You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Physics BookDocument338 pagesThe Physics BookElena Stanislav100% (34)
- NETA Handbook Series I IR Scanning PDFDocument58 pagesNETA Handbook Series I IR Scanning PDFAhmed Hasan100% (2)
- Environmental Systems and Societies Paper 2 SL MarkschemeDocument11 pagesEnvironmental Systems and Societies Paper 2 SL MarkschemeAfra LamisaNo ratings yet
- تقارير مختبر محركات احتراق داخليDocument19 pagesتقارير مختبر محركات احتراق داخليwesamNo ratings yet
- Ohmic HeaterDocument28 pagesOhmic HeaterDeepankumar AthiyannanNo ratings yet
- Graft Is Public Enemy NoDocument2 pagesGraft Is Public Enemy NochowhkNo ratings yet
- Allardyce To Sue FA Over SackingDocument1 pageAllardyce To Sue FA Over SackingchowhkNo ratings yet
- Malaysians Are Going PlacesDocument1 pageMalaysians Are Going PlaceschowhkNo ratings yet
- Is Crayon Shin-Chan The Bad Boy of MangaDocument3 pagesIs Crayon Shin-Chan The Bad Boy of MangachowhkNo ratings yet
- PM: Economy Still GrowingDocument2 pagesPM: Economy Still GrowingchowhkNo ratings yet
- 15 Missing After Boat Loses Contact Off SarawakDocument1 page15 Missing After Boat Loses Contact Off SarawakchowhkNo ratings yet
- Building A SystemDocument24 pagesBuilding A SystemchowhkNo ratings yet
- Radiographic ExposureDocument70 pagesRadiographic ExposurechowhkNo ratings yet
- Key Criteria For Matching Filler Metals To Your Base MaterialDocument3 pagesKey Criteria For Matching Filler Metals To Your Base MaterialchowhkNo ratings yet
- Highlights On ASME Essential VariablesDocument8 pagesHighlights On ASME Essential VariableschowhkNo ratings yet
- Exposure Factors: DR Hussein Ahmed HassanDocument39 pagesExposure Factors: DR Hussein Ahmed HassanchowhkNo ratings yet
- WP11 11 0917 THLDocument19 pagesWP11 11 0917 THLchowhkNo ratings yet
- Piping System Design PhilosophyDocument16 pagesPiping System Design PhilosophychowhkNo ratings yet
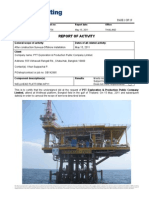
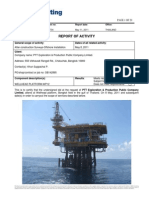
- Report of Activity: General Scope of Activity: Dates of All Related ActivityDocument20 pagesReport of Activity: General Scope of Activity: Dates of All Related ActivitychowhkNo ratings yet
- Short Story (Existence)Document43 pagesShort Story (Existence)charmed_witchpixieNo ratings yet
- Physics IGCSE - 0625 - Topic - ConnectionsDocument12 pagesPhysics IGCSE - 0625 - Topic - ConnectionsRosmalindaNurhubainiNo ratings yet
- Geothermal Energy Used in Buildings Heating and CoolingDocument22 pagesGeothermal Energy Used in Buildings Heating and CoolingAdvanced Research PublicationsNo ratings yet
- Physical Meteorology-IMTC PDFDocument53 pagesPhysical Meteorology-IMTC PDFRadison sierraNo ratings yet
- Glossary: PAC-3 Technical ManualDocument24 pagesGlossary: PAC-3 Technical ManualAlwi MahbubiNo ratings yet
- Review Jurnal (Kelompok 2)Document7 pagesReview Jurnal (Kelompok 2)silviaNo ratings yet
