You might also like
- Silabo de Matematica IIIDocument6 pagesSilabo de Matematica IIIFred Ospina Ponce100% (1)
- Iperc Linea BaseDocument20 pagesIperc Linea BasewizjamNo ratings yet
- Manual de operaciones caldera Cleaver BrooksDocument10 pagesManual de operaciones caldera Cleaver BrooksJorge Mores100% (2)
- Proteccion EjecutivosDocument22 pagesProteccion Ejecutivosblackiceman100% (2)
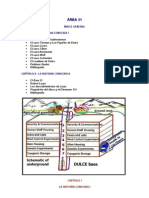
- Disclosure-Mj-12, Dulce, Area 51..Document63 pagesDisclosure-Mj-12, Dulce, Area 51..Sara Vaquero100% (1)
- Lampara MorseDocument12 pagesLampara MorseOrlando Z Chambi Flores100% (1)
- Procedimientos invasivos y no invasivosDocument2 pagesProcedimientos invasivos y no invasivosLenin Ramirez Albornoz100% (9)
- Marion - Sobre La Ontología Gris de Descartes PDFDocument5 pagesMarion - Sobre La Ontología Gris de Descartes PDFFelipe RichardiosNo ratings yet
- AluminioDocument2 pagesAluminioLuis Angel Prudencio MazaNo ratings yet
- Tipos de BrocasDocument6 pagesTipos de BrocasLuis Angel Prudencio MazaNo ratings yet
- AluminioDocument2 pagesAluminioLuis Angel Prudencio MazaNo ratings yet
- CNC 004 (Sistemas de Sujecion)Document20 pagesCNC 004 (Sistemas de Sujecion)Alberto Luna100% (1)
- Cepillo de CodoDocument2 pagesCepillo de CodoLuis Angel Prudencio MazaNo ratings yet
- Noviembre - Algebra - 5toDocument16 pagesNoviembre - Algebra - 5tomikishopNo ratings yet
- El Escurrimiento SuperficialDocument7 pagesEl Escurrimiento SuperficialriccarbageNo ratings yet
- Empacador ArrowsetDocument3 pagesEmpacador ArrowsetDaniel E. Ramos RicardezNo ratings yet
- Cuestionario Edo ArticuloDocument3 pagesCuestionario Edo ArticuloPeoto VallelinNo ratings yet
- Comparativo de Normas Sismorresistentes SudamericaDocument21 pagesComparativo de Normas Sismorresistentes SudamericaChristian Alcedo SantiNo ratings yet
- Rayos X en La IndustriaDocument19 pagesRayos X en La IndustriaEdwing Rivas Ochoa100% (1)
- RX Columna Uvm 2013 para EnviarDocument27 pagesRX Columna Uvm 2013 para EnviarCarito Solar MorenoNo ratings yet
- Infiltración en EcologíaDocument21 pagesInfiltración en EcologíaLord KrepNo ratings yet
- Valvula de Venteo ARIDocument6 pagesValvula de Venteo ARIJaime GPNo ratings yet
- Gravedad Especifica en MineralesDocument9 pagesGravedad Especifica en MineralesStephany Mariela BermudezNo ratings yet
- Entrevista Jose Diez FaixatDocument26 pagesEntrevista Jose Diez FaixatSADAEMON ॐNo ratings yet
- Tarea #3Document2 pagesTarea #3Dan VargasNo ratings yet
- Embragues, Frenos, Coples y Volantes de Inercia1Document11 pagesEmbragues, Frenos, Coples y Volantes de Inercia1Markelys VargasNo ratings yet
- Calplus InvestigacionDocument49 pagesCalplus InvestigacionAlex Hoyos ZamoraNo ratings yet
- La química supramolecular: estudio de las interacciones intermolecularesDocument8 pagesLa química supramolecular: estudio de las interacciones intermolecularesSayu CcmNo ratings yet
- Lboratorio#10civ 2218)Document9 pagesLboratorio#10civ 2218)Alejandra FarfanNo ratings yet
- Equilibrio Químico en Sistemas Homogéneos LíquidosDocument10 pagesEquilibrio Químico en Sistemas Homogéneos LíquidosCindy Bonilla100% (1)
- Fagor - Lavavajillas - Lj-064Document17 pagesFagor - Lavavajillas - Lj-064MartaE67% (3)
- 07 Pag 39 A 47Document9 pages07 Pag 39 A 47EdgarNo ratings yet
- Teorema de KennedyDocument6 pagesTeorema de Kennedyvictor100% (1)
- Instalaciones sanitarias multifamiliarDocument18 pagesInstalaciones sanitarias multifamiliarAlejandra NavaNo ratings yet
- Balasto eléctrico: definición y tiposDocument22 pagesBalasto eléctrico: definición y tiposRamiroNo ratings yet