You might also like
- Naval Sea Systems Command Anti Fouling ProgramDocument36 pagesNaval Sea Systems Command Anti Fouling Programtambok100% (1)
- DOD - Handbook of Paints & CoatingsDocument20 pagesDOD - Handbook of Paints & Coatingsjohn_p47No ratings yet
- Boat Laning CoatingDocument1 pageBoat Laning Coatingwaleedyehia100% (1)
- Impact Resistant Polyurethane TopcoatDocument5 pagesImpact Resistant Polyurethane Topcoaturipss100% (1)
- Abrasive Blasting COP August 2019Document47 pagesAbrasive Blasting COP August 2019Ian Flynn100% (1)
- Corrosion Protection Evaluation of Some Organic Coatings Incorrosion Protection EvaluationDocument61 pagesCorrosion Protection Evaluation of Some Organic Coatings Incorrosion Protection EvaluationUsama Awad100% (1)
- Influence of Paint On Steel Corrosion For Marine ApplicationsDocument8 pagesInfluence of Paint On Steel Corrosion For Marine ApplicationsHose Gamaliel100% (1)
- PcsDocument19 pagesPcsArun Prasad100% (1)
- NewbuildingUniversalPrimers WhitePaperDocument4 pagesNewbuildingUniversalPrimers WhitePapermkccm100% (1)
- Interspec: Tangguh Expansion ProjectDocument43 pagesInterspec: Tangguh Expansion ProjectZamri Rahmat SikumbangNo ratings yet
- Executive Summary:: International Maritime OrganizationDocument6 pagesExecutive Summary:: International Maritime Organizationtudormoraru100% (1)
- Steel Surface Defects Diagnosis and CureDocument19 pagesSteel Surface Defects Diagnosis and Cureahmerkhateeb100% (1)
- Ballast TK HempelsDocument15 pagesBallast TK HempelsGeorgios PapakostasNo ratings yet
- Interline 955 Performance Test Data ForDocument2 pagesInterline 955 Performance Test Data ForMehman Nasibov100% (1)
- Dr. Bugs Tan ADIPEC Conference PaperDocument23 pagesDr. Bugs Tan ADIPEC Conference PaperDr Bugs Tan100% (1)
- Research Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsDocument18 pagesResearch Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsJorge Suarez100% (1)
- Coating IndiaDocument53 pagesCoating Indiaagustinusset100% (1)
- PPL Su 2005 PDFDocument11 pagesPPL Su 2005 PDFresp-ect100% (1)
- Non Skid AreasDocument2 pagesNon Skid AreasHossain AnwarNo ratings yet
- Evaluation of Corrosion Protection Properties of Additives For Waterborne Epoxy Coatings On SteelDocument9 pagesEvaluation of Corrosion Protection Properties of Additives For Waterborne Epoxy Coatings On SteelJhon jairo100% (1)
- SPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersDocument6 pagesSPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersTangtang Guo100% (1)
- Salt Spray Testing - Why It Should Not Be Used To Compare Different Types of CoatingsDocument2 pagesSalt Spray Testing - Why It Should Not Be Used To Compare Different Types of Coatingsdwimukh360100% (1)
- Flooring Options For High Traffic Areas: Presented By: Jayson L. Helsel, P.E. KTA-Tator, IncDocument50 pagesFlooring Options For High Traffic Areas: Presented By: Jayson L. Helsel, P.E. KTA-Tator, IncJayesh100% (1)
- Thermal Spray Coating Preparation MethodsDocument6 pagesThermal Spray Coating Preparation MethodsIqbalAbdulloh100% (1)
- Repairing & Protective Coating System For Cooling Tower: SP Concare Pvt. LTDDocument6 pagesRepairing & Protective Coating System For Cooling Tower: SP Concare Pvt. LTDAnkita Baban Gavade100% (1)
- AGA - Embrittlement Galvanized Stainless SteelDocument1 pageAGA - Embrittlement Galvanized Stainless SteelMarcelo Hayashi NeyNo ratings yet
- NclUni Lect1 1103Document49 pagesNclUni Lect1 1103Dino Peduto100% (1)
- Coating To Seawater Cooling Tower Rev 0 27-04-03Document33 pagesCoating To Seawater Cooling Tower Rev 0 27-04-03gururaj100% (1)
- 001CorrosionArticleAntiCorrosionTechWEIQ PDFDocument3 pages001CorrosionArticleAntiCorrosionTechWEIQ PDFJACK100% (1)
