Professional Documents
Culture Documents
Teoria Das Restrições PDF
Uploaded by
Rodolfo BeneditoOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Teoria Das Restrições PDF
Uploaded by
Rodolfo BeneditoCopyright:
Available Formats
APLICAO DA TEORIA DAS RESTRIES PARA
MELHORIA CONTNUA: UM ESTUDO DE CASO EM
UMA EMPRESA DE CONFECES
ANTONIA CLAUDENICE PINHEIRO DE ALMEIDA claudenice_sanus@hotmail.com
UNIVERSIDADE FEDERAL RURAL DO SEMI-RIDO - UFERSA
VANESSA ELIONARA SOUZA FERREIRA - vanessaelionara@gmail.com
UNIVERSIDADE FEDERAL RURAL DO SEMI-RIDO - UFERSA
MONALIZA FERREIRA RODRIGUES DE PAULA - monaliza-ferreira@hotmail.com
UNIVERSIDADE FEDERAL RURAL DO SEMI-RIDO - UFERSA
JADE DIANE FERNANDES TARGINO - jadediane@hotmail.com
UNIVERSIDADE FEDERAL RURAL DO SEMI-RIDO - UFERSA
JOANA KAROLYNI CABRAL PEIXOTO - joanakarolyni15@hotmail.com
UNIVERSIDADE FEDERAL RURAL DO SEMI-RIDO - UFERSA
Resumo:
TORNA-SE IMPOSSVEL NO FALAR DE COMPETITIVIDADE DIANTE
DE UM QUADRO DE MERCADO ATUAL NO QUAL O CLIENTE SE
APRESENTA CADA VEZ MAIS EXIGENTE. E ESSA DISPUTA ACIRRADA
ENTRE EMPRESAS PARA GALGAR UM STATUS CONFORTVEL DIANTE
DE SEUS CONCORRENTEES RELACIONA-SE DIRETAMENTE COM A
FORMA COMO SEU PROCESSO DE PRODUO ADMINISTRADO. A
TEORIA DAS RESTRIES APRESENTA- SE ENTO, COMO UMA
FILOSOFIA BASEADA NA EXISTNCIA DE RESTRIES, ISTO , A IDEIA
DE QUE TODA EMPRESA POSSUI UM GARGALO. DENTRO DESSE
CONTEXTO O TRABALHO RESUMIU-SE EM ANALISAR UM PROCESSO
PRODUTIVO DE UMA FBRICA DE CONFECES POTIGUAR E
PROPOR MELHORIAS COM BASE NOS 5 PASSO PARA TOMADA DE
DECISO E O MTODO TAMBOR PULMO- CORDA.
Palavras-chaves: TEORIA DAS RESTRIES; CONFECO; GARGALO;
PLANEJAMENTO.
rea:
1 - GESTO DA PRODUO
Sub-rea: 1.2 - PLANEJAMENTO E CONTROLE DA PRODUO
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
APPLICATION OF THE THEORY OF RESTRICTIONS
FOR CONTINUOUS IMPROVEMENT: A CASE STUDY
IN A CLOTHING COMPANY
Abstract: IT IS IMPOSSIBLE NOT TO TALK ABOUT COMPETITIVENESS BEFORE A
PICTURE OF THE CURRENT MARKET IN WHICH THE CLIENT APPEARS
INCREASINGLY DEMANDING. AND THIS FIERCE COMPETITION
BETWEEN COMPANIES TO CLIMB A COMFORTABLE STATUS BEFORE
ITS COMPETITORSS RELATES DIRECTLY TO HOW THE PRODUCTION
PROCESS IS ADMINISTERED. THE THEORY OF CONSTRAINTS THEN
PRESENTS ITSELF AS A PHILOSOPHY BASED ON THE EXISTENCE OF
CONSTRAINTS, IE, THE IDEA THAT EVERY COMPANY HAS A NECK.
WITHIN THIS CONTEXT THE WORK SUMMARIZED IN ANALYZING A
PRODUCTION PROCESS OF A GARMENT FACTORY IN NATAL AND
PROPOSE IMPROVEMENTS BASED ON 5 STEP DECISION-MAKING AND
THE DRUM METHOD - BUFFER-ROPE.
Keyword: THEORY OF RESTRICTIONS; CLOTHING; BOTTLENECK;
PLANNING
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
1. Introduo
Em se tratando de atividades de produo, vrios conceitos tem sido estudados e
implementados com o objetivo de otimizar os processos. O aperfeioamento das tarefas
dentro de um sistema de manufatura contribui para que as metas das empresas sejam
atingidas, e esse pensamento tem permeado a mente dos gestores de diversas reas de atuao.
