You might also like
- Questionnaire For Foundry Raw Material or Scrap MetalDocument8 pagesQuestionnaire For Foundry Raw Material or Scrap MetalMichelleNo ratings yet
- DDM 3 STDocument11 pagesDDM 3 STPro ResourcesNo ratings yet
- Purchasing MethodsDocument5 pagesPurchasing MethodsAnil YellumahanthiNo ratings yet
- WACC of Power and Pharma Sector Comapnies and Stock Seasonality.Document37 pagesWACC of Power and Pharma Sector Comapnies and Stock Seasonality.Tushar Alva0% (1)
- Market-Driven Strategy ImperativesDocument43 pagesMarket-Driven Strategy ImperativesmrighnayaniNo ratings yet
- Working Capital Management GlaxoDocument11 pagesWorking Capital Management GlaxoJyotirmoy's VoiceNo ratings yet
- A Review On Pharmaceutical Process Validation of Solid Dosage Form (Tablets)Document8 pagesA Review On Pharmaceutical Process Validation of Solid Dosage Form (Tablets)Ritu PatilNo ratings yet
- Biocon AR2011Document164 pagesBiocon AR2011ruchiwadhawancaNo ratings yet
- J & J Company Profile Business PresentationDocument21 pagesJ & J Company Profile Business PresentationAmany AbozaidNo ratings yet
- Food Initiation It's Just Started: Sector UpdateDocument48 pagesFood Initiation It's Just Started: Sector UpdatePrashant TomarNo ratings yet
- Cost ClassificationDocument6 pagesCost ClassificationAnonymous yy8In96j0r100% (1)
- Defra's Catering ToolkitDocument22 pagesDefra's Catering ToolkitmrknowyourbibleNo ratings yet
- Causal ResearchDocument12 pagesCausal ResearchSarika JainNo ratings yet
- Total Quality ManagementDocument68 pagesTotal Quality ManagementaffanNo ratings yet
- ONGC Business ModelDocument3 pagesONGC Business ModelamitNo ratings yet
- CRM GroupDocument53 pagesCRM GroupvinaysabhNo ratings yet
- Strategy Formulation and Implementation CH # LectureDocument51 pagesStrategy Formulation and Implementation CH # Lecturehinali72No ratings yet
- Inventory Management Heritage FoodsDocument84 pagesInventory Management Heritage FoodsSudeep ChinnabathiniNo ratings yet
- Just in TimeDocument24 pagesJust in TimeMrinal KalitaNo ratings yet
- Food AdulterationDocument13 pagesFood AdulterationNavita MapariNo ratings yet
- WBH-QR-PVC-1.0 Plant Visit Checklist-BMI 110222Document4 pagesWBH-QR-PVC-1.0 Plant Visit Checklist-BMI 110222JisooNo ratings yet
- Phantom Glass LTD Case Study: Assignment #1Document3 pagesPhantom Glass LTD Case Study: Assignment #1Nazahat Rasheed100% (1)
- Capital Budgeting Techniques: Marketing Campaign Generates Highest ReturnsDocument11 pagesCapital Budgeting Techniques: Marketing Campaign Generates Highest ReturnsMaria VayaniNo ratings yet
- Wheelan 14e ch01Document40 pagesWheelan 14e ch01Anu PomNo ratings yet
- DominosDocument16 pagesDominosPranav Tripathi100% (1)
- Income Effects of Alternative Cost Accumulation SystemsDocument29 pagesIncome Effects of Alternative Cost Accumulation Systems潘伟杰No ratings yet
- Euro Pool System Cleaning Audit ReportDocument26 pagesEuro Pool System Cleaning Audit ReportOsman AitaNo ratings yet
- How To Write A Great Corporate Social Responsibility ReportDocument11 pagesHow To Write A Great Corporate Social Responsibility Reportasma246No ratings yet
