You might also like
- Data Sheet Material 2.4819Document3 pagesData Sheet Material 2.4819BoberNo ratings yet
- Closure Data PEDocument2 pagesClosure Data PEjowarNo ratings yet
- Structural Steel Sub-Grades JR, J0 and J2 PDFDocument1 pageStructural Steel Sub-Grades JR, J0 and J2 PDFJafarNo ratings yet
- S235jr Carbon SteelDocument2 pagesS235jr Carbon Steelcheligp1981No ratings yet
- Material QuivalentDocument4 pagesMaterial QuivalentUma SankarNo ratings yet
- WPS - 0601 00112 01 PDFDocument1 pageWPS - 0601 00112 01 PDFAnonymous zzMwR2aNNo ratings yet
- Din17100 St37-2 Steel Plate For Carbon SteelDocument2 pagesDin17100 St37-2 Steel Plate For Carbon SteelAnom Manela100% (2)
- Material Spec 1.4571Document2 pagesMaterial Spec 1.4571Vishal GoelNo ratings yet
- Design Standards SummaryDocument1 pageDesign Standards SummaryJayesh MewadaNo ratings yet
- ANSI B16.5 Pressure & TemperatureDocument1 pageANSI B16.5 Pressure & TemperatureMuhamad ZahdiNo ratings yet
- Steelstrong: Always Strong in Valve WorldDocument32 pagesSteelstrong: Always Strong in Valve WorldBharat Bhushan SharmaNo ratings yet
- A106 Pipe Spec SheetDocument7 pagesA106 Pipe Spec SheetyanurarzaqaNo ratings yet
- A Guide To Specifying Torque Values For FastenersDocument3 pagesA Guide To Specifying Torque Values For FastenersSNo ratings yet
- Bolt Tightening Torques PDFDocument3 pagesBolt Tightening Torques PDFSH1961100% (2)
- Material Data Sheet en Aw 6082 Almgsi1Document1 pageMaterial Data Sheet en Aw 6082 Almgsi1pankajrs.mechengineer4502No ratings yet
- CLIENT FEEDBACK SURVEYDocument1 pageCLIENT FEEDBACK SURVEYRanjithNo ratings yet
- WELDING CONSUMABLE CHARTDocument2 pagesWELDING CONSUMABLE CHARTAfetNo ratings yet
- NF EN 10028-3-EnglishDocument17 pagesNF EN 10028-3-Englishhakan gecerNo ratings yet
- Spec Grade Number Symbol Number Symbol Asme (Astm) KS JISDocument50 pagesSpec Grade Number Symbol Number Symbol Asme (Astm) KS JISVinay TrivediNo ratings yet
- Nikopol Steel Pipe Plant Yutist Seamless Steel TubesDocument2 pagesNikopol Steel Pipe Plant Yutist Seamless Steel Tubesvishal.nitham100% (1)
- Material Data Sheet: Material Number Country DesignationsDocument11 pagesMaterial Data Sheet: Material Number Country DesignationsAntonio LovrićNo ratings yet
- STAINLESS Filler Selector Guide PDFDocument1 pageSTAINLESS Filler Selector Guide PDFArul Edwin VijayNo ratings yet
- ASME B31.4-2016 Pipeline Transportation Systems For Liquids and SlurriesDocument1 pageASME B31.4-2016 Pipeline Transportation Systems For Liquids and SlurriesJose Rodrigo Salguero DuranNo ratings yet
- Oread 8.8 Metric Bolt Torque Table 2018Document1 pageOread 8.8 Metric Bolt Torque Table 2018Athul T.NNo ratings yet
- Gantrail Welded Base Fixing: SpecificationsDocument2 pagesGantrail Welded Base Fixing: Specificationsaandueza_1No ratings yet
- ADOR Booklet F Web FDocument132 pagesADOR Booklet F Web FbadesharamkNo ratings yet
- A 182 Vs A479Document2 pagesA 182 Vs A479BilalQamarNo ratings yet
- BAPP HV Bolt SpecsDocument6 pagesBAPP HV Bolt SpecsJ.GuerhardNo ratings yet
- Foster Adhesive: Technical Data SheetDocument2 pagesFoster Adhesive: Technical Data SheetMounir BoutaghaneNo ratings yet