A TOC - Theory of Constraints, mais conhecida no Brasil como a Teoria das
Restries se torna, a cada dia, o paradigma de gesto mais seguido. Se baseando na
existncia de restries, tal conceito afirma que em qualquer organizao existe uma restrio,
e essa viso serve como guia de administrao de produo para empresas diversas.
Neste sentido, o presente trabalho tem como objetivo analisar o processo produtivo de
uma fbrica de confeces, a qual se localiza no interior do Rio Grande do Norte, e, atravs
de tal anlise e conceitos de Teoria das Restries, propor melhorias que proporcionaro um
fluxo de produo mais sincronizado e consequentemente, um melhor atendimento demanda
requerida, o que leva ao aumento dos lucros da empresa.
2. Referencial Terico
2.1 Planejamento, Programao e Controle da Produo
Toda empresa deseja de manter competitiva no mercado, para isto torna-se
fundamental o atendimento a demanda dos seus clientes, de forma eficiente e com o menor
custo possvel.
Tubino (2000) afirma que a eficiencia de um sistema est condicionada a forma como
ele desenvolve o planejamento, a programao e o controle de suas atividades produtivas.
Ainda segundo o autor, as empresas que no adptarem seus processos produtivos a busca de
melhoria contnua no estaro inseridas no processo de globalizao.
O planejamento, programao e controle da produo, segundo Slack et al. (2002),
tem como objetivo garantir que processos produtivos ocorram de forma eficiente e eficaz,
gerando produtos e servios conforme requerido pelos clientes. Nesse contexto, a busca por
eficiencia nos processos e melhoria de desempenho, atravs do PPCP, passam a ser atributos
fundamentais para manuteno das empresas no mercado.
O PPCP uma atividade complexa que requer o conhecimento efetivo das
propriedades dos produtos, servios, processo produtivo e da cadeia de suprimentos. Para que
sejam atingidos os objetivos do planejamento, programao e o controle da produo,
necessria a sua correta implementao e gerenciamento. De acordo com Pires (1995) existem
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
pelo menos 3 sistemas que podem auxiliar na implementao e gerenciamento do PPCP: MRP
II, JIT e OPT (apud SANTOS, 2010).
2.2 MRP II
O Planejamento das Necessidades de Materiais (MRP I) um sistema empregado no
planejamento da capacidade produtiva, que calcula a quantidade de recursos humanos e fabris
necessrios na manufatura para obteno do produto final (CAVALCANTI e MORAIS, 1998
apud SANTOS, 2010).
De acordo com Tubino (1997 apud Miana, 2007) os modelos de clculo de
necessidades de materiais ou de controle de estoque baseados na lgica do MRP, so
frequentemente incorporados em um sistema de informaes gerenciais mais robusto,
denominado MRP II (Manufacturing Resource Planning), que tem como objetivo integrar,
atraves difuso de informaes via Tecnologia da Informao, diversos setores da empresa,
como marketing e engenharia, ao sistema de produo.
Corra et al. (1997) afirma que o MRP II deve ser aplicado quando o objetivo a
melhoria do desempenho da empresa, e no apenas a instalao de um novo software. Ainda
segundo o autor, a implantao de um sistema MRP II em uma empresa implica em uma
mudanas profundas nos mtodos de trabalho de toda a empresa, mudanas de
comportamento dos funcionrios, quanto a suas atividades desenvolvidadas e relaes com os
demais participantes do processo produtivo.
A aplicao de sistemas MRP, MRP II, ERP em uma organizao conveniente uma
vez que se apresentam como instrumentos de planejamento que auxiliam na tomada de
deciso atravs de prrevises de demanda, oferecem conhecimento detalhado sobre o custo de
cada produto e promovem a circulao de informaes e conhecimento em toda empresa,
reduzindo armazenamento de conhecimentos importantes em indivduos especficos
(MARTINS; LAUGENI, 1999 apud SANTOS, 2010).
2.3 OPT e Teoria das Restries
Por volta da dcada de 80, Goldratt e seus colaboradores desenvolveram um software,
denominado como Tecnologia de Produo Otimizado (OPT), que programava tarefas de
determinado processos de manufatura levando em considerao suas restries de capacidade
(CHASE, 2006).
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
Segundo Chase et al. (2006) aps a aplicao do sistema em mais de 100 grandes
empresas, Goldratt passou a divulgar, ao inves do software, a lgica por tras do sistema,
ampliando as ideias desse conceito e desenvolvendo uma abordagem de soluo de problemas
chamada de Teoria das Restries (TOC).