- Maximum and Minimum Work, Thermodynamic Inequalities: Chapter II. Thermodynamic QuantitiesDocument12 pagesMaximum and Minimum Work, Thermodynamic Inequalities: Chapter II. Thermodynamic QuantitiesMaria PaulaNo ratings yet
- Energies: Analysis of Water-Cooled Intercooler Thermal CharacteristicsDocument11 pagesEnergies: Analysis of Water-Cooled Intercooler Thermal CharacteristicswasimNo ratings yet
- UNIT III Material Advance Theory of IC EnginesDocument17 pagesUNIT III Material Advance Theory of IC EnginesRajkamal PNo ratings yet
- IKG PTU B - Tech - Mechanical Engg Batch 2018 (29-06-2020)Document48 pagesIKG PTU B - Tech - Mechanical Engg Batch 2018 (29-06-2020)kulvindermimitNo ratings yet
- BITS F111 Thermodynamics Handout 2013-14Document2 pagesBITS F111 Thermodynamics Handout 2013-14khalid anwarNo ratings yet
- ACFrOgCpnykcYDOX smUNf8QhCg2cFG7WQoIQA1wtL5KniUhLulm0h4xLwtqOpzzeNFdLWtDO6Vbp7Eltz1m0bBOC1Lyu05XlnFJZ0uJVJS9RBqeoA PEqfDMg-1OSYxTyiBjxImrSAmdABweQdL PDFDocument22 pagesACFrOgCpnykcYDOX smUNf8QhCg2cFG7WQoIQA1wtL5KniUhLulm0h4xLwtqOpzzeNFdLWtDO6Vbp7Eltz1m0bBOC1Lyu05XlnFJZ0uJVJS9RBqeoA PEqfDMg-1OSYxTyiBjxImrSAmdABweQdL PDFKV IIT JODHPURNo ratings yet
- Chapter 4 Heat Teacher's GuideDocument32 pagesChapter 4 Heat Teacher's GuiderospazitaNo ratings yet
- Energy SHC Questions.137952423Document1 pageEnergy SHC Questions.137952423Maaz Hamid100% (1)
- Properties of Solids and Liquids PDFDocument63 pagesProperties of Solids and Liquids PDFNarendra KumarNo ratings yet
- EnviroSci 1C03 Bernier Week 3 Note (Modules 5 and 6) With Chapter 5/6 NotesDocument23 pagesEnviroSci 1C03 Bernier Week 3 Note (Modules 5 and 6) With Chapter 5/6 NotesNTRisforthinkersNo ratings yet
- 5 2018 10 17!09 00 37 PM PDFDocument7 pages5 2018 10 17!09 00 37 PM PDFMuhammad Irsan SaputraNo ratings yet
- Lin PaperDocument7 pagesLin PaperEmreNo ratings yet
- International Journal of Heat and Mass Transfer: Shaochuan Feng, Amar M. Kamat, Yutao PeiDocument28 pagesInternational Journal of Heat and Mass Transfer: Shaochuan Feng, Amar M. Kamat, Yutao PeiChien Vu NgocNo ratings yet
- Cooling Load Estimation For LibraryDocument4 pagesCooling Load Estimation For LibraryMohammed ElmohandsNo ratings yet
- Design Condition:: 2 Tons of Ice Per Day 23 F - 5 C 82.4 F 28 C 10.4 F - 12 C 86 F 30 CDocument4 pagesDesign Condition:: 2 Tons of Ice Per Day 23 F - 5 C 82.4 F 28 C 10.4 F - 12 C 86 F 30 CDidy RobotIncorporatedNo ratings yet
- Thermal EquiliriumDocument5 pagesThermal EquiliriumMOHAMAD RIZAL BIN MUKHTARNo ratings yet
- ASTM D5865 2013 Gross Calorific Value of Coal and CokeDocument19 pagesASTM D5865 2013 Gross Calorific Value of Coal and CokeWinnjone YinNo ratings yet
- My Scribd File 2Document41 pagesMy Scribd File 2Bilal RajaNo ratings yet
- An Extended Weighted-Sum-Of-Gray-GasesDocument7 pagesAn Extended Weighted-Sum-Of-Gray-Gasesabdelhak khourchafiNo ratings yet