- Fouling-Resistant Coating for Heat ExchangersDocument3 pagesFouling-Resistant Coating for Heat Exchangersزيد عدنان عبد الحسين100% (1)
- Tradeworks 170 Brochure 340108ADocument11 pagesTradeworks 170 Brochure 340108AJerry DiamondNo ratings yet
- Intra Laboratory Assessment of Commercial Test Kits For Quantifying Chloride On Steel SurfacesDocument11 pagesIntra Laboratory Assessment of Commercial Test Kits For Quantifying Chloride On Steel SurfacesAnonymous jw0enWB100% (1)
- Offshore coating repair durability testing of pre-treatment quality and coating layersDocument17 pagesOffshore coating repair durability testing of pre-treatment quality and coating layersANIBALLOPEZVEGA100% (1)
- CPT 1 ConcreteDocument9 pagesCPT 1 ConcreteJossef.ahsan Jossef.ahsan100% (1)
- Barrier-Adhesion Principle For Corrosion PrtotectionDocument10 pagesBarrier-Adhesion Principle For Corrosion PrtotectionINRO Ingeníeria100% (1)
- Corrosion Performance TestsDocument252 pagesCorrosion Performance TestsChatchai Manathamsombat100% (1)
- Progress in Organic Coating-PaperDocument22 pagesProgress in Organic Coating-Paperjibin k p100% (1)
- Repairing HDG ProductsDocument1 pageRepairing HDG ProductsZMC100% (1)
- Surface-Preparation Chemicals For Salt Decontamination or Flash Rust InhibitionDocument3 pagesSurface-Preparation Chemicals For Salt Decontamination or Flash Rust InhibitionDaniel Benegas100% (1)
- 1protective Coatings Application Unit 5Document220 pages1protective Coatings Application Unit 5Denis Ryan100% (1)
- The Basics of Airless Spraying TechniquesDocument18 pagesThe Basics of Airless Spraying TechniquesAndreas Penjaja100% (1)
- Material & Metalurgy: Organic Coatings Composition and Film FormationDocument24 pagesMaterial & Metalurgy: Organic Coatings Composition and Film FormationYulia Puspa Dewi100% (1)
- Abrasive BlastingDocument52 pagesAbrasive Blastinglwin_oo2435100% (1)
- Investigating Failure - Elevated Water Tank Coating Warranty RepairsKTA-TatorDocument6 pagesInvestigating Failure - Elevated Water Tank Coating Warranty RepairsKTA-TatorNsidibe Michael Etim100% (1)
- The Effect of Leach LayersDocument5 pagesThe Effect of Leach LayersChioibasNicolae100% (1)
- PolyurethaneDocument2 pagesPolyurethaneKokchuan WangNo ratings yet
- TSS - Overcoating Document - TSS-X CUT+TI-069-01+Overcoating+an+unknown+coatingDocument5 pagesTSS - Overcoating Document - TSS-X CUT+TI-069-01+Overcoating+an+unknown+coatingRifki Fathurrahman100% (1)
- Aspects of Salt Concentration On Prepared Steel SubstratesDocument6 pagesAspects of Salt Concentration On Prepared Steel Substratesmuthukumar100% (1)
- Commented - FZV Painting Specification-2019Document41 pagesCommented - FZV Painting Specification-2019Raj100% (1)
- GalvInfoNote - 3 - 1 How Zinc Protects SteelDocument6 pagesGalvInfoNote - 3 - 1 How Zinc Protects SteelKYAW SOE100% (1)
- Challenging The Organic "Zinc Rich" Primer StandardDocument9 pagesChallenging The Organic "Zinc Rich" Primer Standardaliabdulhamid100% (2)
- White Rust and Galvanized Cooling TowersDocument2 pagesWhite Rust and Galvanized Cooling Towersnorrisherrington100% (1)
- History Thermal SprayingDocument5 pagesHistory Thermal Sprayingmaverick_cvc100% (1)
- 2021-02-09 Approved Coating Systems Letter To Jotun (Signed MHH) - R1Document7 pages2021-02-09 Approved Coating Systems Letter To Jotun (Signed MHH) - R1Mohd Effiezool Yaser100% (1)
- BrederoShaw TP TropicEnvironment PDFDocument8 pagesBrederoShaw TP TropicEnvironment PDFMakrame BattazNo ratings yet
- Fouling Release Coatings Combat Fouling: Power Generation & Water Treatment FacilitiesDocument22 pagesFouling Release Coatings Combat Fouling: Power Generation & Water Treatment Facilitiesthai avvai100% (1)