2.3.1 A abordagem OPT
Goldratt, em sua abordagem lgica da OPT, afirma que independente dos objetivos
que uma empresa possua, a sua meta bsica ganhar dinheiro. Segundo Corra (2008) o
alcance dessa meta estaria condicionada a forma como a manufatura contribui com relao a
tres fatores:
Ganho: taxa em que o sistema gera ganho de dinheiro atravs da venda;
Estoque: quantidade de dinheiro que a empresa empregou nos bens que pretende vender;
Despesas operacionais: dinheiro gasto pelo sistema para transformar estoque em ganho.
Os recursos de uma fbrica abrangem todos os componetes necessrios para a
produo de um produto. Para um planejamento adequado das atividades, a OPT determina
que necessrio entender o relacionamento entre os dois tipos de recursos de uma fbrica:
recursos restritivos de capacidade (gargalo) e recursos no restritivos de capacidade (nogargalos) (CORRA, 2008).
Segundo Chase et al. (2006) para exlicar os princpios da OPT com relao ao
planejamento da produo, Goldratt definiu 9 regras:
1. No equilibre a capacicidade, e sim o fluxo;
2. A utilizao de um recurso no gargalo no deve ser determinada de acordo com seu
potencial, mas pelo potencial de alguma restrio do sistema;
3. Ativao e utilizao de um recurso no so a mesma coisa;
4. Uma hora perdida em um gargalo perdida para o sistema inteiro;
5. Uma hora ganha em um no-gargalo uma miragem;
6. Gargalos controlam o ganho e o estoque do sistema;
7. O lote de processamento pode no ser, e muitas vezes no deve ser, igual ao lote
processado;
8. Um lote de processo deve ser varivel em rota e em tempo;
9. Prioridades so definidas por meio do exame das restries do sistema. O lead time
obtido atravs do planejamento.
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
Esses principios esto relacionados a obteno de lucros pela empresa e evitam a
superproduo e criao de estoques desnecessrios, atraves da programao da produo
baseada nos gargalos do sistema. O controle das restries do sistema determinar se este
atingir ou no seus objetivos.
A aplicao da abordagem OPT, por questionar pressupostos e prticas dos processos
tradicionais de administrao, precisa de um grande esforo de todos os funcionrios,
independente de nvel, da empresa. Pode-se obter importantes contribuies para o plano
estratgico de uma empresa, caso a abordagem OPT seja aplicada conforme os seus nove
princpios (CORRA, 2008)
2.3.2 Conceito de Teoria das Restries e seus Cinco Passos
Restrio qualquer entidade que limita o alcance de determinado objetivo em um
sistema. A Teoria das Restries pode ser definida como uma abordagem de gesto que
busca a otimizao dos processos que restrigem o fluxo da produo, minimizando-os ou
eliminando-os, para a melhoria contnua do desempenho das operaes de produo
(VERMA, 1997 apud ALVES et al., 2010).
Corbett Neto (1997 apud Barrilari, 2005) afirma que a TOC encara qualquer empresa
como um sistema composto por conjunto de elementos relacionados e interdependentes, onde
um desses elementos restringe o desempenho da empresa e precisa ser otimizado, atravs de
uma viso abrangente do negcio.
Partindo do princpio de que as restries de um sistema precisam ser identificadas,
otimizadas e controladas, Goldratt, props os cinco passos da TOC (CHASE,2008):
1. Identifique as restries do sistema: uma melhoria s possvel se for determinada a
restrio ou o elo mais fraco;
2. Descida como explorar a restrio do sistema: torne uma restrio o mais eficaz possvel,
utilizar o mximo de sua capacidade, sem desperdcio;
3. Subordine tudo mais a essa deciso: os recursos sem restrio devem estar alinhados para
dar suporte a restrio do sistema, mesmo que isso reduza a sua eficincia.
4. Melhore as restries do sistema: se no conseguir adequar a produo, adquira mais
desse recurso para que o mesmo deixe de ser uma restrio;
5. Se aps os passos anteriores a restrio tiver sido eliminada, volte ao passo 1: processo de
melhoria contnua, aps eliminar um restrio volte ao primeiro passo para encontrar
novas restries resultantes.
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
A TOC faz uma analogia da organizao com um corrente, que to forte quanto seu
elo mais fraco, no caso a restrio da empresa. Para aumentar a resistencia da corrente basta
reforar seu elo mais fraco, e qualquer esforo gasto em um elo no restritivo no melhorar o
resultado global da organizao (BARRILARI, 2005)
Corra (2008) afirma que a no considerao especial dos recursos restritivos de um
sistema pode levar a concluses equivocadas sobre o mesmo, sendo de grande importancia a
realizao da gesto de operaes baseada na gesto da capacidade produtiva e de fluxos
processados por essa capacidade.
