You might also like
- Request Meeting AppointmentDocument12 pagesRequest Meeting AppointmentVinod Yb100% (3)
- Astm B221Document15 pagesAstm B221prakhar tandon67% (3)
- Rexroth Oil Cleanliness Booklet PDFDocument44 pagesRexroth Oil Cleanliness Booklet PDFJairoHernanLopera100% (1)
- Estimating Trench ExcavationDocument5 pagesEstimating Trench ExcavationVinod YbNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Reengineering Construction EquipmentDocument62 pagesReengineering Construction EquipmentVinod YbNo ratings yet
- Valmiki RamayanaDocument32 pagesValmiki RamayanaVinod Yb67% (3)
- Traditional Machining Processes Research AdvancesDocument242 pagesTraditional Machining Processes Research AdvancesGema Rodriguez DelgadoNo ratings yet
- Plumbing LayoutDocument7 pagesPlumbing LayoutArJuliusSisonNo ratings yet
- Fuel Gas Skid Technical SpecificationDocument32 pagesFuel Gas Skid Technical Specificationsumit kumarNo ratings yet
- SAE Standards For Earthmoving EquipmentDocument2 pagesSAE Standards For Earthmoving EquipmentVinod Yb50% (4)
- Technical Advice Sheet - 5 Dealing With Dampness in Old WallsDocument10 pagesTechnical Advice Sheet - 5 Dealing With Dampness in Old WallsLasha ShartavaNo ratings yet
- Rating Dozer BladesDocument4 pagesRating Dozer BladesAdriana GrajedaNo ratings yet
- Chemistry of Carbon BlackDocument24 pagesChemistry of Carbon BlackMudrika Yadav100% (1)
- 023 - Isomerization Unit (ISOM)Document5 pages023 - Isomerization Unit (ISOM)Raghavan VenkatramanNo ratings yet
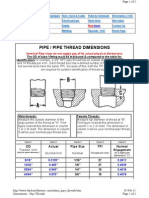
- Pipe Thread DiameterDocument3 pagesPipe Thread DiameterNabil RamehNo ratings yet
- Cilindro Servo KONGSBERGDocument47 pagesCilindro Servo KONGSBERGAnonymous UjSbzQ100% (1)
- Welding Dissimilar MetalsDocument6 pagesWelding Dissimilar MetalsNitintak100% (1)
- Mobile Elevating Work PlatformsDocument64 pagesMobile Elevating Work Platformshimubuet100% (1)
- Hole Quality in DrillingDocument11 pagesHole Quality in DrillingJack BurtonNo ratings yet
- Catalysis of A Reaction Between Sodium Thiosulfate and Iron (III) Nitrate SolutionsDocument3 pagesCatalysis of A Reaction Between Sodium Thiosulfate and Iron (III) Nitrate Solutionssachin0002No ratings yet
- Hammer Mill 1 PDFDocument8 pagesHammer Mill 1 PDFsaadatnailuNo ratings yet
- Industry4 161112133940Document19 pagesIndustry4 161112133940Tran Anh100% (1)
- Triumph Sprint ST 1050 Manual 2005pdfDocument441 pagesTriumph Sprint ST 1050 Manual 2005pdfweverton lenkerNo ratings yet
- A Study of Abrasive Waterjet Cutting of Metallic Coated Sheet SteelsDocument16 pagesA Study of Abrasive Waterjet Cutting of Metallic Coated Sheet Steelsmusaismail8863No ratings yet
- Investigation of Interparticle Breakage As Applied To Cone Crushing PDFDocument16 pagesInvestigation of Interparticle Breakage As Applied To Cone Crushing PDFFrancisco Antonio Guerrero MonsalvesNo ratings yet
- 1 s2.0 S0043164823001709 MainDocument14 pages1 s2.0 S0043164823001709 MainRaphaël ROYERNo ratings yet
- Plain Bearings Made From Engineering PlasticsDocument44 pagesPlain Bearings Made From Engineering PlasticsJani LahdelmaNo ratings yet
- Mechanics of boring processes—Part I modeling cutting forces and chip geometryDocument15 pagesMechanics of boring processes—Part I modeling cutting forces and chip geometryhunter lawsonNo ratings yet
- Abrasive Waterjet Cutting Model for Granite DepthDocument5 pagesAbrasive Waterjet Cutting Model for Granite DepthcevherimNo ratings yet
- Paper Roxborough ROCK CUTTINGDocument18 pagesPaper Roxborough ROCK CUTTINGYolan SatoNo ratings yet
- 1129215777isrm SM Block Punch Strength Index - 2001Document7 pages1129215777isrm SM Block Punch Strength Index - 2001Kasim BaručijaNo ratings yet
- Analysis of Tool Geometry for Screw Extrusion MachinesDocument12 pagesAnalysis of Tool Geometry for Screw Extrusion MachinesdjklikaNo ratings yet
