You might also like
- Millionaire Next Door QuestionsDocument7 pagesMillionaire Next Door Questionsapi-360370073No ratings yet
- Overheating and Fuel Ash Corrosion Failure of Boiler TubeDocument18 pagesOverheating and Fuel Ash Corrosion Failure of Boiler TubeJackSparrow86No ratings yet
- Huawei Core Roadmap TRM10 Dec 14 2011 FinalDocument70 pagesHuawei Core Roadmap TRM10 Dec 14 2011 Finalfirasibraheem100% (1)
- SH210 5 SERVCE CD PDF Pages 1 33Document33 pagesSH210 5 SERVCE CD PDF Pages 1 33Em sulistio87% (23)
- A Winning Formula: Debrief For The Asda Case (Chapter 14, Shaping Implementation Strategies) The Asda CaseDocument6 pagesA Winning Formula: Debrief For The Asda Case (Chapter 14, Shaping Implementation Strategies) The Asda CaseSpend ThriftNo ratings yet
- Steam Explosion in Ammonia PlantDocument10 pagesSteam Explosion in Ammonia PlantZulhafizan ZulkifliNo ratings yet
- Damage of Austenitic StainlesDAMAGE OF AUSTENITIC STAINLESS STEEL DUE TO THERMAL FATIGUEs Steel Due To Thermal Fatigue - DzulDocument4 pagesDamage of Austenitic StainlesDAMAGE OF AUSTENITIC STAINLESS STEEL DUE TO THERMAL FATIGUEs Steel Due To Thermal Fatigue - DzulDzul Cem EdataNo ratings yet
- KOTC Bunker Ship Concept-Initial SpecDocument8 pagesKOTC Bunker Ship Concept-Initial SpecArchie SmileyNo ratings yet
- Automated Design of A Ship Mooring PDFDocument11 pagesAutomated Design of A Ship Mooring PDFgksahaNo ratings yet
- Moisture in BuildingsDocument35 pagesMoisture in BuildingsAlexandros KosmasNo ratings yet
- (1831) The Naval Gallery of GreenwichDocument398 pages(1831) The Naval Gallery of GreenwichHerbert Hillary Booker 2nd100% (1)
- A Gust and Wind Both Refer To The Movement of Different Gases in The Earth's Atmosphere Around The EarthDocument2 pagesA Gust and Wind Both Refer To The Movement of Different Gases in The Earth's Atmosphere Around The EarthMasoodMiyanNo ratings yet
- The Industry - Oldest Original Steamer - 1814Document2 pagesThe Industry - Oldest Original Steamer - 1814Clyde SteamersNo ratings yet
- Blue RibandDocument20 pagesBlue Ribandelenaanalia88No ratings yet
- CAMS M3 RB DynamicsDocument53 pagesCAMS M3 RB DynamicsIsaac Kuma YeboahNo ratings yet
- 2010-Master Guide To Ships PipingDocument32 pages2010-Master Guide To Ships Pipingedje_20No ratings yet
- Dinamic Force On An Elbow Caused by A Traveling Liquid SlugDocument11 pagesDinamic Force On An Elbow Caused by A Traveling Liquid SlugshaffetiNo ratings yet
- BRE Testing ListDocument5 pagesBRE Testing ListReshmita PallaNo ratings yet
- Ballast Tank DescalingDocument4 pagesBallast Tank DescalingArchie Smiley100% (1)
- Best Practice Guide FinalDocument64 pagesBest Practice Guide Finalamirice70No ratings yet
- Burns Shipping Companies Early HistoryDocument16 pagesBurns Shipping Companies Early HistoryRobert CathcartNo ratings yet
- Knowledge - Sharing - Downstream of LNG Supply ChainDocument226 pagesKnowledge - Sharing - Downstream of LNG Supply ChainHERMAN TIARNo ratings yet
- 2 BV PresentationDocument10 pages2 BV PresentationKaran DoshiNo ratings yet
- Cheniere Energy LNG TerminalDocument8 pagesCheniere Energy LNG TerminalKong LingweiNo ratings yet
- Controlling Dampness in A Building ReportDocument35 pagesControlling Dampness in A Building ReportutkarshgayguwalNo ratings yet
- Inspection Chart MonobuoyDocument2 pagesInspection Chart MonobuoyJavier VillasmilNo ratings yet
- Unfired Clay Masonry: Information Paper IP 16/11Document6 pagesUnfired Clay Masonry: Information Paper IP 16/11Amanpreet singhNo ratings yet
- NOX Calculations PDFDocument59 pagesNOX Calculations PDFbwryeNo ratings yet
- History of Merchant Shipping and Ancient Commerce by WS Lindsay v4 (1876)Document738 pagesHistory of Merchant Shipping and Ancient Commerce by WS Lindsay v4 (1876)morefaya2006100% (1)
- Energy Efficiency and Historic Buildings: Insulating Solid Ground FloorsDocument19 pagesEnergy Efficiency and Historic Buildings: Insulating Solid Ground FloorsAnonymous lMTMFfmPlNo ratings yet
