You might also like
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationFrom EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNo ratings yet
- Lyman Mulier Filament Extruder V5 Manual R1 PDFDocument64 pagesLyman Mulier Filament Extruder V5 Manual R1 PDFIvica VuknićNo ratings yet
- Lyman Mulier Filament Extruder V5 Manual R1 PDFDocument64 pagesLyman Mulier Filament Extruder V5 Manual R1 PDFjuanNo ratings yet
- SLA 3d PrinterDocument80 pagesSLA 3d Printerbitu&piutaNo ratings yet
- Upset Forging of ValvesDocument10 pagesUpset Forging of ValvesSankar KumarNo ratings yet
- Home Built CNCDocument110 pagesHome Built CNCBobby Chipping100% (4)
- Copy Milling MachineDocument77 pagesCopy Milling MachineAkshay Shinde25% (4)
- Generator Bushing DesignsDocument10 pagesGenerator Bushing DesignsPradeep_VashistNo ratings yet
- Youngsters T Bucket Frame Plans V1 0Document24 pagesYoungsters T Bucket Frame Plans V1 0weirdbennyNo ratings yet
- Hot Wire Manchine - User Manual-ENDocument41 pagesHot Wire Manchine - User Manual-ENZoliNo ratings yet
- Center Punch Grinding JigDocument2 pagesCenter Punch Grinding JigmododanNo ratings yet
- Re Engineering The MamodDocument12 pagesRe Engineering The Mamoddoomrock100% (1)
- CNC Controller RZNC 0901 User Manual RuDocument34 pagesCNC Controller RZNC 0901 User Manual RuEmill CncNo ratings yet
- MT-II LabDocument7 pagesMT-II LabAjay Vikram0% (1)
- U1Metal Cutting & Tool DesignDocument62 pagesU1Metal Cutting & Tool DesignVansh puriNo ratings yet
- Modular CNC Mini CNC Mill Kit Parts ListDocument1 pageModular CNC Mini CNC Mill Kit Parts ListModularCNC100% (1)
- Electrolytic Nickel Phosphorus PlatingDocument34 pagesElectrolytic Nickel Phosphorus PlatingKhoa Vũ100% (1)
- Multimachine Concrete Lathe Ver 1 10Document73 pagesMultimachine Concrete Lathe Ver 1 10edgarinventor100% (1)
- Simple Free Energie Device Module Booster ElectrolyseDocument29 pagesSimple Free Energie Device Module Booster ElectrolyseLudovicNo ratings yet
- Horizontal High Temperature Vacuum Chamber Furnace - Schmetz, PDFDocument8 pagesHorizontal High Temperature Vacuum Chamber Furnace - Schmetz, PDFEmanuelValenciaHenao100% (1)
- Making A T-NutDocument8 pagesMaking A T-NutkokiskoNo ratings yet
- E-Book - Cutting Tools For CNC RouterDocument11 pagesE-Book - Cutting Tools For CNC RouterVictor ParvanNo ratings yet
- Complete EDM Handbook - 12Document10 pagesComplete EDM Handbook - 12ks2000n1No ratings yet
- Casting Tree Design PlatinumDocument5 pagesCasting Tree Design Platinumkumud_kediaNo ratings yet
- Workshop AssignmentDocument16 pagesWorkshop AssignmentMelvin Ariel BautistaNo ratings yet
- Soft and Hard Soldering +brazingDocument28 pagesSoft and Hard Soldering +brazingJoseph Magbanua Dato-on67% (3)
- Acrylic I3 Pro B 3D Printer Building Instruction PDFDocument94 pagesAcrylic I3 Pro B 3D Printer Building Instruction PDFFrederik HøjlundNo ratings yet
- In This Modern World, Polymers Are An Integral Part of Every One's Life Style. They HaveDocument13 pagesIn This Modern World, Polymers Are An Integral Part of Every One's Life Style. They HaveMohamed AashiqNo ratings yet
- Design New Medium-Temperature Stirling Engine For Distributed Cogeneration ApplicationsDocument10 pagesDesign New Medium-Temperature Stirling Engine For Distributed Cogeneration ApplicationsLima CostaNo ratings yet
- Tool Based Micro MachiningDocument8 pagesTool Based Micro MachiningAnmol SatsangiNo ratings yet
- Silver Casting.Document3 pagesSilver Casting.Richard.nlNo ratings yet
