You might also like
- Mantenimiento Motor Eléctrico AsíncronoDocument3 pagesMantenimiento Motor Eléctrico AsíncronoJuan Jose San Martin Alfaro100% (1)
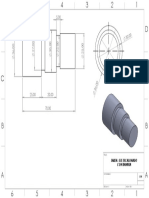
- Eje Escalonado Con RanuraDocument1 pageEje Escalonado Con RanuraluisNo ratings yet
- Torneado ConicoDocument7 pagesTorneado Conicoenainmh76% (17)
- Resistencia de MaterilesDocument10 pagesResistencia de Materilesluis ballinNo ratings yet
- Fresadora - Cabezal Universal DivisorDocument20 pagesFresadora - Cabezal Universal DivisorRicardo Montoya0% (1)
- Resolución de problemas de la ley de Ohm, potencia y energíaDocument3 pagesResolución de problemas de la ley de Ohm, potencia y energíarivaille levy0% (1)
- ACTIVIDAD # 2 (A.T) CompletaDocument3 pagesACTIVIDAD # 2 (A.T) CompletaYovanny Almonte100% (1)
- PD 09Document4 pagesPD 09karlaNo ratings yet
- Tarea 1 Dinámica O-M 2019-2020Document4 pagesTarea 1 Dinámica O-M 2019-2020HolaSoyJhanferSotomayorNo ratings yet
- Unidad 1: Análisis de uniones soldadas y sujetadas por pernosDocument10 pagesUnidad 1: Análisis de uniones soldadas y sujetadas por pernosBoris EspinozaNo ratings yet
- Informe 2 Instalaciones de Contactores ElectricosDocument16 pagesInforme 2 Instalaciones de Contactores Electricosmartin_sjNo ratings yet
- Cómo cortar material con 5 métodos y partes de la sierra sinfínDocument2 pagesCómo cortar material con 5 métodos y partes de la sierra sinfínMaría Alejandra Meza Millones67% (3)
- Informe - TaladroDocument18 pagesInforme - TaladroValeria MamaniNo ratings yet
- Mecanizado limadora regleta guíaDocument4 pagesMecanizado limadora regleta guíanicolas cristianoNo ratings yet
- Métodos para Tornear ConosDocument4 pagesMétodos para Tornear ConosJorge Ernesto Fernandez100% (1)
- Unidad 55 Roscas y Corte de RoscasDocument12 pagesUnidad 55 Roscas y Corte de Roscasrenato briceño0% (1)
- TX 1 Resumen - Sección 9 - Unidad 35 A 37 - Nrc2548moncayoDocument20 pagesTX 1 Resumen - Sección 9 - Unidad 35 A 37 - Nrc2548moncayoGermán Moncayo GalárragaNo ratings yet
- Informe 5Document10 pagesInforme 5CarlosCaracelaMinayaNo ratings yet
- Cuestionarios Maquinados ResueltoDocument7 pagesCuestionarios Maquinados ResueltoAdrián SilvaNo ratings yet
- 2Document1 page2marcotecsup0% (1)
- Informe de ChavetasDocument16 pagesInforme de ChavetasJose M Ort100% (1)
- Problemas 2flex y Torsion PDFDocument2 pagesProblemas 2flex y Torsion PDFMiguel ÁngelNo ratings yet
- 12b. - Tercera Practica Dirigida 2020Document5 pages12b. - Tercera Practica Dirigida 2020archivos 385No ratings yet
- Limadora Tercera Practica 29-02-08Document13 pagesLimadora Tercera Practica 29-02-08Harold TabernaNo ratings yet
- l4 Resistencia de EnrollamientoDocument6 pagesl4 Resistencia de EnrollamientoPablo HernandezNo ratings yet
- Selecciòn de Materiales - Mètodo GràficoDocument102 pagesSelecciòn de Materiales - Mètodo GràficoJosé Eduardo Lara HernándezNo ratings yet
- Informe Taladrado PDFDocument28 pagesInforme Taladrado PDFVíctor Barreto Vásquez100% (2)
- Deber1 Sigcha RobinsonDocument2 pagesDeber1 Sigcha RobinsonROBINSON STALIN SIGCHA CUNALATANo ratings yet
- Carga CombinadaDocument19 pagesCarga CombinadaCelty SturlusonNo ratings yet
- Soldadura GTAWDocument12 pagesSoldadura GTAWgerman isai resendizNo ratings yet
- Práctica A2 PMA 454 Grupo 02Document15 pagesPráctica A2 PMA 454 Grupo 02anon_181831541No ratings yet
