You might also like
- Fluid Dynamics in Complex Fractured-Porous SystemsFrom EverandFluid Dynamics in Complex Fractured-Porous SystemsBoris FaybishenkoNo ratings yet
- New Procedure To Investigate External Sulphate Attack On Cementitious MaterialsDocument8 pagesNew Procedure To Investigate External Sulphate Attack On Cementitious MaterialsCarlos Augusto Sánchez RondónNo ratings yet
- Advances in Materials Science for Environmental and Energy Technologies VIFrom EverandAdvances in Materials Science for Environmental and Energy Technologies VITatsuki OhjiNo ratings yet
- Rheological Behaviors of Fresh PDFDocument15 pagesRheological Behaviors of Fresh PDFKevin ChumánNo ratings yet
- Influence of particle size on cement-fly ash paste propertiesDocument6 pagesInfluence of particle size on cement-fly ash paste propertiesLenia LuciaNo ratings yet
- Cement Grout Properties Vary in TestsDocument9 pagesCement Grout Properties Vary in Teststman1991No ratings yet
- Effect of Binder Composition On The Structure of CDocument6 pagesEffect of Binder Composition On The Structure of CMuhammad YaseenNo ratings yet
- The Influence of Different Curing Conditions On The Pore Structure and Related Properties of Fly-Ash Cement Pastes and MortarsDocument11 pagesThe Influence of Different Curing Conditions On The Pore Structure and Related Properties of Fly-Ash Cement Pastes and MortarsTarek ChikerNo ratings yet
- Ijciet 06 10 009Document10 pagesIjciet 06 10 009IAEME PublicationNo ratings yet
- Experimental Study On The Performance of Pervious PDFDocument7 pagesExperimental Study On The Performance of Pervious PDFsagar somvanshiNo ratings yet
- Re-Aim Research PaperDocument9 pagesRe-Aim Research Paperapi-390422023No ratings yet
- Properties of Pervious Concrete With Various Types and Sizes of AggregateDocument14 pagesProperties of Pervious Concrete With Various Types and Sizes of Aggregatetrisutomo10No ratings yet
- Materials: The Performance of Super Absorbent Polymer (SAP) Water-Retaining Asphalt MixtureDocument19 pagesMaterials: The Performance of Super Absorbent Polymer (SAP) Water-Retaining Asphalt MixturePamela Natali Hern�ndez TorresNo ratings yet
- Development and Properties of Self Compacting Concrete Mixed With Fly AshDocument4 pagesDevelopment and Properties of Self Compacting Concrete Mixed With Fly AshHans Hans SadzNo ratings yet
- Mechanical Behaviour of Concrete Made With Fine Recycled Concrete AggregatesDocument6 pagesMechanical Behaviour of Concrete Made With Fine Recycled Concrete AggregatesNika-Kentauri SerendipitousNo ratings yet
- Research Paper Variation Pattern in Ingredients Quantities Due To Superplasticizer and Fly Ash in Concrete Mixes Designed As Per Is Code Address For Correspondence, CG, IndiaDocument4 pagesResearch Paper Variation Pattern in Ingredients Quantities Due To Superplasticizer and Fly Ash in Concrete Mixes Designed As Per Is Code Address For Correspondence, CG, IndiaahmedanyNo ratings yet
- 8 - Civil - Ijcseierd - Effect - Rahul DubeyDocument8 pages8 - Civil - Ijcseierd - Effect - Rahul DubeyTJPRC PublicationsNo ratings yet
- An Experimental Study On The Water-Purification Properties of Porous Cocncrete PDFDocument8 pagesAn Experimental Study On The Water-Purification Properties of Porous Cocncrete PDFabdul rahemanNo ratings yet
- 16IJMPERDAPR201916Document12 pages16IJMPERDAPR201916TJPRC PublicationsNo ratings yet
- Recycling of EPS - A New Methodology For Production of Concrete Impregnated With Polystyrene (CIP)Document6 pagesRecycling of EPS - A New Methodology For Production of Concrete Impregnated With Polystyrene (CIP)Juan Jose CarvajalNo ratings yet
- Investigation of The Porosity Distribution, Permeability, and Mechanical Performance of Pervious ConcretesDocument14 pagesInvestigation of The Porosity Distribution, Permeability, and Mechanical Performance of Pervious ConcretesRizal RifdoNo ratings yet
- Study On Low Temperature Cracking Performance of Asphalt Under Heat and Light Together ConditionsDocument14 pagesStudy On Low Temperature Cracking Performance of Asphalt Under Heat and Light Together ConditionsHualei DuanNo ratings yet