- Magnets and Their Specifications: MEDER Electronic About MagnetsDocument6 pagesMagnets and Their Specifications: MEDER Electronic About MagnetsKant NautiyalNo ratings yet
- Acoustic Tractor Beam: 35 Steps (With Pictures) PDFDocument38 pagesAcoustic Tractor Beam: 35 Steps (With Pictures) PDFAmirNo ratings yet
- The Multimachine $150, 12" Swing, Metal Lathe/Mill/Drill: Tools Used in This ProjectDocument38 pagesThe Multimachine $150, 12" Swing, Metal Lathe/Mill/Drill: Tools Used in This ProjectMartin Ong100% (1)
- Tool and Manufacturing Engineers Handbook: Design For ManufacturabilityDocument10 pagesTool and Manufacturing Engineers Handbook: Design For ManufacturabilitySwarupendra BhattacharyyaNo ratings yet
- Complete EDM Handbook - 10Document8 pagesComplete EDM Handbook - 10peroz_ak47No ratings yet
- DorisDocument78 pagesDorisjaviercj5477100% (1)
- Popular Mechanics - Homemade DC GeneratorDocument5 pagesPopular Mechanics - Homemade DC GeneratorWilliam CoteNo ratings yet
- Dry Fuel Cell ManualDocument24 pagesDry Fuel Cell ManualniculaenicuNo ratings yet
- LaserDocument29 pagesLaserGaurav YadavNo ratings yet
- Cupola FurnaceDocument27 pagesCupola FurnaceVijay Ganapathy50% (2)
- 420a Edz SwapDocument12 pages420a Edz SwapAll StaffNo ratings yet
- Polymer Blends and CompositesDocument25 pagesPolymer Blends and CompositesHamza ChelaliNo ratings yet
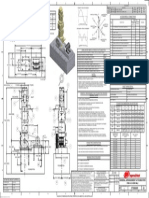
- GA Drawing of IR - 4 X 5Document1 pageGA Drawing of IR - 4 X 5Himanshu GuptaNo ratings yet
- Jgaurora A5 User Guide 201801Document21 pagesJgaurora A5 User Guide 201801Katsumoto SanNo ratings yet
- Lathe Milling Attach PlansDocument7 pagesLathe Milling Attach Plansdodgydonkey100% (1)
- Carbine Receiver ExtensionsDocument2 pagesCarbine Receiver Extensionsjordanbowles2579No ratings yet
- Vortex Tube ManufacturingDocument3 pagesVortex Tube ManufacturingSameer JainNo ratings yet
- GEET Fuel Processor Plans: WARNING: This Information Is Clasified As EXPERIMENTAL!Document10 pagesGEET Fuel Processor Plans: WARNING: This Information Is Clasified As EXPERIMENTAL!John BlackNo ratings yet
- Pneumatic Air Graver From BoltDocument69 pagesPneumatic Air Graver From BoltRuger B.No ratings yet
- Automatic Hammer RepDocument52 pagesAutomatic Hammer Repganesh50% (2)
- Drilling and Milling Table: CompoundDocument4 pagesDrilling and Milling Table: CompoundmountaineerjpNo ratings yet
- Waste Oil Furnace For Melting MetalDocument9 pagesWaste Oil Furnace For Melting Metaledhykoes100% (1)
- Operating: Maintenance ManualDocument18 pagesOperating: Maintenance ManualAnonymous reYe6iCCNo ratings yet
- Lyman Filament Extruder V4.1 Manual PDFDocument41 pagesLyman Filament Extruder V4.1 Manual PDFAngel Abenza NicolasNo ratings yet
- Lyman Filament Extruder v4.1 ManualDocument41 pagesLyman Filament Extruder v4.1 ManualHoang LeNo ratings yet
- Lyman Filament Extruder v3 ManualDocument40 pagesLyman Filament Extruder v3 ManualFabiano PereiraNo ratings yet
- Build Your Own 3d Printing Filament Factory Filame PDFDocument25 pagesBuild Your Own 3d Printing Filament Factory Filame PDFCesar AzcargortaNo ratings yet
- Reprap OrgDocument19 pagesReprap Orgvijjy471No ratings yet
- Module 2 - Flywheels Part 2Document5 pagesModule 2 - Flywheels Part 2Johnlloyd BarretoNo ratings yet
- 2/2-Way Globe Control Valve With Stainless Steel Design For Media Up To +185ºC, DN 10-100Document15 pages2/2-Way Globe Control Valve With Stainless Steel Design For Media Up To +185ºC, DN 10-100ademilsoncaetanooNo ratings yet