2.3.3 Mtodo Tambor-Pulmo-Corda (TPC)
Em um processo produtivo, nem sempre todos os recursos produzem com a mesma
velocidade. Para controlar o fluxo de produtos em um sistema de produo necessria a
existncia de algum ponto de controle que funcione como um tambor que dita o ritmo em que
a produo deve funcionar (CHASE, 2008). Esse tambor, geralmente, representa uma
restrio de capacidade do sistema, uma vez que esses recursos ditam qual a quantidade de
produto final que ser gerada no sistema.
O mtodo Tambor-Pulmo-Corda uma ferramenta da TOC, desenvolvida com base
nos cinco passos do processo de otimizao contnua para restries fsicas, direcionada para
atividades de planejamento, programao e controle da produo (BARRILARI, 2005).
Aps a identificao das restries e do estabelecimento da necessidade de utilizao
de sua capacidade mxima, faz-se necessria a definio de como ser programada e
controlada a produo do sistema.
De acordo com a Teoria das Restries o mtodo TPC se desenvolve da seguinte
forma (ALVES et al., 2010):
1. Desenvolvimento de um cronograma, chamado de Tambor, para definio da data em que
um material precisa ser adquirido e processado. Quando o ritmo de produo acelerado
ou atrasado por um grupo, o tambor tocado para que diminuam ou aumentem o ritmo.
2. Determinao de quando um material deve ser liberado para os grupos de trabalho ou
para a restrio, esse deslocamento, chamado de corda, serve para puxar o grupo mais
atrasado ou para segurar o grupo mais adiantado.
3. Deve ser reservada uma quantidade de material a ser enviada a qualquer momento para o
recurso restritivo, essa reserva chamada de pulmo.
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
De acordo com Barrilari (2005) o tambor define a programao da produo (o que,
quanto e quando), a corda o meio atravs do qual o tambor puxa a produo por meio da
liberao de matria prima e sincroniza os demais recursos de acordo com a sua batida, e o
pulmo uma proteo que atencipa a liberao de material antes da sua utilizao.
Dada a devida ateno restrio do sistema, a mesma capaz de ditar qual a
velocidade em que os recursos no restritivos devem atuar e assim evitar o aumento da
quantidade de estoques em processamento.
3. Metodologia
A metodologia utilizada foi do tipo qualitativa, e se deu baseada em um estudo de
caso, pois classifica-se como uma abordagem qualitativa e frequentemente utilizado para a
coleta de dados para fins de estudo.
Primeiramente foi feita uma pesquisa bibliogrfica, a qual, de acordo com Gil (2002),
se d pelo desenvolvimento a partir de material j elaborado, constitudo principalmente de
livros e artigos cientficos. A pesquisa se limitou em teoria das restries e seus cinco passos,
mtodo tambor pulmo corda e melhoria contnua. Por conseguinte foram realizadas
visitas tcnicas na empresa em estudo, e a tcnica usada foi a de observao, para assim poder
compreender melhor a organizao. Durante as visitas foi visualizado e analisado o processo
produtivo, dando possibilidade de identificao dos gargalos da empresa.
3.1. Caracterizao e Processo Produtivo da Empresa Analisada
O estudo foi realizado numa empresa que atua no setor txtil especializada em
confeco de fardamentos em geral, tem seu ramo de negocio fixado na cidade de MossorRN. Atuante no mercado local a mais de 20 anos, e produz diversos itens em sua matriz
produtiva, como camisas, calas, jalecos, macaces entre outros itens, tem atrelado a seus
servios a comercializao de EPIs.
A empresa conta com a participao de 14 colaboradores, sendo uma operria no setor
de bordado, uma costureira no setor de corte, trs funcionrios no escritrio, oito no setor de
costura e uma no setor de acabamento/empacotamento.
4. Anlise do Processo Produtivo
A linha de produo se divide em trs sees, denominadas por tipo de tecido os quais
so Brim, Social e Malha. Os insumos principais (tecidos, linhas, botes, zperes, golas pr-
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
fabricadas, etc.), so adquiridos de fornecedores externos, quando recebidos so direcionados
ao estoque. A partir de uma encomenda o tecido retirado do estoque para ento seguir o
fluxo de processamento para confeco de uma pea. O processo de produo acontece em 4
setores diferentes: estoque, corte, costura e bordado.
No setor de estoque as matrias primas (tecido, linha, boto, zper, elsticos entre
outros) so separadas em prateleiras por tipo, porm nem sempre so armazenadas conforme
estabelecido. No setor de estocagem no h um controle das quantidades de material que
entram e saem ou seu tempo de permanncia no estoque. Os insumos so retirados medida
que surge necessidade na linha de produo, o que caracteriza o sistema como puxado.
O setor de corte composto por uma mesa com uma mquina manual disposio de
uma funcionria. Os rolos de tecido so desenrolados e inspecionados quanto ao estado de
conservao e a existncia de defeitos. Posteriormente so enfestados para cortar vrias peas
simultaneamente, e em seguida so dispostas sobre a mesa para serem separadas, dobradas e
posteriormente armazenadas em prateleiras, disposio do setor de costura.