- Estimating 3-Second and Maximum Instantaneous Gusts From 1-Minute Sustained Wind Speeds During A HurricaneDocument3 pagesEstimating 3-Second and Maximum Instantaneous Gusts From 1-Minute Sustained Wind Speeds During A HurricaneAy ChNo ratings yet
- TGM Isolated Storages 010910 NKDocument261 pagesTGM Isolated Storages 010910 NKVinod MNo ratings yet
- The Universal Advertiser 1754Document236 pagesThe Universal Advertiser 1754Geordie WinkleNo ratings yet
- Fire and Explosion of LPG TankDocument14 pagesFire and Explosion of LPG TankRhama WijayaNo ratings yet
- History of LNGDocument9 pagesHistory of LNGNick Tarr0% (1)
- Seaborne EthaneDocument27 pagesSeaborne EthaneAnonymous icnhaNsFNo ratings yet
- Juris Coop Maier ECT BITs EU PDFDocument98 pagesJuris Coop Maier ECT BITs EU PDFAnonymous i5KEeYncPNo ratings yet
- IAPH LNG Bunker Checklist Ship To Ship Final v3.7b Incl GuidelinesDocument32 pagesIAPH LNG Bunker Checklist Ship To Ship Final v3.7b Incl GuidelinesFilipNo ratings yet
- Corrosion Cost FactsDocument1 pageCorrosion Cost FactsDvs RamaraoNo ratings yet
- Hetas Guide No17 April-2011Document178 pagesHetas Guide No17 April-2011craftychapNo ratings yet
- Marine Pollution ConventionsDocument4 pagesMarine Pollution Conventionssusnata236No ratings yet
- Appendix E Preliminary Hazard AnalysisDocument66 pagesAppendix E Preliminary Hazard Analysissusa2536No ratings yet
- Arklow Meadow ReportDocument39 pagesArklow Meadow ReportMona TrunajayaNo ratings yet
- Pre-Arrival ESD Testing SOP RevisionDocument5 pagesPre-Arrival ESD Testing SOP RevisionSanket MahajanNo ratings yet
- GL - Rules For Classification and ConstructionDocument124 pagesGL - Rules For Classification and ConstructionMasterPie1950100% (1)
- BASF 100 Years Ammonia 1902-1924 - enDocument4 pagesBASF 100 Years Ammonia 1902-1924 - enSyukri ShahNo ratings yet
- LNG Terminals in JapanDocument12 pagesLNG Terminals in Japantotoq51100% (2)
- FTPDocument12 pagesFTPaymansafetyNo ratings yet
- William Watson's Eagle and Other U.S. Civil War Blockade RunnersDocument16 pagesWilliam Watson's Eagle and Other U.S. Civil War Blockade RunnersRobert CathcartNo ratings yet
- General Cleaning GuideDocument11 pagesGeneral Cleaning GuidecptmehmetkaptanNo ratings yet
- Improvement of Emissivity of Furnace RefractoryDocument8 pagesImprovement of Emissivity of Furnace RefractoryRinku SingrohaNo ratings yet
- Technical Report - Discharge Facilities For Oil Recovered at Sea PDFDocument356 pagesTechnical Report - Discharge Facilities For Oil Recovered at Sea PDFSurya Chala PraveenNo ratings yet
- History of ThemodynamicsDocument18 pagesHistory of Themodynamicsyasir_arafat_132182No ratings yet
- P&I Claims Analysis Web PDFDocument76 pagesP&I Claims Analysis Web PDFMyo Htet LinnNo ratings yet
- The Other Oil SpillsDocument1 pageThe Other Oil SpillsToronto StarNo ratings yet
- History of LPG-Propane - Who Invented or Discovered It & When - Origin of LPG - ELGAS - LPG Gas For Home & BusinessDocument3 pagesHistory of LPG-Propane - Who Invented or Discovered It & When - Origin of LPG - ELGAS - LPG Gas For Home & BusinessVenkatesh ChNo ratings yet
- A Guide To Ballast Tanks On ShipsDocument9 pagesA Guide To Ballast Tanks On ShipsGiorgi KandelakiNo ratings yet
- Oils: Diesel: Cautionary Response InformationDocument2 pagesOils: Diesel: Cautionary Response InformationMarco SantiagoNo ratings yet
- The Regulation of LNG Terminals in FranceDocument40 pagesThe Regulation of LNG Terminals in FranceEemeli RinneNo ratings yet
- The Effects of Fuel Additives On Diesel Engine Emissions During Steady State and Transient OperationDocument163 pagesThe Effects of Fuel Additives On Diesel Engine Emissions During Steady State and Transient OperationMohamad El NaggarNo ratings yet
