You might also like
- Pwi Journal 1017 Vol135 Pt4 - Rail Thermal Force Calculations For Jointed Track - Article 3Document7 pagesPwi Journal 1017 Vol135 Pt4 - Rail Thermal Force Calculations For Jointed Track - Article 3gururaja nNo ratings yet
- Points and Crossings Are Provided To Help Transfer Railway Vehicles From One Track To AnotherDocument17 pagesPoints and Crossings Are Provided To Help Transfer Railway Vehicles From One Track To AnotherMuhammad ÍmranNo ratings yet
- GCRT5019 Iss 2 Track StandardsDocument40 pagesGCRT5019 Iss 2 Track StandardsSofia D'AlessandroNo ratings yet
- A7 B7 Locomotive Brake Equipment TestDocument14 pagesA7 B7 Locomotive Brake Equipment TestFrancesca Parrino100% (1)
- Rolling Stock Technology Lecture1Document33 pagesRolling Stock Technology Lecture1RyanKelinNo ratings yet
- Remove and Reset Continuous Welded RailDocument6 pagesRemove and Reset Continuous Welded Raileltiosoyyo295No ratings yet
- Standard Turnouts PDFDocument8 pagesStandard Turnouts PDFfbturaNo ratings yet
- Wa0014Document334 pagesWa0014Paramvir chahliaNo ratings yet
- Railroad Track Mechanics and Technology: Proceedings of a Symposium Held at Princeton University, April 21 - 23, 1975From EverandRailroad Track Mechanics and Technology: Proceedings of a Symposium Held at Princeton University, April 21 - 23, 1975Arnold D. KerrRating: 5 out of 5 stars5/5 (1)
- Transportation Engineering: Types of Rails Spacing and Stifness of RailsDocument30 pagesTransportation Engineering: Types of Rails Spacing and Stifness of Railsyousaf khanNo ratings yet
- New Advances in Design of Railway Track System (PDFDrive)Document29 pagesNew Advances in Design of Railway Track System (PDFDrive)dmehary100% (1)
- The Story of Railroading’s Most Remarkable Brothers: W. Graham Claytor, Jr. and Robert B. ClaytorFrom EverandThe Story of Railroading’s Most Remarkable Brothers: W. Graham Claytor, Jr. and Robert B. ClaytorNo ratings yet
- Railway Braking PDFDocument6 pagesRailway Braking PDFTANYA AGARWALNo ratings yet
- Handbook of Railroad Construction; For the use of American engineersFrom EverandHandbook of Railroad Construction; For the use of American engineersNo ratings yet
- Gradeability For Automobiles: Akilesh YamsaniDocument7 pagesGradeability For Automobiles: Akilesh YamsaninrjmanitNo ratings yet
- GCRT5021 Iss 5-Track System RequirementsDocument49 pagesGCRT5021 Iss 5-Track System RequirementsGeorge Alexiadis0% (1)
- US Army Railroad Course - Loading, Blocking, and Bracing On Rail Cars TR0690Document94 pagesUS Army Railroad Course - Loading, Blocking, and Bracing On Rail Cars TR0690Dexster SmithNo ratings yet
- AAR Report On US Railroads and Ecnomic Recovery 2010Document26 pagesAAR Report On US Railroads and Ecnomic Recovery 2010Bimal BhattacharyaNo ratings yet
- Track/Train Dynamics and Design: Advanced TechniquesFrom EverandTrack/Train Dynamics and Design: Advanced TechniquesGerald J. MoyarNo ratings yet
- 1967-13 A Strip Theory For Rolling With Slip and SpinDocument21 pages1967-13 A Strip Theory For Rolling With Slip and SpinStefan TudoracheNo ratings yet
- Part 5, Rail Transit CapacityDocument134 pagesPart 5, Rail Transit CapacityJonor AtaatNo ratings yet
- Train Resistance CalculationsDocument6 pagesTrain Resistance Calculationssalkan_rahmanovic810No ratings yet
- Ballastless Track - Superstructure TrackopediaDocument9 pagesBallastless Track - Superstructure TrackopediaSahan100% (1)
- Heavy Construction MachinesDocument32 pagesHeavy Construction MachinesSufian AhmadNo ratings yet
- CWR TurnoutsDocument8 pagesCWR Turnoutsveer narayan100% (1)
- Railway Engineering - Points and CrossingDocument21 pagesRailway Engineering - Points and CrossingISHAN TRIVEDINo ratings yet
- Air Brake System of LocomotiveDocument18 pagesAir Brake System of LocomotiveArashdeep Singh100% (2)