Depois do setor de corte a matria-prima segue para o setor de costura onde ir ser
transformado em produto acabado. O suprimento desse setor com as peas a serem costuradas
feito diariamente, ao final do expediente, por uma funcionria que tambm abastece as
mquinas com as respectivas linhas a serem utilizadas, o que evita interrupes durante a
produo. Neste setor encontram-se diferentes tipos de mquina (reta, reta eletrnica com
uma e duas agulhas, overlock, iterlock, goleira, zig-zag e fechadeira) com o objetivo de
realizar diferentes tipos de costura. As diferentes peas percorrem trajetos diferentes dentro do
setor de costura (arranjo fsico celular) e no necessariamente passam por todas as mquinas.
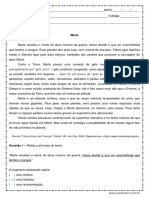
Aps passar pelos setores de corte e costura as peas so encaminhadas para o setor de
bordado, que possui uma mquina computadorizada com quatro cabeas, o que permite o
bordado de 4 peas por vez. Tal mquina programada, abastecida e supervisionada por um
funcionrio. Para uma melhor compreenso, a Figura 1 mostra o mapofluxograma do
processo.
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
Figura 1: Mapofluxograma do Processo. Fonte: Autoria Prpria
5. Anlise dos Resultados
5.1 Aplicao da Teoria das Restries
Foram aplicados os cinco passos para o processo de deciso da teoria das restries
baseadas na Tecnologia de Produo Otimizada, que so: identificao da restrio,
explorao da restrio, subordinao de todas as demais decises s restries, relaxamento
da restrio e por fim, renovao do ciclo de melhoria, isto , voltar ao primeiro passo.
5.1.1 Identificao das Restries da Produo
Por meio de uma anlise detalhada do processo de produo, foram identificados dois
gargalos na fbrica, que so os setores de estoque e corte. Em relao ao estoque, quando uma
encomenda realizada, a empresa aceita o pedido sem a devida verificao dos materiais
necessrios, desta forma, se o material apresentar alguma no conformidade ou no possuir a
quantidade necessria, ocasionar consequncias como cancelamento do pedido ou atraso da
entrega.
O estoque e o corte se caracterizam como gargalos da fbrica, j que as etapas de
costura e bordado, as quais fazem parte da finalizao da pea, so posteriores e por isso,
dependentes. E comumente, esses setores de etapas finais passam por perodos de ociosidade
devido falta de peas cortadas.
10
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
5.1.2 Explorao da Principal Restrio
No setor de corte, s h uma pessoa responsvel pela tarefa pelo fato de que s a
mesma capacitada para realizar essa atividade. Isso ocasiona dependncia do setor para uma
s funcionria, ento, quando h algum problema que a impossibilite de realizar sua atividade,
a produo pra. Outro aspecto que faz com que o corte seja o gargalo mais restritivo o fato
de que s h uma mquina manual disposio da funcionria, o que torna a tarefa mais
dispendiosa, provocando doenas como LER (Leso por Esforo Repetitivo), e
consequentemente, originando um alto ndice de absentesmo.
5.1.3 Subordinao de Todas as Demais Decises s Restries
Subordinar as demais decises s restries significa que todos os processos devem
trabalhar no ritmo do gargalo, ou seja, nem mais rpido e nem mais devagar. importante que
nunca falte material, nesse caso, tecido para o corte, para que os processos subsequentes no
sejam prejudicados. De outro modo, para fazer com que as outras etapas do processo
produtivo trabalhem no mesmo ritmo do gargalo pode-se fazer com que haja uma maior
rotatividade das funcionrias da costura nesse setor, uma vez que, a maioria das costureiras j
tem habilidade para realizar essa tarefa, seria necessrio que a funcionria do corte treinasse
uma de cada vez para que estas fossem capacitadas para tal atividade, e dessa forma, o setor
de corte no tivesse que parar, sempre que a responsvel precisasse faltar.
5.1.4 Relaxamento da Restrio
Nesta etapa o objetivo elevar a restrio do sistema, devendo aumentar a capacidade
de produo do gargalo. Como algumas melhorias j foram implementadas, para a
maximizao da capacidade seria necessrio alguns investimentos como aquisio de outras
ferramentas automatizadas, sendo assim, a funcionria do corte ficaria responsvel pelo uso
do equipamento, tendo os devidos treinamentos. Esse foi um dos pontos discutidos com a
administrao da empresa, que apresentou planos de curto prazo para aquisio de uma
mquina de corte automatizada, oferecendo mais conforto para a operadora. Com a ampliao
da capacidade do setor de corte, este deixa de ser o recurso limitante, a partir da quebra
desse gargalo ser explorada a prxima restrio do sistema.