- Gasasa Marine Fuel: Recommendations For Linked Emergency Shutdown (ESD) Arrangements For LNG BunkeringDocument14 pagesGasasa Marine Fuel: Recommendations For Linked Emergency Shutdown (ESD) Arrangements For LNG Bunkeringmhientb100% (1)
- Laminations Led To IncidentDocument3 pagesLaminations Led To IncidentAhmad KadafiNo ratings yet
- Life Assessment of High Temperature HeadersDocument31 pagesLife Assessment of High Temperature HeadersAnonymous UoHUag100% (1)
- Otegui 2015Document18 pagesOtegui 2015CHONKARN CHIABLAMNo ratings yet
- Hierarchy of The Inchoate Crimes: Conspiracy Substantive CrimeDocument18 pagesHierarchy of The Inchoate Crimes: Conspiracy Substantive CrimeEmely AlmonteNo ratings yet
- Sciencedirect: Jad Imseitif, He Tang, Mike Smith Jad Imseitif, He Tang, Mike SmithDocument10 pagesSciencedirect: Jad Imseitif, He Tang, Mike Smith Jad Imseitif, He Tang, Mike SmithTushar singhNo ratings yet
- Ms Microsoft Office - WordDocument3 pagesMs Microsoft Office - WordFarisha NasirNo ratings yet
- Nat Law 2 - CasesDocument12 pagesNat Law 2 - CasesLylo BesaresNo ratings yet
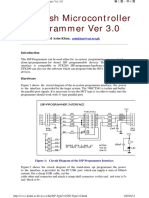
- ISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanDocument4 pagesISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanSrđan PavićNo ratings yet
- Computer System Architecture: Pamantasan NG CabuyaoDocument12 pagesComputer System Architecture: Pamantasan NG CabuyaoBien MedinaNo ratings yet
- Sales Manager Latin AmericaDocument3 pagesSales Manager Latin Americaapi-76934736No ratings yet
- Acevac Catalogue VCD - R3Document6 pagesAcevac Catalogue VCD - R3Santhosh KumarNo ratings yet
- Lexington School District Two Return To School GuideDocument20 pagesLexington School District Two Return To School GuideWLTXNo ratings yet
- Ramp Footing "RF" Wall Footing-1 Detail: Blow-Up Detail "B"Document2 pagesRamp Footing "RF" Wall Footing-1 Detail: Blow-Up Detail "B"Genevieve GayosoNo ratings yet
- Te 1569 Web PDFDocument272 pagesTe 1569 Web PDFdavid19890109No ratings yet
- (ENG) Visual Logic Robot ProgrammingDocument261 pages(ENG) Visual Logic Robot ProgrammingAbel Chaiña Gonzales100% (1)
- Sworn Statement of Assets, Liabilities and Net WorthDocument3 pagesSworn Statement of Assets, Liabilities and Net WorthShelby AntonioNo ratings yet
- Delta PresentationDocument36 pagesDelta Presentationarch_ianNo ratings yet
- Safety Data Sheet: Fumaric AcidDocument9 pagesSafety Data Sheet: Fumaric AcidStephen StantonNo ratings yet
- Soneri Bank Compensation PolicyDocument20 pagesSoneri Bank Compensation PolicySapii Mandhan100% (1)
- Matrix of Consumer Agencies and Areas of Concern: Specific Concern Agency ConcernedDocument4 pagesMatrix of Consumer Agencies and Areas of Concern: Specific Concern Agency ConcernedAJ SantosNo ratings yet
- Reference: Digital Image Processing Rafael C. Gonzalez Richard E. WoodsDocument43 pagesReference: Digital Image Processing Rafael C. Gonzalez Richard E. WoodsNisha JosephNo ratings yet
- SMK Techno ProjectDocument36 pagesSMK Techno Projectpraburaj619No ratings yet
- XI STD Economics Vol-1 EM Combined 12.10.18 PDFDocument288 pagesXI STD Economics Vol-1 EM Combined 12.10.18 PDFFebin Kurian Francis0% (1)
- Nissan E-NV200 Combi UKDocument31 pagesNissan E-NV200 Combi UKMioMaulenovoNo ratings yet
- In Partial Fulfillment of The Requirements For The Award of The Degree ofDocument66 pagesIn Partial Fulfillment of The Requirements For The Award of The Degree ofcicil josyNo ratings yet
- (ACYFAR2) Toribio Critique Paper K36.editedDocument12 pages(ACYFAR2) Toribio Critique Paper K36.editedHannah Jane ToribioNo ratings yet
- tdr100 - DeviceDocument4 pagestdr100 - DeviceSrđan PavićNo ratings yet
- TP1743 - Kertas 1 Dan 2 Peperiksaan Percubaan SPM Sains 2023-20243Document12 pagesTP1743 - Kertas 1 Dan 2 Peperiksaan Percubaan SPM Sains 2023-20243Felix ChewNo ratings yet
- HP Sustainability Impact Report 2018Document147 pagesHP Sustainability Impact Report 2018Rinaldo loboNo ratings yet