- Mathematical Regression Model For The Prediction of Concrete StrengthDocument7 pagesMathematical Regression Model For The Prediction of Concrete StrengthpsaelanNo ratings yet
- 1 PB PDFDocument6 pages1 PB PDFRIZALNo ratings yet
- In Uence of Coarse Aggregate On The Permeation, Durability and The Microstructure Characteristics of Ordinary Portland Cement ConcreteDocument9 pagesIn Uence of Coarse Aggregate On The Permeation, Durability and The Microstructure Characteristics of Ordinary Portland Cement ConcreteA M Yasin ArmanNo ratings yet
- Rawat, Lang, Baille - 2015 - Review of Suction Water Content Relationship of Bentonite-Sand Mixtures Considering Temperature EffectsDocument1 pageRawat, Lang, Baille - 2015 - Review of Suction Water Content Relationship of Bentonite-Sand Mixtures Considering Temperature Effectsa4abhirawatNo ratings yet
- Effect of Water Curing Conditions On The Hydration Degree and Compressive Strengths of y Ash-Cement PasteDocument9 pagesEffect of Water Curing Conditions On The Hydration Degree and Compressive Strengths of y Ash-Cement PastetonydisojaNo ratings yet
- Assessing Flow Response of Self-Compacting Mortar by Taguchi Method and ANOVA InteractionDocument8 pagesAssessing Flow Response of Self-Compacting Mortar by Taguchi Method and ANOVA InteractionTarek ChikerNo ratings yet
- 4.influence of Chemical Admixture Content Particle and Grade On Viscosity ofDocument10 pages4.influence of Chemical Admixture Content Particle and Grade On Viscosity ofyoussefNo ratings yet
- Construction and Building Materials: M. Nepomuceno, L. Oliveira, S.M.R. LopesDocument10 pagesConstruction and Building Materials: M. Nepomuceno, L. Oliveira, S.M.R. LopesTarek ChikerNo ratings yet
- The Consistency of Cement Pastes and Their RheologDocument11 pagesThe Consistency of Cement Pastes and Their RheologJeanLugoNo ratings yet
- JP CCR 36 2 OriginalDocument53 pagesJP CCR 36 2 Originalvergin12345No ratings yet
- 2 The Challenges of Problematic Soils For Infrastructure Development - PAPERDocument12 pages2 The Challenges of Problematic Soils For Infrastructure Development - PAPERJohn Ngaya MukabiNo ratings yet
- Multi Scale Experimental Study of Concrete Rheology: From Water Scale To Gravel ScaleDocument11 pagesMulti Scale Experimental Study of Concrete Rheology: From Water Scale To Gravel ScaleTarek ChikerNo ratings yet
- Studies On Cement and Mortar Containing Low-Calcium y Ash, Limestone, and Dolomitic LimestoneDocument8 pagesStudies On Cement and Mortar Containing Low-Calcium y Ash, Limestone, and Dolomitic LimestoneChin KamRongNo ratings yet
- Evaluation and QC of Dry Jet Mixed Clay Soil Cement Columns by SPTDocument6 pagesEvaluation and QC of Dry Jet Mixed Clay Soil Cement Columns by SPTNguyen Quoc KhanhNo ratings yet
- Evaluation of Portland Limestone Cements For Use in Concrete ConstructionDocument15 pagesEvaluation of Portland Limestone Cements For Use in Concrete ConstructionTarek ChikerNo ratings yet
- Statistical Modelling and Prediction of Compressive Strength of ConcreteDocument7 pagesStatistical Modelling and Prediction of Compressive Strength of ConcreteAbdur RahmanNo ratings yet
- Experimental Study On Permeability of ConcreteDocument7 pagesExperimental Study On Permeability of ConcreteSaba Yazdan ParastNo ratings yet
- The Consistency of Cement Pastes and Their RheologDocument11 pagesThe Consistency of Cement Pastes and Their RheologAlcoholic MeNo ratings yet
- Li 2015Document12 pagesLi 2015JhormanNo ratings yet
- Workability Tests On Fresh Concrete Formulated With Eco-Friendly AdmixtureDocument7 pagesWorkability Tests On Fresh Concrete Formulated With Eco-Friendly AdmixtureElena JavierNo ratings yet
- 3 - Experimental Observations of Early-Age Drying of Portland Cement PasteDocument11 pages3 - Experimental Observations of Early-Age Drying of Portland Cement PasteMehdi BakhshiNo ratings yet