11
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
5.1.5 Renovao do Ciclo de Melhoria
Ao melhorar significamente o problema da restrio e aumentar a capacidade do fluxo
gargalo. Deve-se identificar outra restrio do sistema, se houver. No caso em questo, j se
tem outra restrio que o setor de estoque.
5.1.6 Explorao da Restrio Secundria
O que causa do estoque ser considerado um gargalo o fato desse setor no ter um
controle de qualidade dos insumos, pois os materiais s so verificados quanto sua
conformidade no momento em que o mesmo solicitado pela produo. Como no h um
planejamento e controle de materiais, os mesmos so comprados, rotineiramente, quando h
uma oportunidade de promoo ou em grande quantidade para minimizar os custos com
transporte, como, por exemplo, frete. Se houver algum defeito no produto adquirido, no
existindo uma verificao na qualidade do insumo, as perdas podem ocorrer porque itens
promocionais no so trocados posteriormente. Em questo da compra em grande escala, o
material acaba ficando muito tempo estocado, havendo alguma no conformidade na hora de
sua utilizao, o perodo de troca muitas vezes j tem vencido, causando prejuzo. Tambm
no h controle efetivo quanto quantidade da matria-prima que entra e sai do setor.
5.1.7 Subordinao de Todas as Demais Decises Restrio Secundria
Como a primeira restrio j foi explorada, a segunda restrio passou a ser o novo
recurso limitante, o qual seria o estoque. Existe a necessidade de um controle tanto de
qualidade no que diz respeito verificao do material recebido, quanto do registro da
quantidade de material que entra e sai do estoque. Esse controle pode ser feito pela
funcionria do setor de bordado que passa a maioria do tempo ocioso, tendo em vista que a
capacidade da mquina de bordado bastante elevada, e para essa atividade s necessrio a
programao da mquina, q qual realiza 4 bordados simultaneamente. O controle de qualidade
seria visual para que no momento em que for identificado algum produto defeituoso, seja
realizada a troca em tempo hbil, e com isso os setores subsequentes no tenham que parar
por falta de material. O controle efetivo de quantidades de insumos, entradas e sadas, seria
feito e armazenado em um sistema para que estivesse sempre a disposio da administrao,
para que os pedidos fossem firmados com os clientes tendo datas certas, e esses prazos fossem
cumpridos rigorosamente. Uma sugesto para a empresa seria a doo de um sistema MRP II
12
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
(Manufacturing Resource Planning II Planejamento dos Recursos de Manufatura) ou at
mesmo um ERP (Enterprise Resource Planning evoluo do MRP).
5.1.8 Relaxamento da Restrio
Nessa fase, pretende-se aumentar a capacidade do novo gargalo, porm com as aes
adotadas j forneceram bons resultados, no existe a necessidade de ampliar a capacidade do
estoque, visto que, j existe estoque suficiente. O problema do estoque era a falta de controle
de qualidade e de controle das matrias-primas, tal problema pode ser sanado se acatado as
sugestes.
5.1.9 Renovao do Ciclo de Melhoria
Depois do relaxamento da restrio, torna-se importante a identificao de um novo
recurso limitante, sabendo que todo processo produtivo tem um recurso gargalo, caso
contrrio, o lucro da organizao cresceria infinitamente.
5.2 Mtodo Tambor Pulmo Corda
O tambor representa o recurso restritivo, isto , o gargalo, pois ele quem dita o ritmo
da produo, no contexto em questo, o tambor o setor de corte, j que o restante da
produo acompanha o seu desencadeamento e todos os outros setores posteriores so
sincronizados a ele. Vale a ressalva de que o tambor deve operar 100% do tempo disponvel.
O pulmo representa o flego da produo, ou seja, o mecanismo de tempo
utilizado a fim de proteger a restrio contra interrupes. Tal proteo libera o material no
processo para que chegue restrio. No referente processo produtivo, o pulmo justamente
o estoque de material, que dever suprir o gargalo, isto , o setor de estoque, para que este
sempre esteja produzindo com 100% de sua capacidade. Mais um motivo para se empregar
um sistema MRP II, a fim de que o estoque proteja o setor de corte (gargalo) contra as
incertezas.
A corda representa a sincronizao entre a necessidade de chegada de materiais ao
pulmo, e consiste na programao de liberao de insumos de acordo com a programao
da restrio e seu comprimento o tempo requerido para manter o pulmo cheio juntamente
com o lead time. Nesse caso, a corda seria justamente o planejamento de recursos sugerido,
pois, atravs do mesmo, haveria uma programao quanto compra de insumos e esta
atividade estaria em sincronia com o setor de corte, pois como o mesmo dita o ritmo, tal
13
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
programao iria fazer com que o estoque sempre estivesse abastecido para manter o setor de
corte em pleno funcionamento.