- GO Transit Track Standards June 2016 FINALDocument390 pagesGO Transit Track Standards June 2016 FINALFumanchute100% (1)
- Wheel Load Contact AreaDocument13 pagesWheel Load Contact AreaGnabBang100% (1)
- Trasfor: Rolling StockDocument8 pagesTrasfor: Rolling Stockyunus emre Kılınç100% (1)
- 1085.15railway MatlDocument29 pages1085.15railway Matlriko rinaldoNo ratings yet
- L1-CHE-STD-030 Track Drainage StandardDocument28 pagesL1-CHE-STD-030 Track Drainage StandardCK TangNo ratings yet
- Track Maintenance and Eng Instr 2-12-09Document182 pagesTrack Maintenance and Eng Instr 2-12-09Francisco Abraham BaezaNo ratings yet
- Product Catalog: Electric Propulsion Systems and AccessoriesDocument40 pagesProduct Catalog: Electric Propulsion Systems and AccessoriesMarc MPNo ratings yet
- TrackworkDocument28 pagesTrackworkEmanuel MurilloNo ratings yet
- Amtrak Derailment Review - Sound TransitDocument58 pagesAmtrak Derailment Review - Sound TransitMyNorthwestNo ratings yet
- Track Design Handbook TCRP - RPT - 155 2nd Ed. (2012) - Part7Document6 pagesTrack Design Handbook TCRP - RPT - 155 2nd Ed. (2012) - Part7linghuchongNo ratings yet
- L1-NAM-SPE-003 - Track Geometry Maintenance Standards Ver 1Document18 pagesL1-NAM-SPE-003 - Track Geometry Maintenance Standards Ver 14493464No ratings yet
- GE 44-Ton LocomotiveDocument59 pagesGE 44-Ton LocomotiveRhonor Rae ArasulaNo ratings yet
- Rail-Weld Failures Prevention, Monitoring & DetectionDocument8 pagesRail-Weld Failures Prevention, Monitoring & DetectionShipra MishraNo ratings yet
- Lec#8, Points and CrossingsDocument46 pagesLec#8, Points and CrossingsNawaz AliNo ratings yet
- General and Subsidary Rules South Central RailwayDocument501 pagesGeneral and Subsidary Rules South Central Railwayhodibaaba1No ratings yet
- Dynamic Analysis of Steering BogiesDocument57 pagesDynamic Analysis of Steering BogiesAlfath RizkiNo ratings yet
- Track Design Handbook TCRP - RPT - 155 2nd Ed. (2012) - Part2Document6 pagesTrack Design Handbook TCRP - RPT - 155 2nd Ed. (2012) - Part2linghuchongNo ratings yet
- Finally Revised Paper On 'Modern Turnout For High Speed' For IPWE SeminarDocument12 pagesFinally Revised Paper On 'Modern Turnout For High Speed' For IPWE SeminarShipra MishraNo ratings yet
- Metro Rail Design Criteria Section 01 011910Document10 pagesMetro Rail Design Criteria Section 01 011910Monish MNo ratings yet
- Train ResistancesDocument24 pagesTrain ResistancesMahesh RamtekeNo ratings yet
- Preface 1. The Long Rail Laying, Installation / Maintenance Criteria (Proposal)Document23 pagesPreface 1. The Long Rail Laying, Installation / Maintenance Criteria (Proposal)lowryNo ratings yet
- Modelling of Railway Vehicle-Trackunderground Dynamic Interaction Induced by High-Speed TrainsDocument21 pagesModelling of Railway Vehicle-Trackunderground Dynamic Interaction Induced by High-Speed TrainsemiraksopNo ratings yet
- 02 Oliver NenadovicDocument39 pages02 Oliver NenadovicRinu RavikumarNo ratings yet
- Adhesion in The Wheel-Rail ContactDocument44 pagesAdhesion in The Wheel-Rail ContactJoshua Bailey100% (1)
- Rail Adjustment - Engineering ManualDocument65 pagesRail Adjustment - Engineering ManualMuhammad Fahim NaseemNo ratings yet
- Railway Track SleepersDocument31 pagesRailway Track Sleepersqaiserkhan001No ratings yet
- Rail Unlocked PDFDocument115 pagesRail Unlocked PDFsh tanimNo ratings yet
- A-IV C-1 Track Structure For MetroDocument11 pagesA-IV C-1 Track Structure For MetroBhuvan EswarNo ratings yet
- CRN-EPR-EnG-066 ED 0006 Design StandardsDocument4 pagesCRN-EPR-EnG-066 ED 0006 Design StandardsMarcus Oneil100% (1)
- Fatigue ManagementDocument38 pagesFatigue ManagementMarcus OneilNo ratings yet
- Kereta Cepat Bandung Jakarta (Japan) PDFDocument20 pagesKereta Cepat Bandung Jakarta (Japan) PDFMarcus Oneil100% (1)