- Colorcd Id1Document2 pagesColorcd Id1Jaeup YouNo ratings yet
- Astm 1.05Document3 pagesAstm 1.05asprclms durgapurNo ratings yet
- SSSS RequirementDocument15 pagesSSSS RequirementWanping TangNo ratings yet
- Stainless Steel Pressure Filters - BrochureDocument20 pagesStainless Steel Pressure Filters - Brochureviktor_gligorovNo ratings yet
- Principal of DPTDocument5 pagesPrincipal of DPTAkshith SulliaNo ratings yet
- P91 MaterialDocument15 pagesP91 MaterialelrajilNo ratings yet
- Materials comparison DIN EN ASTM standardsDocument1 pageMaterials comparison DIN EN ASTM standardsMiguel MachadoNo ratings yet
- Standard QAPDocument9 pagesStandard QAPsivaNo ratings yet
- Pipe Fitting Weight ChartDocument1 pagePipe Fitting Weight Chartab5918590No ratings yet
- IS 4923 Chemical CompositionDocument1 pageIS 4923 Chemical CompositionTulasidas MalajiNo ratings yet
- Astm A106 Ts EnglDocument4 pagesAstm A106 Ts EnglxaviereduardoNo ratings yet
- BS en 15614 Welder Tests Template1Document14 pagesBS en 15614 Welder Tests Template1delta lab sangliNo ratings yet
- 6 MM TCDocument1 page6 MM TCpranesh kadamNo ratings yet
- Material Selection GuideDocument12 pagesMaterial Selection Guideaajmsae*No ratings yet
- Particular Material Appraisal (PMA) Doc #001: Property Requirement ComplianceDocument1 pageParticular Material Appraisal (PMA) Doc #001: Property Requirement ComplianceIzzet BozkurtNo ratings yet
- Hydro TestDocument1 pageHydro TestMilan BanerjeeNo ratings yet
- Calculation of Nozzle Neck ThicknessDocument3 pagesCalculation of Nozzle Neck ThicknessFazri CME100% (1)
- Astm A179 PDFDocument1 pageAstm A179 PDFgaminNo ratings yet
- Fuel Oil System Check SheetsDocument7 pagesFuel Oil System Check Sheetsvhin84No ratings yet
- BS4504 16 DimensionsDocument2 pagesBS4504 16 DimensionsalfonscarlNo ratings yet
- Test Certificate: Zhejiang Huaxia Flow Technology Co.,LtdDocument1 pageTest Certificate: Zhejiang Huaxia Flow Technology Co.,LtdjohnjaricocNo ratings yet
- Irrigation System Materials and Installation SpecificationDocument92 pagesIrrigation System Materials and Installation Specificationsushant_moreyNo ratings yet
- As 4458 - Amd1Document9 pagesAs 4458 - Amd1Nang TruongNo ratings yet
- Welder Certificate ISO 9606-1 QualificationDocument1 pageWelder Certificate ISO 9606-1 QualificationDeepak Das100% (1)
- Attachment 22 - (SECL-PIP026) Welding Consumable Issue SlipDocument5 pagesAttachment 22 - (SECL-PIP026) Welding Consumable Issue SlipRjeb mohamedNo ratings yet
- 304 Stainless Steel Data Sheet Explains Properties & UsesDocument4 pages304 Stainless Steel Data Sheet Explains Properties & UsesMani KannaNo ratings yet
- S275JRDocument1 pageS275JRpsaayoNo ratings yet
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- 1.4306 enDocument2 pages1.4306 enRoberto_PrrNo ratings yet
- Datenblatt 4105 UKDocument2 pagesDatenblatt 4105 UKVahid SarfarazNo ratings yet
- 1 4021 PDFDocument2 pages1 4021 PDFSarah FitzgeraldNo ratings yet
- Web Thinning of Twist DrillsDocument1 pageWeb Thinning of Twist DrillsNguyeentt TntNo ratings yet
