You might also like
- Thermo-Mechanical Fatigue Life Assessment of Hot Forging Die SteelDocument10 pagesThermo-Mechanical Fatigue Life Assessment of Hot Forging Die SteelMely ReynaNo ratings yet
- Thermal Fatigue Cracking of Surface Engineered Hot Work Tool SteelsDocument12 pagesThermal Fatigue Cracking of Surface Engineered Hot Work Tool SteelsMely ReynaNo ratings yet
- Thermal Fatigue Testing of Stellite 6-Coated Hot Work Tool SteelDocument7 pagesThermal Fatigue Testing of Stellite 6-Coated Hot Work Tool SteelMely ReynaNo ratings yet
- Simulacion y Evaluacion Fatiga TermicaDocument13 pagesSimulacion y Evaluacion Fatiga TermicaGerson Cordoba BarcoNo ratings yet
- High-Temperature Abrasive Wear Testing of Potential Tool Materials For Thixoforming of SteelsDocument9 pagesHigh-Temperature Abrasive Wear Testing of Potential Tool Materials For Thixoforming of SteelsMely ReynaNo ratings yet
- Tarea Extra TransformadoresDocument7 pagesTarea Extra TransformadoresMely ReynaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ISO 3651-2 Determination of Resistance To Intergranular Corrosion of Stainless Steels PART 2 Ferritic, Austenitic and Feritic-Austenitic Duplex SS - Corrosion Test in Media Containing Sulfuric AcidDocument18 pagesISO 3651-2 Determination of Resistance To Intergranular Corrosion of Stainless Steels PART 2 Ferritic, Austenitic and Feritic-Austenitic Duplex SS - Corrosion Test in Media Containing Sulfuric AcidRaphael Pizarro ArceoNo ratings yet
- Alloy Analysis Class 12Document18 pagesAlloy Analysis Class 12TusharSharmaNo ratings yet
- Foundry Metallurgy Park - With Contifur As A Source of Liquid IronDocument11 pagesFoundry Metallurgy Park - With Contifur As A Source of Liquid IronkarthikkandaNo ratings yet
- 47 NCPMillsDocument5 pages47 NCPMillsraosp66No ratings yet
- Indian Mineral Year Book 2011 (Statewise Review)Document212 pagesIndian Mineral Year Book 2011 (Statewise Review)earthanskyfriendsNo ratings yet
- 479Document7 pages479ElMacheteDelHuesoNo ratings yet
- Welding Types and Their Applications - 1Document18 pagesWelding Types and Their Applications - 1tgu1eramos100% (3)
- ASSDA - Pickling and PassivationDocument2 pagesASSDA - Pickling and Passivationippon_osotoNo ratings yet
- Chalcopyrita PDFDocument18 pagesChalcopyrita PDFJulio GuerreroNo ratings yet
- Minerals Rocks and Fossils Study Guide With AnswersDocument2 pagesMinerals Rocks and Fossils Study Guide With Answersapi-244714189100% (2)
- Physical Properties of MinearlsDocument84 pagesPhysical Properties of MinearlsubaidNo ratings yet
- 2014 Noris E CatalogueDocument86 pages2014 Noris E CataloguePopescu MihaiNo ratings yet
- Group 9 Chemistry AssignmentDocument35 pagesGroup 9 Chemistry AssignmentNatasha Kim Maria RamalhoNo ratings yet
- 401 History of Metal Casting Early Lost Wax PDFDocument28 pages401 History of Metal Casting Early Lost Wax PDFrverdecchia100% (1)
- Cast IronDocument43 pagesCast IronThulasi Ram100% (1)
- Electronic ConfigurationDocument8 pagesElectronic ConfigurationcfmonarquiaNo ratings yet
- A Brief Outline of Iron Making NotesDocument27 pagesA Brief Outline of Iron Making NotesEzronMasekoNo ratings yet
- Tugas Kelompok: American Welding Society (AWS) StandardsDocument4 pagesTugas Kelompok: American Welding Society (AWS) StandardsElias Adiel Madangi WigunaNo ratings yet
- (Woodhead Publishing Series in Welding and Other Joining Technologies 6) H. Granjon-Fundamentals of Welding Metallurgy-Woodhead Publishing (1991)Document227 pages(Woodhead Publishing Series in Welding and Other Joining Technologies 6) H. Granjon-Fundamentals of Welding Metallurgy-Woodhead Publishing (1991)Luis Testa75% (4)
- Anode Presentation091415Document77 pagesAnode Presentation091415Josselin CastilloNo ratings yet
- IMO ClayshaleDocument6 pagesIMO ClayshaleDedy DharmawansyahNo ratings yet
- Anochrome Coating Data Sheet 15-10-14Document3 pagesAnochrome Coating Data Sheet 15-10-14ellisforheroesNo ratings yet
- New Additive Packages For Self-Flowing High-Alumina and MgO Based Refractory CastablesDocument6 pagesNew Additive Packages For Self-Flowing High-Alumina and MgO Based Refractory CastablespetemberNo ratings yet
- Cold Cracking of Welds SodelDocument2 pagesCold Cracking of Welds Sodelfaridshabani100% (1)
- 316 316l Data SheetDocument2 pages316 316l Data SheetDiman Aditya KardiNo ratings yet
- European-Standards - Aleaciones AluminioDocument3 pagesEuropean-Standards - Aleaciones AluminiodrawlerNo ratings yet
- Analysis of Steel Industry in PakistanDocument55 pagesAnalysis of Steel Industry in PakistanFarrukh Abbas50% (6)
- ASME P NumbersDocument1 pageASME P NumbersFahri Risfa ZulfiNo ratings yet
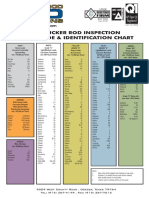
- Permian Rod Operations - Sucker Rod Identification Chart PDFDocument1 pagePermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78No ratings yet
- 31003Document4 pages31003Elliott RussellNo ratings yet