- Assignment Supply Chain Management BY Virupaksha Reddy.T ROLL NUMBER: 510916226 OM0003 SET-1Document12 pagesAssignment Supply Chain Management BY Virupaksha Reddy.T ROLL NUMBER: 510916226 OM0003 SET-1virupaksha12No ratings yet
- QMCS 16 - 2 Process CapabilityDocument27 pagesQMCS 16 - 2 Process CapabilityalegabipachecoNo ratings yet
- HDFC Balanced Advantage Fund OverviewDocument11 pagesHDFC Balanced Advantage Fund OverviewManasi AjithkumarNo ratings yet
- Summary and Recommendation of Cathay PacificDocument2 pagesSummary and Recommendation of Cathay PacificGurpreet Singh SethiNo ratings yet
- Layout Strategies Powerpoint PresentationDocument29 pagesLayout Strategies Powerpoint PresentationstanisNo ratings yet
- 1.barney SMCA4 01Document29 pages1.barney SMCA4 01liliarevanita0% (1)
- MONDELEZ INDIA FACTORY TRAININGDocument12 pagesMONDELEZ INDIA FACTORY TRAININGMonika JhaNo ratings yet
- Toyota Production System: 1. TransportDocument9 pagesToyota Production System: 1. TransportRaja PandiNo ratings yet
- Operations Dossier 2021Document56 pagesOperations Dossier 2021DIVYANSHU SHEKHAR0% (1)
- Schedule T PDFDocument10 pagesSchedule T PDFvikram chhabraNo ratings yet
- Cold Chain Infrastructure Group 7, Section BDocument30 pagesCold Chain Infrastructure Group 7, Section BSorathiya HiteshNo ratings yet
- Clarifying the Link Between Entrepreneurial Orientation and PerformanceDocument24 pagesClarifying the Link Between Entrepreneurial Orientation and PerformanceMaricielo Q. LlerenaNo ratings yet
- Institute of Administrative Sciences University of The PunjabDocument13 pagesInstitute of Administrative Sciences University of The PunjabMazhar Hussain Ch.No ratings yet
- Success Story of Affordable Exports Entrepreneur Mr. Rajiv KapoorDocument3 pagesSuccess Story of Affordable Exports Entrepreneur Mr. Rajiv KapoorjshashaNo ratings yet
- Feasiblity Study of Pizza HutDocument23 pagesFeasiblity Study of Pizza HutSid BhiseNo ratings yet
- PepsicoDocument30 pagesPepsicoMohd UmarNo ratings yet
- KFC Products and BCGDocument8 pagesKFC Products and BCGfatima zahraNo ratings yet
- Cutting Manager Job DescriptionDocument2 pagesCutting Manager Job DescriptionrajasekaranvgNo ratings yet
- Pricing and Revenue Management in The Supply ChainDocument21 pagesPricing and Revenue Management in The Supply ChainNeibaR.TorresNo ratings yet
- Lean Manufacturing in Garment IndustryDocument9 pagesLean Manufacturing in Garment IndustryMathews PJNo ratings yet
- An Overview of Outsourced ManufacturingDocument18 pagesAn Overview of Outsourced ManufacturingSaurabhSinhaNo ratings yet
- Discussion 1 PmoDocument1 pageDiscussion 1 PmoKashyap ChintuNo ratings yet
- ECR-Global Score Card PWCDocument28 pagesECR-Global Score Card PWCliberrimoNo ratings yet
- Operation Theory AnswerDocument2 pagesOperation Theory AnswerMeenakshi sundhiNo ratings yet
- Britannia Annual Report 2005Document60 pagesBritannia Annual Report 2005akash_metNo ratings yet
- UGB264 Assignment Question - Apr 2021Document10 pagesUGB264 Assignment Question - Apr 2021JisanNo ratings yet