- Problema 2Document9 pagesProblema 2LOPEZ SANCHEZ ROBERTONo ratings yet
- Conceptos básicos del mecanizado: corte de metales, taladrado y tipos de sierrasDocument12 pagesConceptos básicos del mecanizado: corte de metales, taladrado y tipos de sierrasEdwin JachoNo ratings yet
- INFORME TorneadoDocument6 pagesINFORME Torneadorafael mendozaNo ratings yet
- Fresado de Engranajes HelicoidalesDocument11 pagesFresado de Engranajes HelicoidalesAlex Aldas Arias0% (1)
- Clasificacion de Los Engranajes Angel SotoDocument5 pagesClasificacion de Los Engranajes Angel SotoJesus Jose M.ANo ratings yet
- Cuñas o ChavetasDocument18 pagesCuñas o ChavetasMemo Rosales100% (1)
- Informe N 2 Ciencias 2 Recocido Contra AcritudDocument24 pagesInforme N 2 Ciencias 2 Recocido Contra AcritudNohelia Luz Jiménez Valenzuela50% (2)
- 1ra Práctica Calificada de Procesos de Fabricacion 20182 PDFDocument4 pages1ra Práctica Calificada de Procesos de Fabricacion 20182 PDFCristian Daniel CORAL SANCHEZNo ratings yet
- Fresado de aluminio en 4 operacionesDocument2 pagesFresado de aluminio en 4 operacionesJhon ValdiviezoNo ratings yet
- Proceso de Rosca WhitworthDocument3 pagesProceso de Rosca WhitworthMoises GuiaNo ratings yet
- Sierra VaivenDocument5 pagesSierra Vaivens4ntan4No ratings yet
- Maquinas fresadoras y sus accesorios: preguntas de repasoDocument3 pagesMaquinas fresadoras y sus accesorios: preguntas de repasoIsrael Ferreiras0% (1)
- EsfuerzosDocument1 pageEsfuerzoseuleringNo ratings yet
- Práctica 3 - Resistencia e Materiales HZevallos 2022-2Document4 pagesPráctica 3 - Resistencia e Materiales HZevallos 2022-2frank tinoco alaniaNo ratings yet
- Cuestionario Analisis de FallosDocument4 pagesCuestionario Analisis de FallosDiego MesiasNo ratings yet
- Resolucion de Problemas Con MDSOLIDSDocument75 pagesResolucion de Problemas Con MDSOLIDSjuan vizcarraNo ratings yet
- Problemas Resueltos de Teorias de FallasDocument27 pagesProblemas Resueltos de Teorias de FallasDiego Castillo MartinezNo ratings yet
- Reporte de Engrane RectoDocument12 pagesReporte de Engrane RectoHéctor CarrascoNo ratings yet
- Tarea 2 Dinámica o - M 2020-2021Document6 pagesTarea 2 Dinámica o - M 2020-2021danny_alfradNo ratings yet
- Fallas herramientas corteDocument1 pageFallas herramientas corteAlejandro LiraNo ratings yet
- Limadora ManualDocument52 pagesLimadora Manualsergio100% (1)
- Limadora MecánicaDocument25 pagesLimadora MecánicaCarlosHernández100% (1)
- Examen Unidad 4 D Procesos de Conformado Sin Arranque de VirutaDocument3 pagesExamen Unidad 4 D Procesos de Conformado Sin Arranque de VirutaKarenzha Reyes100% (1)
- Calc y Selec de Bba Sello MecanicoDocument9 pagesCalc y Selec de Bba Sello MecanicoHumberto Imata SumireNo ratings yet
- Accesorios Basicos Del TornoDocument6 pagesAccesorios Basicos Del TornoJosé Angel SánchezNo ratings yet
- Guia de Aprendizaje Partes Del Torno y GeneralidadesDocument8 pagesGuia de Aprendizaje Partes Del Torno y GeneralidadesmanuelaNo ratings yet
- Informe ManufacturaDocument21 pagesInforme ManufacturaalexmartinezelsexyNo ratings yet
- Laboratorio de Tecnología MecánicaDocument5 pagesLaboratorio de Tecnología MecánicaÁngeles SuárezNo ratings yet
- Informe Refrendado, Tronzado, Roscado y ConidadDocument28 pagesInforme Refrendado, Tronzado, Roscado y ConidadGladys Xiomara CcapaNo ratings yet
- AjustajeDocument85 pagesAjustajeAdrianos CoelloNo ratings yet
