27488Document9 pagesMs 27488echobravo1No ratings yet
- Loctite Adhesive SourcebookDocument212 pagesLoctite Adhesive Sourcebookechobravo1No ratings yet
- Click Bond CB309Document2 pagesClick Bond CB309echobravo1No ratings yet
- Loctite Ea 9309.3naDocument5 pagesLoctite Ea 9309.3naechobravo1No ratings yet
- Final Surface Prep For Structural AdhesivesDocument11 pagesFinal Surface Prep For Structural AdhesivesAnca AnghelNo ratings yet
- 3M-460DP Joining AdhesiveDocument8 pages3M-460DP Joining AdhesiveAvdhesh KhaitanNo ratings yet
- FreeNAS BuildDocument2 pagesFreeNAS Buildechobravo1No ratings yet
- 3M Selection GuideDocument4 pages3M Selection Guideechobravo1No ratings yet
- Click Bond CB200Document2 pagesClick Bond CB200echobravo1No ratings yet
- 3M DP100 FRDocument6 pages3M DP100 FRechobravo1No ratings yet
- 3M DP420Document8 pages3M DP420echobravo1No ratings yet
- Forum TipsDocument1 pageForum Tipsechobravo1No ratings yet
- Moscow in Your Pocket October-November 2013Document35 pagesMoscow in Your Pocket October-November 2013Russia In Your PocketNo ratings yet
- Proposal FarizDocument15 pagesProposal FarizTara ChenqNo ratings yet
- Charles Correa Design Techniques by ACHIN BossDocument13 pagesCharles Correa Design Techniques by ACHIN BossAshish HoodaNo ratings yet
- Vallejo Model Air Paint ChartDocument1 pageVallejo Model Air Paint ChartSirus ChappellNo ratings yet
- DissertationDocument47 pagesDissertationJuan SpearsNo ratings yet
- Anonymous Art Reconsidered Anonymity and The Contemporary Art InstitutionDocument11 pagesAnonymous Art Reconsidered Anonymity and The Contemporary Art Institutionlivros do desassossegoNo ratings yet
- Chadwick RenacimientoDocument16 pagesChadwick RenacimientoLoveless MichaelisNo ratings yet
- A Passage To IndiaDocument4 pagesA Passage To IndiaMacrina CasianaNo ratings yet
- Peter and The Wolf Teacher's GuideDocument47 pagesPeter and The Wolf Teacher's GuideThiago AraújoNo ratings yet
- Portfolio Ramshi HamzaDocument18 pagesPortfolio Ramshi HamzaramsheesNo ratings yet
- Chapter 7Document15 pagesChapter 7Ryan SuarezNo ratings yet
- 018 Fab Indexing Table For Vertical Milling 2010MCDocument40 pages018 Fab Indexing Table For Vertical Milling 2010MCSelva GanapathyNo ratings yet
- Central Laboratories Spec: TDC FIDocument17 pagesCentral Laboratories Spec: TDC FIAkmal NizametdinovNo ratings yet
- Sample Bid DocumentDocument13 pagesSample Bid Documentapi-245558208No ratings yet
- CatalogoDocument174 pagesCatalogoClaudio PinoNo ratings yet
- Qcs 2010 Part 24.07 Stone FlooringDocument3 pagesQcs 2010 Part 24.07 Stone FlooringRotsapNayrbNo ratings yet
- Hardtop Optima Alu PDFDocument5 pagesHardtop Optima Alu PDFBiju_PottayilNo ratings yet
- Handbook of The Antiquities in The Naples MuseumDocument174 pagesHandbook of The Antiquities in The Naples MuseumEduardo CastellanosNo ratings yet
- Yatin S PanditDocument1 pageYatin S PanditShivani MaratheNo ratings yet
- Sankey XPM MeshDocument12 pagesSankey XPM MeshAllen NeohNo ratings yet
- Autonomous Region: AR MMDocument32 pagesAutonomous Region: AR MMBea Dacillo BautistaNo ratings yet
- Select Works by Cesare SyjucoDocument19 pagesSelect Works by Cesare SyjucoDaniel DevelaNo ratings yet
- SKP CHROMA ID Service ManualDocument13 pagesSKP CHROMA ID Service Manualdaniel blagaNo ratings yet