- Stub Drills, Straight Shank - STIMZETDocument1 pageStub Drills, Straight Shank - STIMZETNguyeentt TntNo ratings yet
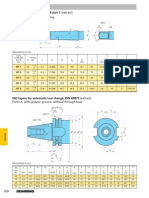
- Din 228 - Din 69871Document1 pageDin 228 - Din 69871jromero_rpgNo ratings yet
- ITP-FW For Civil & Building WorksDocument17 pagesITP-FW For Civil & Building WorksRajnath Rajbhar Pancham86% (7)
- Jis 3193Document2 pagesJis 3193Nguyeentt Tnt100% (2)
- 7 - thông số dao phayDocument5 pages7 - thông số dao phayNguyeentt TntNo ratings yet
- Drills GeometryDocument64 pagesDrills GeometryEden AbdulaNo ratings yet
- Welding Symbol Guide (ISO 2553Document32 pagesWelding Symbol Guide (ISO 2553Marcelo CunhaNo ratings yet
- Sis 05 5900Document11 pagesSis 05 5900Taha Zia50% (2)
- Hilti anchor systems and tools catalogueDocument28 pagesHilti anchor systems and tools catalogueNguyeentt TntNo ratings yet
- Norme ISODocument1 pageNorme ISOFolpoNo ratings yet
- Pictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsDocument24 pagesPictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsBellana SirishNo ratings yet
- Iso 898-1Document1 pageIso 898-1PorMaster CivilNo ratings yet
- Danh Muc Tieu Chuan JIS 2007Document3 pagesDanh Muc Tieu Chuan JIS 2007Nguyeentt TntNo ratings yet
- Iso 898-1Document1 pageIso 898-1PorMaster CivilNo ratings yet
- Piping Standard and SpecificationDocument22 pagesPiping Standard and SpecificationMuhamad Firdaus Bin Azizan100% (5)
- Din 2768 English VersionDocument1 pageDin 2768 English VersionCesar Augusto Castellar OrtegaNo ratings yet
- En 10624/din 7991Document5 pagesEn 10624/din 7991Dasdasd SadasdNo ratings yet
- PROJECT STATUS REPORT - Appendix A: Progress TrackerDocument2 pagesPROJECT STATUS REPORT - Appendix A: Progress TrackerNguyeentt Tnt100% (1)
- Graytop PO 52002778 - ITP For Local ManufacturesDocument3 pagesGraytop PO 52002778 - ITP For Local ManufacturesNguyeentt TntNo ratings yet
- Flexible gear grinding machines optimize productionDocument5 pagesFlexible gear grinding machines optimize productionNguyeentt TntNo ratings yet
- Pipe Specification Api5lDocument1 pagePipe Specification Api5lmrzodNo ratings yet
- 1Cr18NI19Ti 1Document4 pages1Cr18NI19Ti 1Nguyeentt Tnt100% (1)
- Rail P24Document1 pageRail P24Nguyeentt TntNo ratings yet
- 45Mn (China / GB) : Material PropertiesDocument2 pages45Mn (China / GB) : Material PropertiesNguyeentt TntNo ratings yet
- Surface Finish 2010Document1 pageSurface Finish 2010ilyaskureshiNo ratings yet
- thiết bị mài đá màiDocument6 pagesthiết bị mài đá màiNguyeentt TntNo ratings yet
- Electroless Nickel Properties ExplainedDocument27 pagesElectroless Nickel Properties ExplainedSimi SolaNo ratings yet
- AER507 Lab ManualDocument39 pagesAER507 Lab Manualarmon_domingoNo ratings yet
- 001-ASTM A394 StandardDocument6 pages001-ASTM A394 StandardRaulMoralesNo ratings yet
- Electric Welding MCQs TitleDocument5 pagesElectric Welding MCQs TitleSudip MondalNo ratings yet
- VTU SyllabusDocument164 pagesVTU SyllabusChethan KSNo ratings yet
- Bohler Dcms T-MCDocument1 pageBohler Dcms T-MCFlaviu-Andrei AstalisNo ratings yet