- Modern Approaches To Quality Control - Ahmed Badr EldinDocument550 pagesModern Approaches To Quality Control - Ahmed Badr EldinCusioNo ratings yet
- Naturland Processing Standards SummaryDocument69 pagesNaturland Processing Standards SummaryMarius VrajaNo ratings yet
- Post Graduate Diploma in International Trade PgditDocument13 pagesPost Graduate Diploma in International Trade PgditNeekhar SinhaNo ratings yet
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- PRODUCTION SYSTEMDocument4 pagesPRODUCTION SYSTEMchandrima surNo ratings yet
- Choosing A Right ChartsDocument47 pagesChoosing A Right ChartsIgnatius M. Ivan HartonoNo ratings yet
- Asian Games Guide BookDocument32 pagesAsian Games Guide BookchrisnaadhitamaNo ratings yet
- Toys 25 Report 2018 Website VersionDocument9 pagesToys 25 Report 2018 Website VersionIgnatius M. Ivan HartonoNo ratings yet
- Jakarta Until 2024: Offices and Industrial May OutperformDocument11 pagesJakarta Until 2024: Offices and Industrial May OutperformIgnatius M. Ivan HartonoNo ratings yet
- Choosing A Good Chart: DissectedDocument5 pagesChoosing A Good Chart: DissectedTina GonzalezNo ratings yet
- 5 Minute Speech PDFDocument14 pages5 Minute Speech PDFUmmang Sharma100% (3)
- Airline RatingDocument7 pagesAirline Ratingswetha1886No ratings yet
- Lecture 14 CH 2 AggarwalDocument34 pagesLecture 14 CH 2 AggarwalVijendra GopaNo ratings yet
- Choosing A Good Chart: DissectedDocument5 pagesChoosing A Good Chart: DissectedTina GonzalezNo ratings yet
- MYLEAD Level 2 Internships Guide v1Document10 pagesMYLEAD Level 2 Internships Guide v1Ignatius M. Ivan HartonoNo ratings yet
- Danone Position Forest-And-packaging enDocument3 pagesDanone Position Forest-And-packaging enIgnatius M. Ivan HartonoNo ratings yet
- Danone Forest Footprint Policy en 01Document5 pagesDanone Forest Footprint Policy en 01Ignatius M. Ivan HartonoNo ratings yet
- DANONE Group Groundwater Protection PolicyDocument1 pageDANONE Group Groundwater Protection PolicyIgnatius M. Ivan HartonoNo ratings yet
- Communication: XL Future Leaders ProgrammeDocument2 pagesCommunication: XL Future Leaders ProgrammeIgnatius M. Ivan HartonoNo ratings yet
- Week 5 Vitamins Minerals Antioxidants Phytonutrients Functional FoodsDocument32 pagesWeek 5 Vitamins Minerals Antioxidants Phytonutrients Functional FoodsIgnatius M. Ivan Hartono0% (1)
- 1M 1.1.1getting To Know YouDocument1 page1M 1.1.1getting To Know YouIgnatius M. Ivan HartonoNo ratings yet
- KUL 1a MTK1 Grafik SemilogDocument8 pagesKUL 1a MTK1 Grafik SemilogIgnatius M. Ivan HartonoNo ratings yet
- Kul 2 MTK1Document43 pagesKul 2 MTK1Ignatius M. Ivan HartonoNo ratings yet
- Kul 1 MTK1Document37 pagesKul 1 MTK1Barnabas Rifqi AbdulrahimNo ratings yet
- April 2014 1396445255 131fa 88 PDFDocument2 pagesApril 2014 1396445255 131fa 88 PDFkavithaNo ratings yet
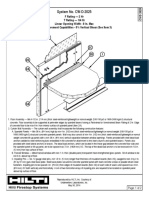
- System No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)Document2 pagesSystem No. CW-D-2025: Linear Opening Width - 8 In. Max Class II Movement Capabilities - 5% Vertical Shear (See Item 3)aNo ratings yet
- Be Sem 5 TTDocument11 pagesBe Sem 5 TTMasterNo ratings yet
