You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Atomic Spectrum of HydrogenDocument3 pagesAtomic Spectrum of HydrogenlovemynaturecountryNo ratings yet
- 1 2Document65 pages1 2AQEESHA NUWAIRA BINTI USMAN BN21110154No ratings yet
- (Alan R. Katritzky, Otto Meth-Cohn, and Charles W.Document1,287 pages(Alan R. Katritzky, Otto Meth-Cohn, and Charles W.Ganesh KashinathNo ratings yet
- Benjamin. Lewin - GENES V.-Oxford (1994)Document34 pagesBenjamin. Lewin - GENES V.-Oxford (1994)AnkitNo ratings yet
- Exp 5 - Flow in PipesDocument21 pagesExp 5 - Flow in PipesHarvin Rao0% (1)
- Fire Shield LFST - 42E: Premium Performance Industry Applications Product AvailabilityDocument1 pageFire Shield LFST - 42E: Premium Performance Industry Applications Product Availabilityray9699No ratings yet
- Chapter 3 Propteries of Water HWDocument2 pagesChapter 3 Propteries of Water HWapi-521773978No ratings yet
- Focuse Ion BeamDocument34 pagesFocuse Ion BeamAhsan SaleemNo ratings yet
- Gelatin Zymography For Detection of Matrixmetalloproteinase-2 and - 9 (MMP-2, MMP-9) From Myocardiam SamplesDocument21 pagesGelatin Zymography For Detection of Matrixmetalloproteinase-2 and - 9 (MMP-2, MMP-9) From Myocardiam SamplesItrux JonathanNo ratings yet
- MohitDocument3 pagesMohitVivek kumar0% (1)
- 3330703Document2 pages3330703Syed Aaqib Farhan AhmedNo ratings yet
- SG Unit6ProgressCheckMCQ 63fd8804e35951.63fd880808f2a9.47859323Document10 pagesSG Unit6ProgressCheckMCQ 63fd8804e35951.63fd880808f2a9.47859323vDraqNo ratings yet
- Toggle Structure and ClassificationDocument9 pagesToggle Structure and ClassificationRobin TimkangNo ratings yet
- Copper (II) Sulfate - Reagent - Anhydrous 98 - Acros OrganicsDocument5 pagesCopper (II) Sulfate - Reagent - Anhydrous 98 - Acros OrganicsGaryoNo ratings yet
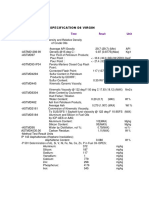
- Specification D6 Virgin: Method Test Result UnitDocument1 pageSpecification D6 Virgin: Method Test Result UnitClaudio SantellanesNo ratings yet
- Auto 4sem MSEMDocument214 pagesAuto 4sem MSEMkhairnarsayali257No ratings yet
- Chemical Engineering CommunicationsDocument16 pagesChemical Engineering CommunicationsMichelle Quilaqueo NovoaNo ratings yet
- Sika Loadflex Polyurea Product Data 322187Document2 pagesSika Loadflex Polyurea Product Data 322187quaeNo ratings yet
- DOT Pipeline RepairsDocument18 pagesDOT Pipeline RepairsSeng HeangNo ratings yet
- Cambridge IGCSE: CHEMISTRY 0620/51Document12 pagesCambridge IGCSE: CHEMISTRY 0620/51FFNo ratings yet
- 0-2313 Weld Lesson PlansDocument12 pages0-2313 Weld Lesson PlansMa'den-i Envâr-ı FütuvvetNo ratings yet
- Effect of The Varying Levels of Wood Vinegar On SunflowerDocument7 pagesEffect of The Varying Levels of Wood Vinegar On SunflowerYamaguchi KumikoNo ratings yet
- Adiabatic Vs Isothermal ProcessDocument2 pagesAdiabatic Vs Isothermal ProcessRyanNo ratings yet
- Chapter 1 - Atoms, Molecules and Stoichiometry PDFDocument10 pagesChapter 1 - Atoms, Molecules and Stoichiometry PDFRamshaNo ratings yet
- Aldehyde, Ketones and Carboxylic AcidDocument1 pageAldehyde, Ketones and Carboxylic AcidGargi PathakNo ratings yet
- Sarmica 2Document5 pagesSarmica 2Akash RughaniNo ratings yet
- Green Pesticides For Organic Farming Occurrence and Properties of Essential Oils For Use in Pest ControlDocument25 pagesGreen Pesticides For Organic Farming Occurrence and Properties of Essential Oils For Use in Pest ControlteguhwidiartoNo ratings yet
- Tunneling Brochure English 04Document7 pagesTunneling Brochure English 04xcvNo ratings yet
- Class 10 Science Super 20 Sample PapersDocument85 pagesClass 10 Science Super 20 Sample PapersParas Tyagi100% (1)
- T-Technology Pintér WorksDocument5 pagesT-Technology Pintér Worksmig232323No ratings yet