14
XXI SIMPSIO DE ENGENHARIA DE PRODUO
As Demandas de Infraestrutura Logstica para o Crescimento Econmico Brasileiro
Bauru, SP, Brasil, 10 a 12 de novembro de 2014
6. Consideraes Finais
Por meio da visualizao de todo o processo produtivo de uma fbrica de confeces
foi possvel analisar as tarefas que compe a fabricao de uma pea de roupa, podendo esta
ser, por exemplo, camisa com ou sem boto ou cala.
Atravs de conceitos da Teoria das Restries como os 5 passos para o processo de
tomada de deciso com base nos gargalos e o mtodo Tambor Pulmo Corda, sugesto de
melhorias foram propostas empresa em questo, como, por exemplo, um sistema para fazer
um controle e planejamento efetivo das matrias-primas, mquinas e mo-obra necessrios
produo de forma que encomendas possam ser aceitas e entregues na qualidade e no prazo
acordado.
Apesar de o estudo ter sido totalmente terico, pde-se ser verificado que a fbrica de
confeces tem o processo produtivo passvel de mudanas e estas podem ser feitas aplicando
a Teoria das Restries.
REFERNCIAS
ALVES, A. P. et al. Utilizando os Passos da Teoria das Restries para a Melhoria Contnua da Produo: Um
Estudo Aplicado a uma Fbrica de Jeans In: XIII SIMPOI, Simpsio de Administrao da Produo, Logstica
e
Operaes
Internacionais,
So
Paulo,
2010.
Disponvel
em:
<http://www.simpoi.fgvsp.br/arquivo/2010/artigos/E2010_T00235_PCN27841.pdf> Acesso em: 06 set. 2013.
BARRILARI, L. R. Z. Proposta de um Modelo para Implantao do Mtodo Tambor-Pulmo-Corda da Teoria
das Restries em Indstrias com Manufatura Repetitiva. 2005. 129f. Monografia (Tecnlogo em Produo com
nfase Industrial) Faculdade de Tecnologia de Taquaritinga, Centro Estadual de Educao Tecnologia Paula
Souza, Taquaritinga.
CHASE, R. B. et al. Administrao da Produo e Operaes para Vantagens Competitivas. So Paulo:
McGrawn-Hill, 2006. 602p.
CORRA, H. L. Programao e Controle da Produo: MRP II / ERP: conceitos, uso e implantao. So
Paulo: Atlas, 1997.
CORRA, H.L. Administrao da Produo e Operaes. So Paulo: Atlas, 2008. 690p.
GIL, A.C. Como elaborar projetos de pesquisas. So Paulo: Atlas S/A, 2002. 176p.
MIANA, E. H. Aplicao do Sistema MRP Construo Civil: Estudo de Caso Empreendimento Bossa Nova.
2007. 39f. Monografia (Engenharia de Produo) Universidade Federal de Juiz de Fora, Juiz de Fora.
SANTOS, J. G. et al. Planejamento e Controle de Produo: Um Estudo de Caso em uma Indstria de Calados
de Campina Grande - PB In: XXX ENEGEP, Encontro Nacional De Engenharia De Produo, So Carlos,
2010. Disponvel em: < http://www.abepro.org.br/biblioteca/enegep2010_TN_STO_113_739_17576.pdf>
Acesso em: 08 set. 2013.
SLACK, N. et al. Administrao da Produo. 2 ed. So Paulo: Atlas, 2002.
TUBINO, D. F. Manual de planejamento e controle da produo. 2. ed. So Paulo: Atlas, 2000. 220p.