- 44 - Delamination in Drilling GFR-thermoset CompositesDocument15 pages44 - Delamination in Drilling GFR-thermoset CompositesNicolas juan RavalliNo ratings yet
- 2008 G&T 01 Testing PPLDocument15 pages2008 G&T 01 Testing PPLNathan VincentNo ratings yet
- Three point bending fatigue test for gearsDocument5 pagesThree point bending fatigue test for gearsSwapvaibNo ratings yet
- 2018-Process Reliability of Abrasive Water Jet To Cut Shapes of The Titanium Alloy Ti-6Al-4VDocument8 pages2018-Process Reliability of Abrasive Water Jet To Cut Shapes of The Titanium Alloy Ti-6Al-4VBui Ha PhuongNo ratings yet
- Review On Effects of Input Parameters and Design of Experiments On Surface Grinding Process in EN31 MaterialDocument7 pagesReview On Effects of Input Parameters and Design of Experiments On Surface Grinding Process in EN31 MaterialInnovative Research PublicationsNo ratings yet
- Karpuschewski 2018 IOP Conf. Ser. Mater. Sci. Eng. 448 012056Document12 pagesKarpuschewski 2018 IOP Conf. Ser. Mater. Sci. Eng. 448 012056Chiheb BaNo ratings yet
- Finite Element Analysis of Cutting Tools Prior To Fracture in Hard Turning Operations 2005 Materials DesignDocument8 pagesFinite Element Analysis of Cutting Tools Prior To Fracture in Hard Turning Operations 2005 Materials DesignEdo DestradaNo ratings yet
- Optimizing Drilling Parameters for Cutting Forces in B4C-Reinforced Aluminum AlloysDocument8 pagesOptimizing Drilling Parameters for Cutting Forces in B4C-Reinforced Aluminum AlloysashadNo ratings yet
- International Journal of Chemtech ResearchDocument8 pagesInternational Journal of Chemtech ResearchMuddu AlaparthiNo ratings yet
- Sciencedirect: Methodology To Predict The Shape of The Tool Fabricated by Awjm ProcessDocument4 pagesSciencedirect: Methodology To Predict The Shape of The Tool Fabricated by Awjm ProcessankushNo ratings yet
- Experimental Research and Method For Calculation of 'Upsetting-with-Buckling' Load at The Impression-Free (Dieless) Preforming of WorkpieceDocument11 pagesExperimental Research and Method For Calculation of 'Upsetting-with-Buckling' Load at The Impression-Free (Dieless) Preforming of WorkpiecemshNo ratings yet
- Simulation of Bending and Torsion Tests of Non-WeldedDocument9 pagesSimulation of Bending and Torsion Tests of Non-WeldedBRAYAN ALEJANDRO REYES VILLANUEVANo ratings yet
- Cutting Performance of Glass-Vinyl Ester Composite by Abrasive Water JetDocument34 pagesCutting Performance of Glass-Vinyl Ester Composite by Abrasive Water Jetalvian GaspolllNo ratings yet
- Cutting Force MarbleDocument8 pagesCutting Force MarbleGhiyath WaznehNo ratings yet
- Ijems 21 (5) 543-556Document14 pagesIjems 21 (5) 543-556Abhishek AroraNo ratings yet
- Plateau-Honing Semi-Empirical ModelDocument4 pagesPlateau-Honing Semi-Empirical ModelmiltoncobaNo ratings yet
- (2083831X - Studia Geotechnica Et Mechanica) Application of The New Shape Crushing Plate in Machine Crushing ProcessesDocument14 pages(2083831X - Studia Geotechnica Et Mechanica) Application of The New Shape Crushing Plate in Machine Crushing ProcessesCarlos Ediver Arias RestrepoNo ratings yet
- Effect of Cutting Angle and Depth of Cut On Chipping and Workpiece Surface RoughnessDocument5 pagesEffect of Cutting Angle and Depth of Cut On Chipping and Workpiece Surface RoughnessInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Term Paper: Investigation of The Interaction Between The Surface Quality and Rake Angle in Machining of Aisi 1040 SteelDocument9 pagesTerm Paper: Investigation of The Interaction Between The Surface Quality and Rake Angle in Machining of Aisi 1040 SteelSandeep NairNo ratings yet
- Surface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardDocument10 pagesSurface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardHeri SetiawanNo ratings yet
- DK 31518522Document5 pagesDK 31518522IJMERNo ratings yet