- Journal of Building EngineeringDocument16 pagesJournal of Building EngineeringVeronika PrymNo ratings yet
- ASIF 04 MS Thesis Presentation (Update)Document27 pagesASIF 04 MS Thesis Presentation (Update)tanvir_austNo ratings yet
- Materials: Engineering Properties and Correlation Analysis of Fiber Cementitious MaterialsDocument13 pagesMaterials: Engineering Properties and Correlation Analysis of Fiber Cementitious MaterialsDaniel GiraldoNo ratings yet
- International Journal of Engineering Research and DevelopmentDocument4 pagesInternational Journal of Engineering Research and DevelopmentIJERDNo ratings yet
- Recycling of Chromite Waste For Concrete: Full Factorial Design ApproachDocument6 pagesRecycling of Chromite Waste For Concrete: Full Factorial Design ApproachDm EerzaNo ratings yet
- Surico - Rheological StudyDocument18 pagesSurico - Rheological StudyDvs RamaraoNo ratings yet
- Sathyan 2018 IOP Conf. Ser. Mater. Sci. Eng. 310 012036Document11 pagesSathyan 2018 IOP Conf. Ser. Mater. Sci. Eng. 310 012036henryNo ratings yet
- Effects of air coupling on triaxial shearing behavior of unsaturated silty specimensDocument16 pagesEffects of air coupling on triaxial shearing behavior of unsaturated silty specimensMoez SelmiNo ratings yet
- 005 Ge-Monroe2019 - Article - TheEffectOfCoefficientOfRestitDocument15 pages005 Ge-Monroe2019 - Article - TheEffectOfCoefficientOfRestitTalha Nibras AliNo ratings yet
- Effect of Superplasticizer On Compressive Strength On Compressive Strength of Self Compating ConcreteDocument7 pagesEffect of Superplasticizer On Compressive Strength On Compressive Strength of Self Compating ConcreteMuthu KumarNo ratings yet
- Effect of Mineral Admixtures On Properties of Self-Compacting ConcreteDocument6 pagesEffect of Mineral Admixtures On Properties of Self-Compacting ConcreteNeeraj Mondia0% (1)
- Mix Design Using Rheology MeterDocument5 pagesMix Design Using Rheology MeterBhupesh MulikNo ratings yet
- Evaluating Wettability of Binders in Moulding SandsDocument4 pagesEvaluating Wettability of Binders in Moulding Sands_blacklion_No ratings yet
- Improvements in The Strength and Water Penetrability of Low Calcium Fly Ash Based Geopolymer ConcreteDocument8 pagesImprovements in The Strength and Water Penetrability of Low Calcium Fly Ash Based Geopolymer ConcretemolivinewibisanaNo ratings yet
- Analysis of variance for testing cement strength determination methodsDocument6 pagesAnalysis of variance for testing cement strength determination methodsWilliam PerkinsNo ratings yet
- Construction and Building Materials: Tian Li, Yichuan Zhou, Jiang Zhu, Jiaping LiuDocument7 pagesConstruction and Building Materials: Tian Li, Yichuan Zhou, Jiang Zhu, Jiaping LiuAbhiram shuklaNo ratings yet
- Analysis of Strength Development in Soft Clay StabilizedDocument9 pagesAnalysis of Strength Development in Soft Clay StabilizedCristina Andreea BitirNo ratings yet
- In Wheel Motor DeiveDocument5 pagesIn Wheel Motor DeiveWaqas Mehmood BaigNo ratings yet
- 3D Scanning Technique For Obtaining Road Surface and Its ApplicationsDocument7 pages3D Scanning Technique For Obtaining Road Surface and Its ApplicationsWaqas Mehmood BaigNo ratings yet
- Vertical Dynamics Book 146208194 718405418Document115 pagesVertical Dynamics Book 146208194 718405418Waqas Mehmood BaigNo ratings yet
- Z Haroon TradersDocument3 pagesZ Haroon TradersWaqas Mehmood BaigNo ratings yet
- Waymo Safety Report Details Commitment to Developing Safe Self-Driving VehiclesDocument43 pagesWaymo Safety Report Details Commitment to Developing Safe Self-Driving VehiclesWaqas Mehmood BaigNo ratings yet
- Food Legislation Report-PakistanDocument40 pagesFood Legislation Report-PakistanshaziadurraniNo ratings yet
- CSC EquationsDocument1 pageCSC EquationsWaqas Mehmood BaigNo ratings yet
- SoftwaresDocument5 pagesSoftwaresWaqas Mehmood BaigNo ratings yet
- Chap 8Document38 pagesChap 8Ravi KhandelwalNo ratings yet
- Arif ProjectDocument75 pagesArif ProjectWaqas Mehmood BaigNo ratings yet
- Positive Displacement PumpsDocument1 pagePositive Displacement PumpsWaqas Mehmood BaigNo ratings yet
