You might also like
- Member Design For Axial ForceDocument5 pagesMember Design For Axial ForceNyu123456No ratings yet
- L Ten Sang Industetterto EXISDocument1 pageL Ten Sang Industetterto EXISNyu123456No ratings yet
- Column Base Design: Type P1Document5 pagesColumn Base Design: Type P1Nyu123456No ratings yet
- Column Base Design: Type P1Document5 pagesColumn Base Design: Type P1Nyu123456No ratings yet
- Member Design For Combined StressesDocument8 pagesMember Design For Combined StressesNyu123456No ratings yet
- Column Base Design: Type P1Document5 pagesColumn Base Design: Type P1Nyu123456No ratings yet
- Member Design For Combined StressesDocument7 pagesMember Design For Combined StressesNyu123456100% (1)
- Report 1bDocument1 pageReport 1bNyu123456No ratings yet
- 0 2Document37 pages0 2Nyu123456No ratings yet
- Report 1Document1 pageReport 1Nyu123456No ratings yet
- Proposed Two (2) Level Ms Platform at Existing Factory Senawang Industrial Park, Seremban. NSDK 1.0 General InformationDocument1 pageProposed Two (2) Level Ms Platform at Existing Factory Senawang Industrial Park, Seremban. NSDK 1.0 General InformationNyu123456No ratings yet
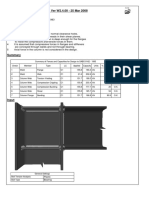
- Bolted Double Angle Cleat Connection - Ver W2.4.00 - 25 Mar 2008 Title: Code of Practice: Created: Notes and AssumptionsDocument2 pagesBolted Double Angle Cleat Connection - Ver W2.4.00 - 25 Mar 2008 Title: Code of Practice: Created: Notes and AssumptionsNyu123456No ratings yet
- Deflections For Load Case C1: Proposed 2 Storey MS PlatformDocument96 pagesDeflections For Load Case C1: Proposed 2 Storey MS PlatformNyu123456No ratings yet
- Member Design For Combined StressesDocument7 pagesMember Design For Combined StressesNyu123456No ratings yet
- Single Bolt WeldDocument1 pageSingle Bolt WeldNyu123456No ratings yet
- Member Design For Axial ForceDocument2 pagesMember Design For Axial ForceNyu123456No ratings yet
- Member Design For Axial ForceDocument2 pagesMember Design For Axial ForceNyu123456No ratings yet
- Section Properties:: Input Tables SettingsDocument2 pagesSection Properties:: Input Tables SettingsNyu123456No ratings yet
- Section Properties: Rectangular Hollow Section: Input Tables SettingsDocument2 pagesSection Properties: Rectangular Hollow Section: Input Tables SettingsNyu123456No ratings yet
- Bolt Group Design Ver W2.4.00 - 25 Mar 2008: Title: Default ConnectionDocument1 pageBolt Group Design Ver W2.4.00 - 25 Mar 2008: Title: Default ConnectionNyu123456No ratings yet
- Bolt Group WeldDocument1 pageBolt Group WeldNyu123456No ratings yet
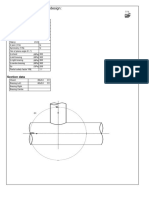
- Hollow Section Connection Design:: Input DataDocument3 pagesHollow Section Connection Design:: Input DataNyu123456No ratings yet
- Bolted Double Angle Cleat Connection - Ver W2.4.00 - 25 Mar 2008 Title: Code of Practice: Created: Notes and AssumptionsDocument11 pagesBolted Double Angle Cleat Connection - Ver W2.4.00 - 25 Mar 2008 Title: Code of Practice: Created: Notes and AssumptionsNyu123456No ratings yet
- Beam - Column Connection - Ver W2.4.00 - 25 Mar 2008 Title: Code of Practice: Created: Notes and AssumptionsDocument2 pagesBeam - Column Connection - Ver W2.4.00 - 25 Mar 2008 Title: Code of Practice: Created: Notes and AssumptionsNyu123456No ratings yet
- Apex Connection - Ver W2.4.00 - 25 Mar 2008 Title: Code of Practice: Created: Notes and AssumptionsDocument2 pagesApex Connection - Ver W2.4.00 - 25 Mar 2008 Title: Code of Practice: Created: Notes and AssumptionsNyu123456No ratings yet
- BWall 1Document1 pageBWall 1Nyu123456No ratings yet
- 40 X 80 RECTDocument1 page40 X 80 RECTNyu123456No ratings yet
- Single Span Beam Design On GroundDocument1 pageSingle Span Beam Design On GroundNyu123456No ratings yet
- GutterDocument1 pageGutterNyu123456No ratings yet
