You might also like
- Control de Nivel y AccesoriosDocument12 pagesControl de Nivel y AccesoriosHenry MoyaNo ratings yet
- Pesos GratingDocument2 pagesPesos GratingHenry MoyaNo ratings yet
- 4 8Document1 page4 8Henry MoyaNo ratings yet
- PC130 7Document220 pagesPC130 7Fernando Sabino94% (54)
- PC130 7Document220 pagesPC130 7Fernando Sabino94% (54)
- Automation of Fracture and Fatigue Assessment Procedures (BS 7910) For Engineering Critical AssessmentDocument2 pagesAutomation of Fracture and Fatigue Assessment Procedures (BS 7910) For Engineering Critical AssessmentbkchoiNo ratings yet
- Ase Diccionario Tecnico Automotriz 1Document47 pagesAse Diccionario Tecnico Automotriz 1Julian David RodriguezNo ratings yet
- Ase Diccionario Tecnico Automotriz 1Document47 pagesAse Diccionario Tecnico Automotriz 1Julian David RodriguezNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Rice Research: Open Access: Black Rice Cultivation and Forming Practices: Success Story of Indian FarmersDocument2 pagesRice Research: Open Access: Black Rice Cultivation and Forming Practices: Success Story of Indian Farmersapi-420356823No ratings yet
- NTS - Candidate (Portal)Document1 pageNTS - Candidate (Portal)Noureen FatimaNo ratings yet
- Adult Congenital Heart Disease Board ReviewDocument76 pagesAdult Congenital Heart Disease Board ReviewOQAB13No ratings yet
- Therminol 55Document5 pagesTherminol 55Dinesh KumarNo ratings yet
- Research PaperDocument12 pagesResearch PapershreyanshNo ratings yet
- Radiol 2020201473Document37 pagesRadiol 2020201473M Victoria SalazarNo ratings yet
- The Pentester BlueprintDocument27 pagesThe Pentester Blueprintjames smith100% (1)
- Understanding Empathy and SympathyDocument2 pagesUnderstanding Empathy and SympathyFrinces MarvidaNo ratings yet
- Oxihalide AcisDocument8 pagesOxihalide AcisDina Ikrama PutriNo ratings yet
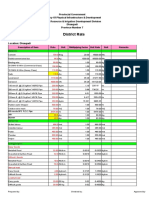
- Khatr Khola ISP District RatesDocument56 pagesKhatr Khola ISP District RatesCivil EngineeringNo ratings yet
- Nursing Care of ElderlyDocument26 pagesNursing Care of ElderlyIndra KumarNo ratings yet
- Coal Workers' Pneumoconiosis (Black Lung Disease) Treatment & Management - Approach Considerations, Medical Care, Surgical CareDocument2 pagesCoal Workers' Pneumoconiosis (Black Lung Disease) Treatment & Management - Approach Considerations, Medical Care, Surgical CareامينNo ratings yet
- Sugar Reseach in AustraliaDocument16 pagesSugar Reseach in AustraliaJhonattanIsaacNo ratings yet
- PE 560 Atomic Absorption Spectrophotometer ManualDocument176 pagesPE 560 Atomic Absorption Spectrophotometer ManualDavid Allan100% (1)
- Rajasthan PET Chemistry 1997 Exam with Detailed SolutionsDocument34 pagesRajasthan PET Chemistry 1997 Exam with Detailed SolutionsYumit MorwalNo ratings yet
- RCF's Market Analysis of Dealer NetworkDocument70 pagesRCF's Market Analysis of Dealer NetworkAshok KushwahaNo ratings yet
- Holy Cross Academy Quarterly Cookery ExamDocument4 pagesHoly Cross Academy Quarterly Cookery ExamAlle Eiram Padillo95% (21)
- El Bill PDFDocument2 pagesEl Bill PDFvinodNo ratings yet
- 6V Plush Ride-On: Owner'S ManualDocument26 pages6V Plush Ride-On: Owner'S ManualVisas LaredoNo ratings yet
- Pakistan List of Approved Panel PhysicianssDocument5 pagesPakistan List of Approved Panel PhysicianssGulzar Ahmad RawnNo ratings yet
- Sunflower Herbicide ChartDocument2 pagesSunflower Herbicide ChartpapucicaNo ratings yet
- Borri Ups b9000 Ups Service Manual - CompressDocument180 pagesBorri Ups b9000 Ups Service Manual - CompressArun SNo ratings yet
- Rainer M. Holm-Hadulla, Alina Bertolino: Use of Drugs by Jazz MusiciansDocument3 pagesRainer M. Holm-Hadulla, Alina Bertolino: Use of Drugs by Jazz MusiciansTitikshaNo ratings yet
- CV Dang Hoang Du - 2021Document7 pagesCV Dang Hoang Du - 2021Tran Khanh VuNo ratings yet
- Final TLE9 Nail Care9 Q1 Module 3Document20 pagesFinal TLE9 Nail Care9 Q1 Module 3Ma. Andrea LagmanNo ratings yet
- Stepan Formulation 943Document2 pagesStepan Formulation 943Mohamed AdelNo ratings yet
- Healthcare Financing in IndiADocument86 pagesHealthcare Financing in IndiAGeet Sheil67% (3)
- Health Programs Activities Timeframe Expected Output Child CareDocument3 pagesHealth Programs Activities Timeframe Expected Output Child CareC SamNo ratings yet
- Acute Coronary Syndrome Guidelines 2020Document79 pagesAcute Coronary Syndrome Guidelines 2020Γιώργος ΕλευθεριάδηςNo ratings yet
- CHAPTER 15 Managing Current AssetsDocument26 pagesCHAPTER 15 Managing Current AssetsAhsanNo ratings yet