- Experimental examination of effects of punch angle and clearance on shearing forceDocument10 pagesExperimental examination of effects of punch angle and clearance on shearing forceDeepNo ratings yet
- Fluidized Bed Assisted Abrasive Jet Machining (FB-AJM) : Precision Internal Finishing of Inconel 718 ComponentsDocument28 pagesFluidized Bed Assisted Abrasive Jet Machining (FB-AJM) : Precision Internal Finishing of Inconel 718 ComponentsNashraat BukhoryNo ratings yet
- Modeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresDocument6 pagesModeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresSeethaNo ratings yet
- Prediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression ProgrammingDocument14 pagesPrediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression Programmingkshastry72No ratings yet
- HardeningDocument6 pagesHardeningRichardo AdhitamaNo ratings yet
- Optimization of Surface Roughness in Honing of Engine Cylinder Liners With Sic Honing StonesDocument7 pagesOptimization of Surface Roughness in Honing of Engine Cylinder Liners With Sic Honing StonesHoang LamNo ratings yet
- Force Pressure and Strain Measurements For TraditiDocument22 pagesForce Pressure and Strain Measurements For TraditiSerhat TüysüzNo ratings yet
- Study On The Design of An Underwater Chain Trencher Via A Genetic AlgorithmDocument14 pagesStudy On The Design of An Underwater Chain Trencher Via A Genetic AlgorithmciprianlightNo ratings yet
- Ijaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)Document12 pagesIjaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)IAEME PublicationNo ratings yet
- Paper 1Document7 pagesPaper 1Akeel WannasNo ratings yet
- Measurement: D. Philip Selvaraj, P. Chandramohan, M. MohanrajDocument11 pagesMeasurement: D. Philip Selvaraj, P. Chandramohan, M. MohanrajCaio CruzNo ratings yet
- An Experimental Study On The Examination of Springback of Sheet Metals With Several Thicknesses and Properties in Bending DiesDocument9 pagesAn Experimental Study On The Examination of Springback of Sheet Metals With Several Thicknesses and Properties in Bending Dieskhudhayer1970No ratings yet
- IJME-Impact of Single-Multi Rollers Burnishing Tools - IASETDocument14 pagesIJME-Impact of Single-Multi Rollers Burnishing Tools - IASETiaset123No ratings yet
- Adtya SynopsisDocument27 pagesAdtya SynopsisCH 09 Dileep KumarNo ratings yet
- AWJC Model Predicts Depth of Cut in Kevlar-Phenolic CompositesDocument8 pagesAWJC Model Predicts Depth of Cut in Kevlar-Phenolic CompositesMohan KumarNo ratings yet
- TS-2 8004 ReportDocument10 pagesTS-2 8004 ReportSaitama BackupNo ratings yet
- Characterising the Effect of Springback on Mechanically Formed SteelDocument4 pagesCharacterising the Effect of Springback on Mechanically Formed SteelpuneethudupiNo ratings yet
- 04 2012 774 Okutan 03Document9 pages04 2012 774 Okutan 03ironmn70No ratings yet
- Manu 135 04 041004 PDFDocument6 pagesManu 135 04 041004 PDFGabrielle ScottNo ratings yet
- Structural Redesigning of A CNC Lathe Bed To Improve Its Static and Dynamic CharacteristicsDocument6 pagesStructural Redesigning of A CNC Lathe Bed To Improve Its Static and Dynamic CharacteristicsIjabiNo ratings yet
- Vplyv Parametrov Tvárnenia Pri Hydromechanickom Procese Hlbokého Ťahania PlôchDocument4 pagesVplyv Parametrov Tvárnenia Pri Hydromechanickom Procese Hlbokého Ťahania PlôchZimekNo ratings yet
- Optimization of Cutting Fluid Supply Based On The Motor CurrentDocument10 pagesOptimization of Cutting Fluid Supply Based On The Motor CurrentAynamawNo ratings yet
- Theoretical analysis of rolling-extrusion processDocument7 pagesTheoretical analysis of rolling-extrusion processfujinyuanNo ratings yet