- Wartsila 46dfDocument2 pagesWartsila 46dfFiona EdwardesNo ratings yet
- A5 15-90 (R2006) PV PDFDocument5 pagesA5 15-90 (R2006) PV PDFAnghelo AlcaldeNo ratings yet
- Case Study Failure of Boiler Feed Water Pump-ADocument13 pagesCase Study Failure of Boiler Feed Water Pump-Akirany58No ratings yet
- Inertial Navigation SystemsDocument8 pagesInertial Navigation SystemsRadunNo ratings yet
- Brake Shoe Replacement PDFDocument8 pagesBrake Shoe Replacement PDFY. VásquezNo ratings yet
- Valve List TemplateDocument10 pagesValve List Templateeke230% (1)
- Seismic Design For Petrochemical Facilities As Per NBCC 2005 Rev1.2Document35 pagesSeismic Design For Petrochemical Facilities As Per NBCC 2005 Rev1.2jakeer7100% (2)
- 4sthead Insight PDFDocument4 pages4sthead Insight PDFGuilherme PfeilstickerNo ratings yet
- Method Statement Mechanical SystemDocument181 pagesMethod Statement Mechanical SystemOsama Ali100% (1)
- Nammiaca 000011Document656 pagesNammiaca 000011gangadhark19650% (2)
- Screwdriver InnovationDocument4 pagesScrewdriver InnovationSaurabh KwatraNo ratings yet
- Parts List: Denim Pro Model BL 18Document19 pagesParts List: Denim Pro Model BL 18David GarnerNo ratings yet
- Presentasi AwalDocument77 pagesPresentasi AwalFadil AdamNo ratings yet
- 8 Relevant Provisions of IS456Document14 pages8 Relevant Provisions of IS456kiran sreekumarNo ratings yet
- 4 Centerless Grinding For Pros Ebook 1Document10 pages4 Centerless Grinding For Pros Ebook 1bnzelectricianshopNo ratings yet
- Helix Angle OptimizationDocument10 pagesHelix Angle OptimizationkumarNo ratings yet
- D 6815 - 02 Rdy4mtu - PDFDocument11 pagesD 6815 - 02 Rdy4mtu - PDFRufo CascoNo ratings yet
- Sistema Piloto D10T - 230302 - 211446Document5 pagesSistema Piloto D10T - 230302 - 211446Marcelo GalvezNo ratings yet
- Bss2 Practical EscalatorDocument7 pagesBss2 Practical EscalatorJanet100% (1)
- Mandetory - Disclosure Vikramshila Polytechnic DarapurDocument38 pagesMandetory - Disclosure Vikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATENo ratings yet
- Aqua SilencerDocument24 pagesAqua SilencerShon JoyNo ratings yet
- Packing MachineDocument9 pagesPacking Machinemiha3la33No ratings yet
- Generator Diesel Chicago Pneumatic CPSG 750Document2 pagesGenerator Diesel Chicago Pneumatic CPSG 750dicon100% (1)
- Ewhtp Direct Pipe Sup Sup c751bf9f00Document4 pagesEwhtp Direct Pipe Sup Sup c751bf9f00Ayman ElMawardyNo ratings yet
- Experiment NoDocument4 pagesExperiment Nodhanesh tandanNo ratings yet
- ANG 23-0616 METALINOXGROUP Several PHE FMA v1Document7 pagesANG 23-0616 METALINOXGROUP Several PHE FMA v1Alexis PradoNo ratings yet
- COMSOL Model of Halothane Vaporizer For The Developing WorldDocument19 pagesCOMSOL Model of Halothane Vaporizer For The Developing Worldapi-318956624No ratings yet
- Algorithms to Live By: The Computer Science of Human DecisionsFrom EverandAlgorithms to Live By: The Computer Science of Human DecisionsRating: 4.5 out of 5 stars4.5/5 (722)
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityFrom EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityRating: 5 out of 5 stars5/5 (1)
- Digital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyFrom EverandDigital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyRating: 4 out of 5 stars4/5 (51)
- Cyber War: The Next Threat to National Security and What to Do About ItFrom EverandCyber War: The Next Threat to National Security and What to Do About ItRating: 3.5 out of 5 stars3.5/5 (66)