- Fatigue ManagementDocument44 pagesFatigue ManagementMarcus OneilNo ratings yet
- Fatigue ManagementDocument44 pagesFatigue ManagementMarcus OneilNo ratings yet
- En 14531-1Document8 pagesEn 14531-1Marcus Oneil0% (2)
- CCB2 Color Air Piping DiagramsDocument12 pagesCCB2 Color Air Piping DiagramsMarcus Oneil100% (1)
- Apta PR PS S 002 98Document49 pagesApta PR PS S 002 98Marcus OneilNo ratings yet
- Si 1999Document589 pagesSi 1999Marcus OneilNo ratings yet
- Railway Level Gate Crossing Controller Using Android & GSMDocument5 pagesRailway Level Gate Crossing Controller Using Android & GSMjoel mshanaNo ratings yet
- 1 Tata Strategic Chemlog PPT 29012016Document18 pages1 Tata Strategic Chemlog PPT 29012016indusexposiumNo ratings yet
- ERTMS Factsheets 1-21s PDFDocument46 pagesERTMS Factsheets 1-21s PDFAnuraj mvNo ratings yet
- Testing Commissioning Process Light Rail ProjectDocument5 pagesTesting Commissioning Process Light Rail Projectsuraiyya begumNo ratings yet
- Hyundai Rotem Rail SystemsDocument8 pagesHyundai Rotem Rail SystemsYoussef ElammariNo ratings yet
- HSR Rolling Stock TechnologyDocument60 pagesHSR Rolling Stock TechnologyVivek RathoreNo ratings yet
- TROM1.3.5-Loco & Crew LinksDocument45 pagesTROM1.3.5-Loco & Crew LinksSandeep Joseph100% (2)
- Technical AcronymsDocument451 pagesTechnical AcronymsSudip SardarNo ratings yet
- 1.3 - Frequency of Inspection With Various Track Recording ModesDocument31 pages1.3 - Frequency of Inspection With Various Track Recording ModesChiranjibNo ratings yet
- Wire Rope Inspection: Onsite - . - InsightDocument4 pagesWire Rope Inspection: Onsite - . - InsightHashem GamNo ratings yet
- Arema Capitulo 4Document2 pagesArema Capitulo 4edisjdav33% (3)
- FRA Track Safety Standards Fact SheetDocument2 pagesFRA Track Safety Standards Fact SheetYacoub CheikhNo ratings yet
- Travel Ticket: Amsterdam & RegionDocument2 pagesTravel Ticket: Amsterdam & RegionCristian IonescuNo ratings yet
- Besing, Jessa Mae - ESSAYDocument5 pagesBesing, Jessa Mae - ESSAYJessa Mae Saguran BesingNo ratings yet
- WGH Fullbooklet 2014Document24 pagesWGH Fullbooklet 2014l1nt4n9luku100% (2)
- Slab Track DesignDocument107 pagesSlab Track DesignSivaneswaran Sabaratnam100% (2)
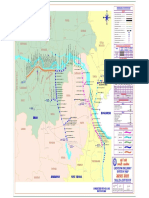
- Malda Division: Bangladesh BiharDocument1 pageMalda Division: Bangladesh BiharMitesh KumarNo ratings yet
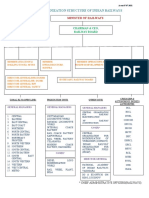
- Organisation Structure of Indian RailwaysDocument1 pageOrganisation Structure of Indian RailwaysSarabjot SinghNo ratings yet
- Logistics Unit 3 PDFDocument24 pagesLogistics Unit 3 PDFsaravanan akashNo ratings yet
- TransportationDocument7 pagesTransportationawasarevinayakNo ratings yet
- BR - Phase I 1.1 Organization of Indian RailwaysDocument60 pagesBR - Phase I 1.1 Organization of Indian RailwaysBhaskar RanjanNo ratings yet
- Signal 1Document107 pagesSignal 1Vikas Srivastav100% (3)
- Permanent Way HandbookDocument99 pagesPermanent Way HandbookPetar SimeonovNo ratings yet
- PDF Download - Flexity 2 - BombardierDocument2 pagesPDF Download - Flexity 2 - BombardierSahil Ullah KhanNo ratings yet
- Making of India's 1 PPP Metro Project: Reliance InfrastructureDocument28 pagesMaking of India's 1 PPP Metro Project: Reliance InfrastructureEticala RohithNo ratings yet
- BVCM (Design-B) Checksheet PDFDocument13 pagesBVCM (Design-B) Checksheet PDFVijay KumarNo ratings yet
- Symonds 2015Document17 pagesSymonds 2015PrasetyaHutamaNo ratings yet
- Carbody TiltingDocument34 pagesCarbody TiltinggundunathNo ratings yet
- Supply Chain Management in Construction Site by Using SPSS SoftwareDocument12 pagesSupply Chain Management in Construction Site by Using SPSS SoftwareInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Rail Wear Modelling: August 2017Document8 pagesRail Wear Modelling: August 2017Masud AlamNo ratings yet