You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CH 10Document124 pagesCH 10Priyanka CholletiNo ratings yet
- Physics Topic Wise Past Papers Paper 4Document3 pagesPhysics Topic Wise Past Papers Paper 4Naveed AshrafNo ratings yet
- Periodic Table ReviewerDocument3 pagesPeriodic Table RevieweranonymousNo ratings yet
- MahatoDocument20 pagesMahatoRiswanAghanShaputraNo ratings yet
- Xi CH 1Document33 pagesXi CH 1Sajid UllahNo ratings yet
- Nothing Is Solid and Everything Is EnergyDocument13 pagesNothing Is Solid and Everything Is Energyfloripop2986No ratings yet
- Routh-Hurwitz Stability CriterionDocument33 pagesRouth-Hurwitz Stability CriterionFarhan d'Avenger0% (1)
- What Is Going On in The SkyDocument16 pagesWhat Is Going On in The SkyNathan R Noble IIINo ratings yet
- DC To DC Mobile Charging Using DDocument12 pagesDC To DC Mobile Charging Using DanmolNo ratings yet
- Chapter5 RDocument37 pagesChapter5 Rsusovan56No ratings yet
- Presented To: Dr. Islam Ullah Khan Presented By: Khadeeja Ikram Roll No: 0164-BH-CHEM-11Document45 pagesPresented To: Dr. Islam Ullah Khan Presented By: Khadeeja Ikram Roll No: 0164-BH-CHEM-11Abiyot NeguNo ratings yet
- Chapter 16 Star Birth: The Cosmic Perspective, 7e (Bennett Et Al.)Document19 pagesChapter 16 Star Birth: The Cosmic Perspective, 7e (Bennett Et Al.)Edwin ChuenNo ratings yet
- Assignment 2Document3 pagesAssignment 2Manu K Vasudevan0% (1)
- Chapter 1 Introduction To Engineering EconomyDocument8 pagesChapter 1 Introduction To Engineering EconomyJason AdiaNo ratings yet
- 1 - Units and Measurements, Errors and Dimensional AnalysisDocument18 pages1 - Units and Measurements, Errors and Dimensional AnalysisSivakumar Sarma100% (1)
- Unit 4Document76 pagesUnit 4Hemant TulsaniNo ratings yet
- HPSC AP Physics 2016Document27 pagesHPSC AP Physics 2016SAHIN InspireNo ratings yet
- Fundamentals of Beam BracingDocument16 pagesFundamentals of Beam Bracingofingjbrm100% (1)
- SME 2002 Local Stresses in Belt Turnovers in Conveyor BeltDocument18 pagesSME 2002 Local Stresses in Belt Turnovers in Conveyor BeltWashington Morais100% (1)
- Datasheet DXDocument2 pagesDatasheet DXAsnawirarrr100% (2)
- DSP-1 (Intro) (S)Document77 pagesDSP-1 (Intro) (S)karthik0433No ratings yet
- Dynamic Force Analysis 2Document41 pagesDynamic Force Analysis 2Prem sharmaNo ratings yet
- ClayMineralogy SivakuganDocument31 pagesClayMineralogy SivakuganMath ManiaNo ratings yet
- Temperature Effects On Resistance PDFDocument2 pagesTemperature Effects On Resistance PDFLaurence MichaelNo ratings yet
- SFD and BMD in FramesDocument98 pagesSFD and BMD in FramesSYifa ShuhaIliNo ratings yet
- Final Exam 2012Document12 pagesFinal Exam 2012Mat MorashNo ratings yet
- Lawrence M. Hull - Mach Reflection of Spherical Detonation WavesDocument10 pagesLawrence M. Hull - Mach Reflection of Spherical Detonation WavesGhoree23456100% (1)
- Matlab Code For Solution by Torsional Equivalence MethodDocument6 pagesMatlab Code For Solution by Torsional Equivalence MethodmishtinilNo ratings yet
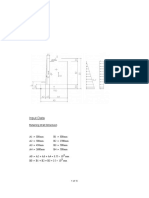
- MathCAD - Retaining Wall FoundationDocument6 pagesMathCAD - Retaining Wall FoundationValentinNo ratings yet
- Mechanical Properties of Materials: Manufacturing Processes, 1311 DR Simin Nasseri Southern Polytechnic State UniversityDocument44 pagesMechanical Properties of Materials: Manufacturing Processes, 1311 DR Simin Nasseri Southern Polytechnic State Universityspades24kNo ratings yet