- International Journal of Chemtech Research: Neetu SinghDocument5 pagesInternational Journal of Chemtech Research: Neetu Singhthai avvai100% (1)
- Coating InspectionDocument11 pagesCoating InspectionManoranjan Nayak100% (1)
- HOW TO MANAGE A PAINTING or COATING PROJECT2Document11 pagesHOW TO MANAGE A PAINTING or COATING PROJECT2Corrosion MarketingNo ratings yet
- Abrasive Blasters 1.5 - 20 Cu. FT: Operation and Maintenance ManualDocument86 pagesAbrasive Blasters 1.5 - 20 Cu. FT: Operation and Maintenance Manualhainguyenbkvhv100% (1)
- Airless AccessoriesDocument28 pagesAirless AccessorieshainguyenbkvhvNo ratings yet
- Abrasive Blasting and Spray Painting SafetyDocument10 pagesAbrasive Blasting and Spray Painting SafetyOgala OscarNo ratings yet
- للمزيد من المعلومات، زوروا صفحتنا علي الفيس بوكDocument1 pageللمزيد من المعلومات، زوروا صفحتنا علي الفيس بوكAsad SohailNo ratings yet
- AmphiBlastBrochure062017 NortonForEmailDocument8 pagesAmphiBlastBrochure062017 NortonForEmailhainguyenbkvhvNo ratings yet
- Comparing Offshore Structural StandardsDocument219 pagesComparing Offshore Structural StandardsNils Antoine Freund100% (2)
- Sponge Media For Profiling & AbradingDocument1 pageSponge Media For Profiling & AbradinghainguyenbkvhvNo ratings yet
- Primavera P6 Exercise WorksheetDocument35 pagesPrimavera P6 Exercise Worksheetdyeyson3095% (19)
- Ch3pro220 PDFDocument25 pagesCh3pro220 PDFhainguyenbkvhvNo ratings yet
- Reinforced Branch Connection in A Piping System - Set-On TypeDocument2 pagesReinforced Branch Connection in A Piping System - Set-On TypeRajendra LabadeNo ratings yet
- Construction HandbookDocument480 pagesConstruction Handbooksmacfarlane1463089% (27)
- 93334Document110 pages93334hainguyenbkvhvNo ratings yet
- Calcium Silicate Insulation BrochureDocument52 pagesCalcium Silicate Insulation Brochureibson045001256No ratings yet
- VV3160-009-A-102!4!0001 - Method Statement For Piping Carbon Steel InstallationDocument42 pagesVV3160-009-A-102!4!0001 - Method Statement For Piping Carbon Steel InstallationhainguyenbkvhvNo ratings yet
- Chapter 9 - Reducing Project DurationDocument20 pagesChapter 9 - Reducing Project DurationhainguyenbkvhvNo ratings yet
- Bounce For Kids 1 PDFDocument100 pagesBounce For Kids 1 PDFHelga Carola Fritz Viertel100% (1)
- Method StatementDocument15 pagesMethod StatementhainguyenbkvhvNo ratings yet
- Confirmation Letter Wet Garnet Blasting 20 YearsDocument1 pageConfirmation Letter Wet Garnet Blasting 20 YearshainguyenbkvhvNo ratings yet
- Reinforced Branch Connection in A Piping System - Set-On TypeDocument2 pagesReinforced Branch Connection in A Piping System - Set-On TypeRajendra LabadeNo ratings yet
- Mechanical Engineering Drawing: SR KaleDocument22 pagesMechanical Engineering Drawing: SR KaleAdnan RanaNo ratings yet
- Power Boilers-A Guide To Section I of The Asme Bpvc-2nd Ed.-2011Document332 pagesPower Boilers-A Guide To Section I of The Asme Bpvc-2nd Ed.-2011hainguyenbkvhv100% (6)
- Api 510Document4 pagesApi 510dandiar1100% (2)
- 1 PDFDocument695 pages1 PDFhainguyenbkvhvNo ratings yet
- Mechanical Engineering Drawing: SR KaleDocument22 pagesMechanical Engineering Drawing: SR KaleAdnan RanaNo ratings yet
- Power Boilers-A Guide To Section I of The Asme Bpvc-2nd Ed.-2011Document332 pagesPower Boilers-A Guide To Section I of The Asme Bpvc-2nd Ed.-2011hainguyenbkvhv100% (6)
- BS 976 Part 1Document13 pagesBS 976 Part 1hainguyenbkvhvNo ratings yet
- Method StatementDocument15 pagesMethod StatementhainguyenbkvhvNo ratings yet
- JPCL Web Burgess ContainDocument52 pagesJPCL Web Burgess ContainhainguyenbkvhvNo ratings yet