- Information System For ManagersDocument135 pagesInformation System For ManagersWaqas Mehmood Baig100% (1)
- Continue: Adobe Project Voco DownloadDocument3 pagesContinue: Adobe Project Voco DownloadLazlo SecretNo ratings yet
- L-1 Linear Algebra Howard Anton Lectures Slides For StudentDocument19 pagesL-1 Linear Algebra Howard Anton Lectures Slides For StudentHasnain AbbasiNo ratings yet
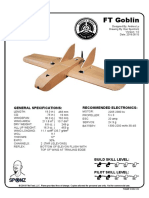
- FT Goblin Full SizeDocument7 pagesFT Goblin Full SizeDeakon Frost100% (1)
- Question Paper Code: 31364Document3 pagesQuestion Paper Code: 31364vinovictory8571No ratings yet
- Guidelines On Accreditation of CSOs (LSB Representation) - DILG MC 2019-72Document18 pagesGuidelines On Accreditation of CSOs (LSB Representation) - DILG MC 2019-72Cedric Dequito100% (1)
- Proposal Semister ProjectDocument7 pagesProposal Semister ProjectMuket AgmasNo ratings yet
- Entrepreneurship WholeDocument20 pagesEntrepreneurship WholeKrizztian SiuaganNo ratings yet
- SyllabusDocument4 pagesSyllabusapi-105955784No ratings yet
- Collaboration Live User Manual - 453562037721a - en - US PDFDocument32 pagesCollaboration Live User Manual - 453562037721a - en - US PDFIvan CvasniucNo ratings yet
- Taxation of interest income paid to foreign corporationsDocument1 pageTaxation of interest income paid to foreign corporationsCass CataloNo ratings yet
- Circular 09/2014 (ISM) : SubjectDocument7 pagesCircular 09/2014 (ISM) : SubjectDenise AhrendNo ratings yet
- Quezon City Department of The Building OfficialDocument2 pagesQuezon City Department of The Building OfficialBrightNotes86% (7)
- Group 4-Hospital Information System - His - QuizDocument2 pagesGroup 4-Hospital Information System - His - QuizGeeyan Marlchest B NavarroNo ratings yet
- Usa Easa 145Document31 pagesUsa Easa 145Surya VenkatNo ratings yet
- Q&A Session on Obligations and ContractsDocument15 pagesQ&A Session on Obligations and ContractsAnselmo Rodiel IVNo ratings yet
- 1 Estafa - Arriola Vs PeopleDocument11 pages1 Estafa - Arriola Vs PeopleAtty Richard TenorioNo ratings yet
- Pig PDFDocument74 pagesPig PDFNasron NasirNo ratings yet
- Safety QualificationDocument2 pagesSafety QualificationB&R HSE BALCO SEP SiteNo ratings yet
- ANDRITZ Company Presentation eDocument6 pagesANDRITZ Company Presentation eAnonymous OuY6oAMggxNo ratings yet
- Aci 207.1Document38 pagesAci 207.1safak kahraman100% (7)
- For Mail Purpose Performa For Reg of SupplierDocument4 pagesFor Mail Purpose Performa For Reg of SupplierAkshya ShreeNo ratings yet
- MSBI Installation GuideDocument25 pagesMSBI Installation GuideAmit SharmaNo ratings yet
- 2JA5K2 FullDocument22 pages2JA5K2 FullLina LacorazzaNo ratings yet
- PRE EmtionDocument10 pagesPRE EmtionYahya JanNo ratings yet
- AWC SDPWS2015 Commentary PrintableDocument52 pagesAWC SDPWS2015 Commentary PrintableTerry TriestNo ratings yet
- Salary Slip Oct PacificDocument1 pageSalary Slip Oct PacificBHARAT SHARMANo ratings yet
- Ju Complete Face Recovery GAN Unsupervised Joint Face Rotation and De-Occlusion WACV 2022 PaperDocument11 pagesJu Complete Face Recovery GAN Unsupervised Joint Face Rotation and De-Occlusion WACV 2022 PaperBiponjot KaurNo ratings yet
- ITS America's 2009 Annual Meeting & Exposition: Preliminary ProgramDocument36 pagesITS America's 2009 Annual Meeting & Exposition: Preliminary ProgramITS AmericaNo ratings yet
- Information Pack For Indonesian Candidate 23.06.2023Document6 pagesInformation Pack For Indonesian Candidate 23.06.2023Serevinna DewitaNo ratings yet
- Philippine Architecture, Film Industry EvolutionDocument4 pagesPhilippine Architecture, Film Industry EvolutionCharly Mint Atamosa IsraelNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- Electrical Principles and Technology for EngineeringFrom EverandElectrical Principles and Technology for EngineeringRating: 4 out of 5 stars4/5 (4)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesFrom EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNo ratings yet