You might also like
- Calibración de una cámara termográfica- Certificado que detalla los resultados y condiciones de la calibración de un dispositivo de medición de temperatura infrarroja PDF Calibración Teoría de la medidaDocument9 pagesCalibración de una cámara termográfica- Certificado que detalla los resultados y condiciones de la calibración de un dispositivo de medición de temperatura infrarroja PDF Calibración Teoría de la medidaxjaf01No ratings yet
- KKK Enlaces CovalentesDocument4 pagesKKK Enlaces Covalentesxjaf01No ratings yet
- El Senado y Cámara de Diputados, Sancionan Con Fuerza de LeyDocument26 pagesEl Senado y Cámara de Diputados, Sancionan Con Fuerza de LeyFacundo MoscaNo ratings yet
- Alimentacion 1.0Document2 pagesAlimentacion 1.0xjaf01No ratings yet
- 2014 Evalperdidas RIBIMDocument13 pages2014 Evalperdidas RIBIMxjaf01No ratings yet
- 07 - Partículas Magnetizables Nivel 1-2Document1 page07 - Partículas Magnetizables Nivel 1-2xjaf01No ratings yet
- Calibraciones de Tanques CisternasDocument15 pagesCalibraciones de Tanques Cisternasxjaf01No ratings yet
- 14-Curso - Compresores - Cursos Técnicos CTI 2015Document10 pages14-Curso - Compresores - Cursos Técnicos CTI 2015xjaf01No ratings yet
- Auditorias Extintores PDFDocument7 pagesAuditorias Extintores PDFxjaf01No ratings yet
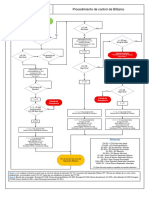
- Ciclo - Procedimiento de Control de BifásicoDocument1 pageCiclo - Procedimiento de Control de Bifásicoxjaf01No ratings yet
- Ejemplo Dieta MetabolicaDocument2 pagesEjemplo Dieta Metabolicaxjaf01No ratings yet
- Criterios Fisio-Psicológicos BrigadaDocument11 pagesCriterios Fisio-Psicológicos Brigadaxjaf01No ratings yet
- Ciclo - Procedimiento de Barrido de Emergencia PDFDocument1 pageCiclo - Procedimiento de Barrido de Emergencia PDFxjaf01No ratings yet
- Ciclo - Procedimiento Purga Separador LnteretapaDocument1 pageCiclo - Procedimiento Purga Separador Lnteretapaxjaf01No ratings yet
- Ciclo - Procedimiento de Barrido de EmergenciaDocument1 pageCiclo - Procedimiento de Barrido de Emergenciaxjaf01No ratings yet
- Foro 4-6 - Indicadores de Manejo ProactivoDocument15 pagesForo 4-6 - Indicadores de Manejo Proactivoxjaf01No ratings yet
- Ingenieria Contra Incendios PDFDocument11 pagesIngenieria Contra Incendios PDFxjaf01No ratings yet
- Ergonomia y Psicologia Aplicada (Resumen ERgo)Document13 pagesErgonomia y Psicologia Aplicada (Resumen ERgo)Gonzalo Andre100% (3)
- Cómo Respirar Mientras Haces Una Caminata IntensaDocument2 pagesCómo Respirar Mientras Haces Una Caminata Intensaxjaf01No ratings yet
- VISIONES Limitadas PDFDocument7 pagesVISIONES Limitadas PDFxjaf01No ratings yet
- La Preparación Psicológica Del Bombero y Otros Miembros de Grupos de Rescate. Su Aceptación Al Estrés y Los Primeros Auxilios Psicológicos A Las VíctimasDocument11 pagesLa Preparación Psicológica Del Bombero y Otros Miembros de Grupos de Rescate. Su Aceptación Al Estrés y Los Primeros Auxilios Psicológicos A Las VíctimasBitácora Bombero BurnoutNo ratings yet
- El Cardio Que Quema Más GrasaDocument5 pagesEl Cardio Que Quema Más Grasaxjaf01No ratings yet
- 07 - Partículas Magnetizables Nivel 1-2Document1 page07 - Partículas Magnetizables Nivel 1-2xjaf01No ratings yet
- 11.01 PresentaciónDocument10 pages11.01 Presentaciónxjaf01No ratings yet
- Muro Contraincendio NRF 072 PEMEX 2013Document18 pagesMuro Contraincendio NRF 072 PEMEX 2013Eduardo PerezNo ratings yet
- Digital 15187 PDFDocument56 pagesDigital 15187 PDFelvagojpNo ratings yet
- Cómo Acelerar Tu MetabolismoDocument3 pagesCómo Acelerar Tu Metabolismoxjaf01No ratings yet