- Ceramic Polymer STP Ep HV Part A - V 1,04 - 2016!02!19 - GB en CP 90 ADocument10 pagesCeramic Polymer STP Ep HV Part A - V 1,04 - 2016!02!19 - GB en CP 90 AhainguyenbkvhvNo ratings yet
- Ceramic Polymer QuotationDocument1 pageCeramic Polymer QuotationhainguyenbkvhvNo ratings yet
- Atlas of European History 1909 PDFDocument192 pagesAtlas of European History 1909 PDFdespot88100% (1)
- DanishDocument6 pagesDanishmaverick_1901No ratings yet
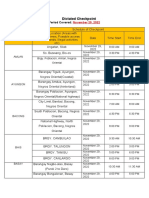
- Dictated Checkpoint Schedule 11-29-2022-EDocument6 pagesDictated Checkpoint Schedule 11-29-2022-EGuihulngan PulisNo ratings yet
- JN Kapferer - The Luxury StrategyDocument337 pagesJN Kapferer - The Luxury StrategyPaulie Michaelle100% (50)
- PS2 .hack//G.U. Vol. 1: Rebirth Cheats GuideDocument74 pagesPS2 .hack//G.U. Vol. 1: Rebirth Cheats GuideSigit WicaksonoNo ratings yet
- Bibliography of The CrusadesDocument47 pagesBibliography of The CrusadesБелый ОрёлNo ratings yet
- List of 47 Street locales in ArgentinaDocument101 pagesList of 47 Street locales in ArgentinaJose patricio Bengono NsueNo ratings yet
- Fort BibliographyDocument7 pagesFort BibliographyCarlos BastosNo ratings yet
- What Was It? Who Were Involved?: The Blue RebellionDocument1 pageWhat Was It? Who Were Involved?: The Blue RebellionAmitabh ChaturvediNo ratings yet
- Caesar de Bello Gallico TranslationDocument3 pagesCaesar de Bello Gallico TranslationKevin ShinNo ratings yet
- Darfur Now Not On Our Watch Teaching UnitDocument73 pagesDarfur Now Not On Our Watch Teaching UnitFacing History and Ourselves100% (12)
- Timeline Iranian RevolutionDocument3 pagesTimeline Iranian Revolutionapi-214385850No ratings yet
- Belcher Bits BB-42: Massive Ordnance Penetrator (MOP) 1/48 Belcher BitsDocument1 pageBelcher Bits BB-42: Massive Ordnance Penetrator (MOP) 1/48 Belcher BitsJohn ShermanNo ratings yet
- The Complete Maus by Art Spiegelman - Lisa's Study GuidesDocument21 pagesThe Complete Maus by Art Spiegelman - Lisa's Study GuidesmaullinNo ratings yet
- A Long Walk To ChurchDocument188 pagesA Long Walk To Churchbyzntn150% (2)
- The Contemporary World: Learning GuideDocument21 pagesThe Contemporary World: Learning GuideRyan Ritchie PunongbayanNo ratings yet
- Session 10 PANCHATANTRA PDFDocument26 pagesSession 10 PANCHATANTRA PDFVijay Deena nath ChouhanNo ratings yet
- Special Ops "Unified Theory"Document82 pagesSpecial Ops "Unified Theory"Michael CessnaNo ratings yet
- ADP 6-0 Mission CommandDocument110 pagesADP 6-0 Mission CommandMichael JohnsonNo ratings yet
- UFC Agency-Specific DocsDocument10 pagesUFC Agency-Specific DocsrsadibNo ratings yet
- M16A1Document8 pagesM16A1Johnna SaldivarNo ratings yet
- Karl Radl - Sources On Jews and CommunismDocument92 pagesKarl Radl - Sources On Jews and CommunismFlorin TanasoiuNo ratings yet
- Carrier Strike (1992 Game) ManualDocument65 pagesCarrier Strike (1992 Game) ManualDinko OdakNo ratings yet
- AP US History - Timeline - The PresidentsDocument7 pagesAP US History - Timeline - The PresidentsAeronautix100% (1)
- The TupamarosDocument5 pagesThe TupamarosMohamedAbdelkarimNo ratings yet
- Psycho Pass Pelicula GuionDocument40 pagesPsycho Pass Pelicula GuionAlexandra ExeNo ratings yet
- Current Affairs Weekly MCQs 1st Week February 2021Document23 pagesCurrent Affairs Weekly MCQs 1st Week February 2021Sajjad AbbasiNo ratings yet
- Uncommon Alliance For The Common Good: The United States and Japan After The Cold WarDocument272 pagesUncommon Alliance For The Common Good: The United States and Japan After The Cold WarCarnegie Endowment for International PeaceNo ratings yet
- Weil Family - MacTutor HistoryDocument4 pagesWeil Family - MacTutor Historyjohn_k7408No ratings yet