- AI Superpowers: China, Silicon Valley, and the New World OrderFrom EverandAI Superpowers: China, Silicon Valley, and the New World OrderRating: 4.5 out of 5 stars4.5/5 (398)
- The Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldFrom EverandThe Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldRating: 4.5 out of 5 stars4.5/5 (107)
- Generative AI: The Insights You Need from Harvard Business ReviewFrom EverandGenerative AI: The Insights You Need from Harvard Business ReviewRating: 4.5 out of 5 stars4.5/5 (2)
- The Future of Geography: How the Competition in Space Will Change Our WorldFrom EverandThe Future of Geography: How the Competition in Space Will Change Our WorldRating: 4 out of 5 stars4/5 (6)
- Chaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyFrom EverandChaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyRating: 3.5 out of 5 stars3.5/5 (111)
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldFrom EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldRating: 4.5 out of 5 stars4.5/5 (55)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyFrom EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNo ratings yet
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessFrom EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNo ratings yet
- Chip War: The Quest to Dominate the World's Most Critical TechnologyFrom EverandChip War: The Quest to Dominate the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (228)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)From EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda Cans (Father's Day Gift for Science and Engineering Curious Dads)No ratings yet
- The Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumFrom EverandThe Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumRating: 3 out of 5 stars3/5 (12)
- YouTube Secrets: The Ultimate Guide on How to Start and Grow Your Own YouTube Channel, Learn the Tricks To Make a Successful and Profitable YouTube ChannelFrom EverandYouTube Secrets: The Ultimate Guide on How to Start and Grow Your Own YouTube Channel, Learn the Tricks To Make a Successful and Profitable YouTube ChannelRating: 4.5 out of 5 stars4.5/5 (48)
- Reality+: Virtual Worlds and the Problems of PhilosophyFrom EverandReality+: Virtual Worlds and the Problems of PhilosophyRating: 4 out of 5 stars4/5 (24)
- The Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeFrom EverandThe Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeRating: 4.5 out of 5 stars4.5/5 (99)
- The Knowledge: How to Rebuild Our World from ScratchFrom EverandThe Knowledge: How to Rebuild Our World from ScratchRating: 3.5 out of 5 stars3.5/5 (133)
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveFrom EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNo ratings yet
- Four Battlegrounds: Power in the Age of Artificial IntelligenceFrom EverandFour Battlegrounds: Power in the Age of Artificial IntelligenceRating: 5 out of 5 stars5/5 (5)
- Solutions Architect's Handbook: Kick-start your career as a solutions architect by learning architecture design principles and strategiesFrom EverandSolutions Architect's Handbook: Kick-start your career as a solutions architect by learning architecture design principles and strategiesNo ratings yet
- Broken Money: Why Our Financial System is Failing Us and How We Can Make it BetterFrom EverandBroken Money: Why Our Financial System is Failing Us and How We Can Make it BetterRating: 5 out of 5 stars5/5 (3)