- Codigo Articulo Cientifico DatosDocument4 pagesCodigo Articulo Cientifico DatosAlejandro MerizaldeNo ratings yet
- GESTIÓNDocument2 pagesGESTIÓNAlejandro MerizaldeNo ratings yet
- Ensayo Iran - UsaDocument9 pagesEnsayo Iran - UsaAlejandro MerizaldeNo ratings yet
- Paper SatéliteDocument2 pagesPaper SatéliteAlejandro MerizaldeNo ratings yet
- Torques PernosDocument21 pagesTorques PernosMichael Unzueta100% (1)
- SERIGRAFIADocument19 pagesSERIGRAFIAFarFromHomeNo ratings yet
- Calidades de Metal Duro PDFDocument7 pagesCalidades de Metal Duro PDFVerónica LorcaNo ratings yet
- Lavado de ropa en la Era VikingaDocument3 pagesLavado de ropa en la Era VikingaJaime Manuel AdroverNo ratings yet
- Procdimiento Instalacion Arco NoruegoDocument3 pagesProcdimiento Instalacion Arco NoruegoHeber Cornejo100% (3)
- Fresadora vertical: partes y característicasDocument5 pagesFresadora vertical: partes y característicasOswaldo RodriguezNo ratings yet
- Procedimiento Uso de HerramientasDocument5 pagesProcedimiento Uso de Herramientasalex madariagaNo ratings yet
- Taller Ejercicios de ProductividadDocument2 pagesTaller Ejercicios de ProductividadDeyver Vergara100% (1)
- Herramientas ManualesDocument2 pagesHerramientas ManualesAlberto FornésNo ratings yet
- Luminaria fluorescente NEMA 7 para áreas peligrosasDocument3 pagesLuminaria fluorescente NEMA 7 para áreas peligrosassaulrsNo ratings yet
- Programacion Torno Ck6032 Maquinas CNCDocument6 pagesProgramacion Torno Ck6032 Maquinas CNCaldinaenNo ratings yet
- Pintado de Pabellon EsanDocument9 pagesPintado de Pabellon EsanJorge BarriosNo ratings yet
- Entrega Final Proy 2-Villon-Linares 2010-2Document281 pagesEntrega Final Proy 2-Villon-Linares 2010-2Sergio Romani PolancoNo ratings yet
- MetegolDocument21 pagesMetegolGonzalo Gomez100% (1)
- Trabajan DoDocument18 pagesTrabajan DoJessica FasheNo ratings yet
- Banda TransportadoraDocument27 pagesBanda TransportadoraRubio Lz100% (1)
- Herramientas de Pesca PerforacionDocument24 pagesHerramientas de Pesca PerforacionAngel MarioNo ratings yet
- VernierDocument15 pagesVernierAlberto DíazNo ratings yet
- Curso Torno Mazatrol PDFDocument90 pagesCurso Torno Mazatrol PDFAlex L. Cruz94% (31)
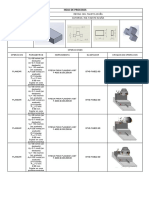
- Hoja de proceso de mecanizadoDocument7 pagesHoja de proceso de mecanizadohgcuNo ratings yet
- Equipos Utilizados en Pavimentos FlexiblesDocument13 pagesEquipos Utilizados en Pavimentos FlexiblesAlexiz GustavoNo ratings yet
- Cómo operar un taladro de forma seguraDocument19 pagesCómo operar un taladro de forma seguraPam MuñizNo ratings yet
- 1987 Mary Lujan Vargas Artesanía en Madera HuamangaDocument134 pages1987 Mary Lujan Vargas Artesanía en Madera HuamangaDavid Pilares Zúñiga50% (2)
- DescargaDocument4 pagesDescargamarygaleanohNo ratings yet
- Riesgosenelmecanizado 120415130120 Phpapp02Document29 pagesRiesgosenelmecanizado 120415130120 Phpapp02Anonymous 1l8njobNo ratings yet
- Proceso de La RopaDocument11 pagesProceso de La RopaJesús Pérez FragosoNo ratings yet
- Vestimenta Incaica Tejidos PreciososDocument12 pagesVestimenta Incaica Tejidos PreciososFlordeMaria Cruz EscalonNo ratings yet
- Transporte de SolidosDocument11 pagesTransporte de SolidosjulyosNo ratings yet
- Sika LockstopDocument2 pagesSika LockstopJuan LeonardoNo ratings yet
- Maquinas HerramientasDocument14 pagesMaquinas Herramientasherbert100% (2)