- AP-1203 - Nuevos OMNI EnhancedDocument4 pagesAP-1203 - Nuevos OMNI Enhancedxjaf01100% (1)
- Metabolismo BasalDocument4 pagesMetabolismo Basalxjaf01No ratings yet
- Criterios para Análisis Cuantitativo de RiesgosDocument65 pagesCriterios para Análisis Cuantitativo de RiesgosJosé Marcial Díaz DávilaNo ratings yet
- Torres de EnfriamientoDocument4 pagesTorres de EnfriamientoCinthyaRamirezNo ratings yet
- Memoria A Corto PlazoDocument4 pagesMemoria A Corto PlazoKevin Escobar100% (1)
- Bellota AutogestionadoDocument6 pagesBellota Autogestionadopescadilla2010No ratings yet
- NOrmas de La Auditoria InformaticaDocument7 pagesNOrmas de La Auditoria InformaticaAlexandra MartinezNo ratings yet
- 01 Proy Truchas Xls ReformuladoDocument67 pages01 Proy Truchas Xls ReformuladoAbraham San MartinNo ratings yet
- Coordinador PedagógicoDocument3 pagesCoordinador PedagógicocarlaNo ratings yet
- Yzf-R6 Admision 2Document2 pagesYzf-R6 Admision 2JOSEP MARIA VILELLA RAMONEDANo ratings yet
- Proyecto de Tesis Marcabal Huamachuco 4Document47 pagesProyecto de Tesis Marcabal Huamachuco 4Carlos David Arroyo LongaNo ratings yet
- Boletin Aire Limpio 03Document8 pagesBoletin Aire Limpio 03Victors SubelzaNo ratings yet
- CAPÍTULO IV Materiales AglomerantesDocument45 pagesCAPÍTULO IV Materiales AglomerantesJoseph100% (1)
- Unipetro ServiciosDocument10 pagesUnipetro ServiciosMiitoxDNo ratings yet
- Silla Top Victoria: Ficha TécnicaDocument3 pagesSilla Top Victoria: Ficha TécnicaYARELIS VILLALBANo ratings yet
- Taller 4 Oleo-HidraulicaDocument7 pagesTaller 4 Oleo-HidraulicaJuan Sebastian posadaNo ratings yet
- Planilla Metrados A.confinada-ModeloDocument36 pagesPlanilla Metrados A.confinada-ModeloGraceUcañanFernandezNo ratings yet
- Proyecto Sensor UltrasonicoDocument8 pagesProyecto Sensor UltrasonicoDavidRevollo100% (1)
- Control de fisuras con acero de llantasDocument34 pagesControl de fisuras con acero de llantasCarlos Huarcaya ChiletNo ratings yet
- Temperatura y Equilibrio TérmicoDocument19 pagesTemperatura y Equilibrio TérmicoLucasNo ratings yet
- Trabajo Final MetodologiaDocument47 pagesTrabajo Final MetodologiaLuz HdezNo ratings yet
- 2115-2004 Transformadores de Distribucion Nuevos Trifasicos. Valores de Corriente Sin Carga, Perdidas y Voltaje de CCDocument8 pages2115-2004 Transformadores de Distribucion Nuevos Trifasicos. Valores de Corriente Sin Carga, Perdidas y Voltaje de CCJose Luis Barreto BaptistaNo ratings yet
- Tesis Perforadora PDFDocument107 pagesTesis Perforadora PDFantonioNo ratings yet
- Ficha de Entrevista A La FamiliaDocument3 pagesFicha de Entrevista A La FamiliaSamin Gonzalo Cruz ChalcoNo ratings yet
- Qué Es Presupuesto FamiliarDocument4 pagesQué Es Presupuesto FamiliardonisemilioNo ratings yet
- Razonamiento MatematicoDocument49 pagesRazonamiento MatematicoMarcos Córdova Correa100% (1)
- Petersime BoletinDocument16 pagesPetersime BoletinRamiroNo ratings yet
- La Demanda Turistica en El Valle Del ColcaDocument68 pagesLa Demanda Turistica en El Valle Del ColcaBidsta100% (1)
- Comunicacion y LenguajeDocument2 pagesComunicacion y LenguajeJhon Gonzales CentenoNo ratings yet
- VX 1050Document9 pagesVX 1050Felix VeigasNo ratings yet
- Clasificacion de Las Armas de FuegoDocument22 pagesClasificacion de Las Armas de FuegoAlejandro Escobar YescasNo ratings yet
- Owasp 4.3.3-4.3.6Document21 pagesOwasp 4.3.3-4.3.6dnilo3aNo ratings yet
- Sistemas de producción y operacionesDocument56 pagesSistemas de producción y operacionesHugo Tirado ParedesNo ratings yet