- Table UCS-56-9 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10CDocument4 pagesTable UCS-56-9 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10CMechanicalNo ratings yet
- Street Area Lighting Pole Selection Guide PDFDocument118 pagesStreet Area Lighting Pole Selection Guide PDFPedro A. Santana H.No ratings yet
- 2a1 Physics Spot WeldDocument25 pages2a1 Physics Spot WeldNitish RanjanNo ratings yet
- DNV Bolts Failure Analisys Marine ApplicationDocument34 pagesDNV Bolts Failure Analisys Marine ApplicationBrian Chmeisse100% (2)
- Astm B 233-97Document4 pagesAstm B 233-97Faridi Mohamed BasriNo ratings yet
- B.A. Washers - BA Washers - : Specification For Specification ForDocument8 pagesB.A. Washers - BA Washers - : Specification For Specification ForcoolkaisyNo ratings yet
- Thermo-Mechanical Processing of Elgiloy:: Experimental ProcedureDocument14 pagesThermo-Mechanical Processing of Elgiloy:: Experimental ProcedureJavierBadilloSanJuanNo ratings yet
- Welding Inspection: BS 499 Part 2 Course Reference WIS 5Document11 pagesWelding Inspection: BS 499 Part 2 Course Reference WIS 5A_saravanavelNo ratings yet
- ISH2017 - 153.diseño Optimizado de Aisladores de Alta Tensión Con Respecto A La Contaminación Extrema para Las Zonas Costeras de América Del SurDocument6 pagesISH2017 - 153.diseño Optimizado de Aisladores de Alta Tensión Con Respecto A La Contaminación Extrema para Las Zonas Costeras de América Del SurCristianNo ratings yet
- Cambridge International General Certificate of Secondary EducationDocument16 pagesCambridge International General Certificate of Secondary Educationit’s rashaNo ratings yet
- Stainless Steel Duplex Rope CharacteristicsDocument4 pagesStainless Steel Duplex Rope CharacteristicsAbdul Shaharlal ENo ratings yet
- Group Assignment 6 - Preliminary PlanDocument2 pagesGroup Assignment 6 - Preliminary PlanFiqah HamedNo ratings yet
- Copper Production ProcessDocument28 pagesCopper Production ProcessTolstoy LeoNo ratings yet
- Daily piping works reportDocument19 pagesDaily piping works reportGomathyselviNo ratings yet
- NOVA Video Questions: Hunting ElementsDocument2 pagesNOVA Video Questions: Hunting ElementsSepehr Masoumi-AlamoutiNo ratings yet
- Die Casting ResearchDocument10 pagesDie Casting Researchمحمد الخالديNo ratings yet
- Science5 PDFDocument6 pagesScience5 PDFpritzelpdfNo ratings yet
- 1204 BUI 1065 Bando Heat Carry Conveyor Belt Brochure 2ndeditionDocument4 pages1204 BUI 1065 Bando Heat Carry Conveyor Belt Brochure 2ndeditionPaimin ShinNo ratings yet
- Approved Special Processor ListDocument1 pageApproved Special Processor ListErhan GencNo ratings yet
- ASTM A653-Standard Specification For Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip Process PDFDocument14 pagesASTM A653-Standard Specification For Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip Process PDFMOHAMAD NIZAMUDINNo ratings yet
- Khodiyar ForgingDocument9 pagesKhodiyar ForgingDeep MehtaNo ratings yet
- Astm A789Document15 pagesAstm A789Huan Dinh QuangNo ratings yet
- LSI La Costa Series Spec Sheet 1987Document6 pagesLSI La Costa Series Spec Sheet 1987Alan MastersNo ratings yet
- Weld HistoryDocument64 pagesWeld HistoryMITHUN100% (1)