15
You might also like
- Modulação FM: Estudo do circuito modulador com CI LM566Document10 pagesModulação FM: Estudo do circuito modulador com CI LM566Pedro FerreiraNo ratings yet
- Comissionamento Sistema Microgeração Fotovoltaica 4,5KWpDocument4 pagesComissionamento Sistema Microgeração Fotovoltaica 4,5KWpKarla VieiraNo ratings yet
- Contabilidade Geral - Exercícios - Aula01 Princípios Fund ContabDocument28 pagesContabilidade Geral - Exercícios - Aula01 Princípios Fund ContabDebiticia100% (3)
- Previsões de indicadores da soja em MT com Box-JenkinsDocument17 pagesPrevisões de indicadores da soja em MT com Box-JenkinsRodolfo BeneditoNo ratings yet
- Artigo Formatado - Com NomesDocument12 pagesArtigo Formatado - Com NomesRodolfo BeneditoNo ratings yet
- Artigo FormatadoDocument12 pagesArtigo FormatadoRodolfo BeneditoNo ratings yet
- 151 Agn TrabalhoDocument10 pages151 Agn TrabalhoRodolfo BeneditoNo ratings yet
- XV Simpep Art 1042Document12 pagesXV Simpep Art 1042Rodolfo BeneditoNo ratings yet
- Artigo Geografia PDFDocument25 pagesArtigo Geografia PDFRodolfo BeneditoNo ratings yet
- prt7 m15Document9 pagesprt7 m15Margarida InácioNo ratings yet
- Tabela de Calor Específico Da ÁguaDocument2 pagesTabela de Calor Específico Da ÁguaNilson PalmeirimNo ratings yet
- Exercício de Combate Ao IncêndioDocument15 pagesExercício de Combate Ao IncêndioLuciano JovianoNo ratings yet
- O Muladhara Chakra: sua função, qualidades e correspondênciasDocument7 pagesO Muladhara Chakra: sua função, qualidades e correspondênciasReenanLukeNo ratings yet
- Ficha de Trabalho de Português sobre o Sonho Espacial de um MeninoDocument5 pagesFicha de Trabalho de Português sobre o Sonho Espacial de um MeninoVera AfonsoNo ratings yet
- Instalações telefônicas em edifíciosDocument14 pagesInstalações telefônicas em edifíciossantosengNo ratings yet
- Bolsistas CAPES UFPE Outubro 2019Document30 pagesBolsistas CAPES UFPE Outubro 2019Ronaldo Burgos FilhoNo ratings yet
- Cronicas Variadas - Stanislaw Ponte PretaDocument42 pagesCronicas Variadas - Stanislaw Ponte PretaGabriel S. ToméNo ratings yet
- D7 (3 Série - EM - Mat.) - Blog Do Prof. WarlesDocument4 pagesD7 (3 Série - EM - Mat.) - Blog Do Prof. WarlesANTONIA OLIVEIRA DA SILVANo ratings yet
- Cópia de Shamata e Vipashyana - Tulku UrgyenDocument8 pagesCópia de Shamata e Vipashyana - Tulku UrgyenAtha IddhiNo ratings yet
- HFC História e Filosofia CiênciaDocument3 pagesHFC História e Filosofia CiênciaCarlos NássaroNo ratings yet
- Fispq Sumatane Comp BDocument13 pagesFispq Sumatane Comp BClara trabalhos extraNo ratings yet
- Latim Forense: Informações gramaticaisDocument75 pagesLatim Forense: Informações gramaticaisAnonymous oSSVNVvv3jNo ratings yet
- A representação do negro na literatura infantil de LobatoDocument7 pagesA representação do negro na literatura infantil de LobatothisbeNo ratings yet
- Questão de Aula 3 - BiodiversidadeDocument4 pagesQuestão de Aula 3 - Biodiversidade29645 Maria Pilar Bugio AfoitoNo ratings yet
- Amplificadores de Potência: Classes A, B, AB, C e DDocument69 pagesAmplificadores de Potência: Classes A, B, AB, C e DRomeu Corradi Júnior100% (1)
- Baby Class CapacitaçãoDocument58 pagesBaby Class CapacitaçãoFabiana Cristina Neves Silva100% (1)
- Deliberato - 2006 - Diretrizes para o Projeto e Execução de Lajes Mistas de Concreto e Chapas Metálicas TrapeizoidaisDocument135 pagesDeliberato - 2006 - Diretrizes para o Projeto e Execução de Lajes Mistas de Concreto e Chapas Metálicas TrapeizoidaisRene Rodrigues O. SilvaNo ratings yet
- As principais funções administrativasDocument48 pagesAs principais funções administrativaskenniatavaresNo ratings yet
- O planeta Marte: características e descobertasDocument2 pagesO planeta Marte: características e descobertasherrcalebe100% (1)
- Tensão Aula 4 PDFDocument83 pagesTensão Aula 4 PDFana juliaNo ratings yet
- Lista GoiasDocument38 pagesLista GoiasShougoNo ratings yet
- 619 - 18/04/2009Document20 pages619 - 18/04/2009Jornal Atos e Fatos100% (1)
- Crie Seu Pendrive de BootDocument5 pagesCrie Seu Pendrive de BootNhynguyka Almeida100% (2)
- LANTEKDocument4 pagesLANTEKSatel SoaresNo ratings yet
- Bobone Foto RadiografiasDocument54 pagesBobone Foto RadiografiasMargaridaMedeiros100% (1)
- Necessidades Educativas Especiais de LinguagemDocument1 pageNecessidades Educativas Especiais de LinguagemIsac ManuelNo ratings yet