You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Steel+Construction+Manual+Design+Examples,+V14 0+part+4+of+4Document230 pagesSteel+Construction+Manual+Design+Examples,+V14 0+part+4+of+4remi1988100% (9)
- Aspirin SythesisDocument4 pagesAspirin Sythesiskramnuj92% (12)
- (2003) US6603036 Process For The Manufacture of 2-Ethylhexyl AcrylateDocument6 pages(2003) US6603036 Process For The Manufacture of 2-Ethylhexyl Acrylateremi1988No ratings yet
- (2003) US6603036 Process For The Manufacture of 2-Ethylhexyl AcrylateDocument6 pages(2003) US6603036 Process For The Manufacture of 2-Ethylhexyl Acrylateremi1988No ratings yet
- DocumentDocument66 pagesDocumentHailey Constantino88% (8)
- 18R 97Document16 pages18R 97Manoj Singh100% (4)
- Sizing of Pressure Relief ValveDocument9 pagesSizing of Pressure Relief Valvekenoly123100% (3)
- Spacing Welded NozzlesDocument3 pagesSpacing Welded Nozzlesremi1988No ratings yet
- BASF and Sinopec Inaugurate Acrylic Acid and SAP Plants in Nanjing, ChinaDocument3 pagesBASF and Sinopec Inaugurate Acrylic Acid and SAP Plants in Nanjing, Chinaremi1988No ratings yet
- B LineDocument29 pagesB Linehesham3bbasNo ratings yet
- Chem 4 - APIC 2014 - Nexant Acrylic Acid - FinalDocument27 pagesChem 4 - APIC 2014 - Nexant Acrylic Acid - Finalstavros7No ratings yet
- BASF and Sinopec Inaugurate Acrylic Acid and SAP Plants in Nanjing, ChinaDocument3 pagesBASF and Sinopec Inaugurate Acrylic Acid and SAP Plants in Nanjing, Chinaremi1988No ratings yet
- Bio-Jet Fuels - A Step Towards Green AviationDocument14 pagesBio-Jet Fuels - A Step Towards Green Aviationremi1988No ratings yet
- Chem 4 - APIC 2014 - Nexant Acrylic Acid - FinalDocument27 pagesChem 4 - APIC 2014 - Nexant Acrylic Acid - Finalstavros7No ratings yet
- Global Market Report of Acrylic Acid: AbstractsDocument5 pagesGlobal Market Report of Acrylic Acid: Abstractsremi1988No ratings yet
- Kopia Usa Parts Price List 2006a (P)Document158 pagesKopia Usa Parts Price List 2006a (P)remi1988No ratings yet
- Acrylic DDocument1 pageAcrylic Dremi1988No ratings yet
- Flow Chart NewDocument2 pagesFlow Chart Newremi1988No ratings yet
- Flow Chart NewDocument2 pagesFlow Chart Newremi1988No ratings yet
- Lecture 7Document8 pagesLecture 7remi1988No ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2011/0163259 A1Document10 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2011/0163259 A1remi1988No ratings yet
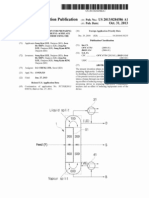
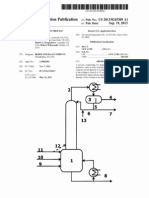
- (2013) US20130324758 Process For Manufacturing Acrolein-Acrylic AcidDocument13 pages(2013) US20130324758 Process For Manufacturing Acrolein-Acrylic Acidremi1988No ratings yet
- Modelling, Estimation and Optimization of Methanol Synthesis With Catalyst Desactivation PDFDocument75 pagesModelling, Estimation and Optimization of Methanol Synthesis With Catalyst Desactivation PDFAlexandra Camacho TorricoNo ratings yet
- (1977) US4012439 Continuous Production of N-Butylacrylate Free From DibutyletherDocument6 pages(1977) US4012439 Continuous Production of N-Butylacrylate Free From Dibutyletherremi1988No ratings yet
- (2011) US6172258 Process For The Production and Purification of N-Butyl AcrylateDocument6 pages(2011) US6172258 Process For The Production and Purification of N-Butyl Acrylateremi1988No ratings yet
- (2011) US6172258 Process For The Production and Purification of N-Butyl AcrylateDocument6 pages(2011) US6172258 Process For The Production and Purification of N-Butyl Acrylateremi1988No ratings yet
- (2005) US6956130 Process For The Manufacture of 2-Ethylhexyl AcrylateDocument4 pages(2005) US6956130 Process For The Manufacture of 2-Ethylhexyl Acrylateremi1988No ratings yet
- (2013) US20130284586 Dividing Wall Column For Preparing High-Purity 2 Ethylhexyl-AcrylateDocument11 pages(2013) US20130284586 Dividing Wall Column For Preparing High-Purity 2 Ethylhexyl-Acrylateremi1988No ratings yet