- Abdul Rauf - Mechanical Engineer-Production ManagerDocument3 pagesAbdul Rauf - Mechanical Engineer-Production ManagercdeekyNo ratings yet
- Gateway Commons IIIDocument36 pagesGateway Commons IIIRyan SloanNo ratings yet
- CEB 1043 Principles of Chemical Engineering Tutorial 3 (CLO1, C1:PO1Document1 pageCEB 1043 Principles of Chemical Engineering Tutorial 3 (CLO1, C1:PO1Nur KamiliaNo ratings yet
- No. Description Oper Date: Production Routing ChartDocument2 pagesNo. Description Oper Date: Production Routing Chartpubg loversNo ratings yet
- Sap MM TicketsDocument9 pagesSap MM TicketsSatyajit Sahoo100% (1)
- Data Governance Case Study Ciba FinalDocument37 pagesData Governance Case Study Ciba FinalAbdelhamid HarakatNo ratings yet
- Why Do You Say That Project Management Is The Best Method of Implementing ChangeDocument10 pagesWhy Do You Say That Project Management Is The Best Method of Implementing ChangeFaisal HameedNo ratings yet
- Checklist For Selecting A CMMS Solution PDFDocument4 pagesChecklist For Selecting A CMMS Solution PDFambuenaflorNo ratings yet
- Berco BROCHURE PDFDocument3 pagesBerco BROCHURE PDFJohn Gonzalez100% (1)
- Rethinking Limits - Cleaning ValidationDocument12 pagesRethinking Limits - Cleaning ValidationSatyaaammireddyNo ratings yet
- A Framework For Assessing Poka Yoke DevicesDocument9 pagesA Framework For Assessing Poka Yoke Devicespayanh1No ratings yet
- Barfield User Manual - 1811H-1811G-101-00165 168 169Document77 pagesBarfield User Manual - 1811H-1811G-101-00165 168 169benjadonnadieuNo ratings yet
- Kristen's Cookie Case AnalysisDocument7 pagesKristen's Cookie Case Analysisjulianpaulo23No ratings yet
- Industrial Silos: Technical SheetDocument31 pagesIndustrial Silos: Technical Sheetred patriotNo ratings yet
- Competitor PlantDocument18 pagesCompetitor Plantபிரதீப் கதிரேசன்No ratings yet
- McGraw-Hill’s Handbook of Transportation Engineering Chapter 12: Traffic Congestion SolutionsDocument30 pagesMcGraw-Hill’s Handbook of Transportation Engineering Chapter 12: Traffic Congestion Solutionsdave4359No ratings yet
- Oil and Gas Guide James WalkerDocument72 pagesOil and Gas Guide James WalkermtfrvtNo ratings yet
- Construction Claims DelaysDocument23 pagesConstruction Claims Delaysgerx11xregNo ratings yet
- Procurement Unit Leader Position ChecklistDocument3 pagesProcurement Unit Leader Position ChecklistGal MaleNo ratings yet
- Hoke Gyrolok FittingDocument6 pagesHoke Gyrolok FittingHendra CiptanegaraNo ratings yet
- Nov 2016Document104 pagesNov 2016chuchin28No ratings yet
- SAS Institute A00-250Document21 pagesSAS Institute A00-250rajeshmsitNo ratings yet
- VI Semester Airport and Railway EngineeringDocument2 pagesVI Semester Airport and Railway EngineeringdineshNo ratings yet
- Company Profile Prima VistaDocument10 pagesCompany Profile Prima VistaInche Helmi Dori DoriNo ratings yet
- Extended Warehouse Management - Flyer - ENDocument2 pagesExtended Warehouse Management - Flyer - ENsapabap403No ratings yet
- Work at HeightDocument10 pagesWork at HeightShoaib RazzaqNo ratings yet
- Irpa SapDocument13 pagesIrpa SapDINESHNo ratings yet