- Wind Design To CP3 - 1972: General Wind Input TablesDocument2 pagesWind Design To CP3 - 1972: General Wind Input TablesNyu123456No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Factors Associated With Early Pregnancies Among Adolescent Girls Attending Selected Health Facilities in Bushenyi District, UgandaDocument12 pagesFactors Associated With Early Pregnancies Among Adolescent Girls Attending Selected Health Facilities in Bushenyi District, UgandaKIU PUBLICATION AND EXTENSIONNo ratings yet
- SPKT Thiet Ke Co Khi 1Document33 pagesSPKT Thiet Ke Co Khi 1Chiến PhanNo ratings yet
- MN - 2019 01 29Document28 pagesMN - 2019 01 29mooraboolNo ratings yet
- Date SissyDocument5 pagesDate SissyFletcher Irvine50% (2)
- Park Agreement LetterDocument2 pagesPark Agreement LetterKrishna LalNo ratings yet
- Non-Binary or Genderqueer GendersDocument9 pagesNon-Binary or Genderqueer GendersJuan SerranoNo ratings yet
- ACLS Post Test (Copy) 낱말 카드 - QuizletDocument18 pagesACLS Post Test (Copy) 낱말 카드 - Quizlet김민길No ratings yet
- Esc200 12Document1 pageEsc200 12Anzad AzeezNo ratings yet
- 14DayReset Meals GeneralDocument40 pages14DayReset Meals GeneralRiska100% (1)
- Module 6 - Addictions Prayer ServiceDocument6 pagesModule 6 - Addictions Prayer Serviceapi-450520432No ratings yet
- App Guide EntelliGuard - G 09 - 2020 AplicacionDocument100 pagesApp Guide EntelliGuard - G 09 - 2020 AplicacionjeorginagNo ratings yet
- BrainPOP Nutrition Quiz242342Document1 pageBrainPOP Nutrition Quiz242342MathableNo ratings yet
- Inside The Earth NotesDocument2 pagesInside The Earth NotesrickaturnerNo ratings yet
- HOME (2021) - Fransivan MacKenzieDocument21 pagesHOME (2021) - Fransivan MacKenzieFransivan MacKenzie100% (1)
- Grade 11 - Life Science - November Paper 2-1 - MemoDocument8 pagesGrade 11 - Life Science - November Paper 2-1 - MemoJustinCase19910% (1)
- NASA Corrosion of SS TubingDocument14 pagesNASA Corrosion of SS TubingClaudia Mms100% (1)
- Edunsol@gmail - Com, 09996522162, Career Counseling, Direct Admissions, MBBS, BDS, BTECH, MBA, Pharmacy, New Delhi, Mumbai, Pune, Bangalore....Document377 pagesEdunsol@gmail - Com, 09996522162, Career Counseling, Direct Admissions, MBBS, BDS, BTECH, MBA, Pharmacy, New Delhi, Mumbai, Pune, Bangalore....Education SolutionsNo ratings yet
- Evaluation of Whole-Body Vibration (WBV) On Ready Mixed Concrete Truck DriversDocument8 pagesEvaluation of Whole-Body Vibration (WBV) On Ready Mixed Concrete Truck DriversmariaNo ratings yet
- Osma Osmadrain BG Pim Od107 Feb 2017pdfDocument58 pagesOsma Osmadrain BG Pim Od107 Feb 2017pdfDeepakkumarNo ratings yet
- Secondary 1 Express English Paper 1 & 2Document15 pagesSecondary 1 Express English Paper 1 & 2Menon HariNo ratings yet
- Essential Intrapartum and Newborn CareDocument6 pagesEssential Intrapartum and Newborn CareDianne LabisNo ratings yet
- Physical Activity and Weight ControlDocument6 pagesPhysical Activity and Weight Controlapi-288926491No ratings yet
- Sewage and Effluent Water Treatment Plant Services in PuneDocument11 pagesSewage and Effluent Water Treatment Plant Services in PunedipakNo ratings yet
- De Thi Chon HSGDocument10 pagesDe Thi Chon HSGKiều TrangNo ratings yet
- Advances in Agronomy v.84Document333 pagesAdvances in Agronomy v.84luisiunesNo ratings yet
- Copy of HW UMTS KPIsDocument18 pagesCopy of HW UMTS KPIsMohamed MoujtabaNo ratings yet
- Contoh Reflection PaperDocument2 pagesContoh Reflection PaperClaudia KandowangkoNo ratings yet
- Ems em FW Paneel Firetec enDocument2 pagesEms em FW Paneel Firetec enzlatkokrsicNo ratings yet
- QRG-DC-004 Procedure and Regulation Governing The Requirements For CPWDocument56 pagesQRG-DC-004 Procedure and Regulation Governing The Requirements For CPWKarthi Keyan100% (2)
- D2C - Extensive ReportDocument54 pagesD2C - Extensive ReportVenketesh100% (1)