- (2004) US20040192957 Method of Recovering 2-Ethylhexyl Alcohol From A Mixture Comprising 2-Ethylhexyl AcrylateDocument7 pages(2004) US20040192957 Method of Recovering 2-Ethylhexyl Alcohol From A Mixture Comprising 2-Ethylhexyl Acrylateremi1988No ratings yet
- (1981) US4280009 Continuous Production of 2-Ethyl-Hexyl Acrylate Free From DioctyletherDocument5 pages(1981) US4280009 Continuous Production of 2-Ethyl-Hexyl Acrylate Free From Dioctyletherremi1988No ratings yet
- (2013) US20130245309 Acrylate Production ProcessDocument7 pages(2013) US20130245309 Acrylate Production Processremi1988No ratings yet
- Kita Boleh Mengenalpasti Ciri-Ciri Asid Dan Alkali Dengan Menjalankan Aktiviti-Aktiviti Ujian.Document7 pagesKita Boleh Mengenalpasti Ciri-Ciri Asid Dan Alkali Dengan Menjalankan Aktiviti-Aktiviti Ujian.Abdul Malik AhmadNo ratings yet
- Mechanism, Kinetics, and Equilibrium Thermal Decomposition of Ammonium SulfateDocument6 pagesMechanism, Kinetics, and Equilibrium Thermal Decomposition of Ammonium SulfateTyokNo ratings yet
- Concept-Skills Development - PerdDocument65 pagesConcept-Skills Development - Perdjnbp1No ratings yet
- Music 2Document18 pagesMusic 2JonathanNgNo ratings yet
- Hydrochloric Acid MSDSDocument2 pagesHydrochloric Acid MSDSmadmelzarNo ratings yet
- FL SopDocument45 pagesFL SopSara JohnsonNo ratings yet
- Role of Acidifiers in Livestock Nutrition and Health: A ReviewDocument12 pagesRole of Acidifiers in Livestock Nutrition and Health: A ReviewMaamar AmamraNo ratings yet
- 9701 s04 QP 2 PDFDocument8 pages9701 s04 QP 2 PDFSanthi RamanNo ratings yet
- Biochemistry 8th Edition Campbell Solutions ManualDocument35 pagesBiochemistry 8th Edition Campbell Solutions Manualagleamamusable.pwclcq100% (25)
- Neostigmine MethylsulfateDocument1 pageNeostigmine MethylsulfateHà PhanNo ratings yet
- Component 1 MA 06 (MC)Document6 pagesComponent 1 MA 06 (MC)Zareen KidwaiNo ratings yet
- 3rd Seminar ReportDocument5 pages3rd Seminar Reportvaibhav palNo ratings yet
- Test 1 Study Guide With Practice Questions (And Answers), Spring, 2020Document5 pagesTest 1 Study Guide With Practice Questions (And Answers), Spring, 2020anhminhandnamNo ratings yet
- Pr.4.2.0.05 Penentuan Kadar Protein Rev 1Document11 pagesPr.4.2.0.05 Penentuan Kadar Protein Rev 1Dhimas Anugrah Saputra PriyaniNo ratings yet
- Overview of Mercury Methylation Capacities Among Anaerobic Bacteria Including Representatives of The Sulphate Reducers Implications For EnvironmentalDocument9 pagesOverview of Mercury Methylation Capacities Among Anaerobic Bacteria Including Representatives of The Sulphate Reducers Implications For EnvironmentalHasna AhmedNo ratings yet
- 3.3 Intensive Cropping: E.g., Rice-Rice-Cotton, Ragi-Cotton-SorghumDocument16 pages3.3 Intensive Cropping: E.g., Rice-Rice-Cotton, Ragi-Cotton-SorghummishtiNo ratings yet
- 2010 Maris Stella Chemistry PrelimDocument19 pages2010 Maris Stella Chemistry PrelimSONo ratings yet
- Chemistry For PhotographersDocument184 pagesChemistry For PhotographersBahar ShoghiNo ratings yet
- CHEM 311 Lab ManualDocument53 pagesCHEM 311 Lab ManualMirza MohammadNo ratings yet
- Separation of Complex Cations.Document3 pagesSeparation of Complex Cations.nicolef_20100% (1)
- Solubility of Sulfur Dioxide in Aqueous Sulfuric Acid SolutionsDocument4 pagesSolubility of Sulfur Dioxide in Aqueous Sulfuric Acid SolutionshortalemosNo ratings yet
- 21-22 Buffer PreparationDocument2 pages21-22 Buffer Preparationbf4810No ratings yet
- 9701 - s17 - QP - 42 CharlesDocument30 pages9701 - s17 - QP - 42 Charlescharlesma123No ratings yet
- Nickel CobaltDocument8 pagesNickel CobaltSunnyNo ratings yet
- 5070 s14 QP 11Document16 pages5070 s14 QP 11Sr71No ratings yet
- Determination of Solubility ClassDocument9 pagesDetermination of Solubility Classعلاوي البرشلونيNo ratings yet
- Acidity Evaluation by Acid - Base TitrationDocument5 pagesAcidity Evaluation by Acid - Base Titrationguest0045No ratings yet
- STPM Trials 2009 Chemistry Answer Scheme (SMJK Sam Tet Ipoh)Document14 pagesSTPM Trials 2009 Chemistry Answer Scheme (SMJK Sam Tet Ipoh)sherry_christyNo ratings yet