- Analytical and Experimental Investigation of Contribution of Burnished Parameters On Roughness and Micro Hardness of AA6351Document7 pagesAnalytical and Experimental Investigation of Contribution of Burnished Parameters On Roughness and Micro Hardness of AA6351International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Jaw Crusher Review Kinematic Dynamic AnalysisDocument4 pagesJaw Crusher Review Kinematic Dynamic AnalysisRagab AbulmagdNo ratings yet
- Is 5816 Splitting Tesile Strength of Concrete-Method of Test.182112830Document11 pagesIs 5816 Splitting Tesile Strength of Concrete-Method of Test.182112830shinjinkuroNo ratings yet
- Mechanical Properties and Performance of Engineering Ceramics and Composites XIFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites XIJonathan SalemNo ratings yet
- 5 Things You Should Never Say When Asking For A RaiseDocument2 pages5 Things You Should Never Say When Asking For A RaiseVinod YbNo ratings yet
- Six Sigma Analyse Phase 1Document50 pagesSix Sigma Analyse Phase 1Vinod Yb100% (1)
- Tools List For Torque ToolDocument2 pagesTools List For Torque ToolVinod YbNo ratings yet
- Earth Moving Machines-A GlanceDocument27 pagesEarth Moving Machines-A GlanceVinod YbNo ratings yet
- Dmew G R%D@: Seed DGTDocument2 pagesDmew G R%D@: Seed DGTVinod YbNo ratings yet
- Decentralized Hydraulics For Micro ExcavatorsDocument3 pagesDecentralized Hydraulics For Micro ExcavatorsVinod YbNo ratings yet
- Chapter 14 - Zoning Regulations................................................ 119Document40 pagesChapter 14 - Zoning Regulations................................................ 119Vinod YbNo ratings yet
- Comparison - US Versus IndiaDocument10 pagesComparison - US Versus IndiaVinod YbNo ratings yet
- SIM Hands On Test Drive 2012Document174 pagesSIM Hands On Test Drive 2012janaaidaas100% (2)
- Design of Formula SAE Brake SystemsDocument6 pagesDesign of Formula SAE Brake SystemsFuinha120194No ratings yet
- ISO 4406 Particles in FluidDocument31 pagesISO 4406 Particles in FluidVinod YbNo ratings yet
- ASTM - SAE Material SpecificationsDocument2 pagesASTM - SAE Material SpecificationsVinod YbNo ratings yet
- MGR Manufacturing Engineering PDFDocument4 pagesMGR Manufacturing Engineering PDFVinod YbNo ratings yet
- Quality Control and Quality AssuranceDocument7 pagesQuality Control and Quality AssuranceMoeen Khan Risaldar100% (1)
- Autonomous VehicleDocument6 pagesAutonomous VehicleVinod YbNo ratings yet
- Design & Analysis of Hydraulic CylinderDocument10 pagesDesign & Analysis of Hydraulic CylinderVinod YbNo ratings yet
- Design & Analysis of Hydraulic CylinderDocument10 pagesDesign & Analysis of Hydraulic CylinderVinod YbNo ratings yet
- SCM55 Dakota Bodies line body for utility truckDocument26 pagesSCM55 Dakota Bodies line body for utility truckVinod YbNo ratings yet
- Backhoe Kinematics & Dynamics PDFDocument37 pagesBackhoe Kinematics & Dynamics PDFVinod YbNo ratings yet
- The Global Volume and Value ServiceDocument103 pagesThe Global Volume and Value ServiceVinod Yb100% (1)
- Dimensionless Analysis PDFDocument16 pagesDimensionless Analysis PDFVinod YbNo ratings yet
- GD & TDocument43 pagesGD & TMahender Kumar100% (1)
- MNT Design 2520of 2520equipmentsDocument32 pagesMNT Design 2520of 2520equipmentsshamsabbasNo ratings yet
- ACPSB 380P Rooftop PackageDocument28 pagesACPSB 380P Rooftop Package6PakNo ratings yet
- Experimental Investigation On Utilization of Ceramic Tile Waste As A Partial Replacement of Fine Aggregate in Cement MortarDocument6 pagesExperimental Investigation On Utilization of Ceramic Tile Waste As A Partial Replacement of Fine Aggregate in Cement MortarInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Indonesian Coal Price Analysis February 2013Document4 pagesIndonesian Coal Price Analysis February 2013Thaigroup Cement0% (1)
- Metal MumpsDocument27 pagesMetal Mumpsapi-3748599No ratings yet
- As-Welded Wrought Austenitic Stainless Steel Fittings For General Corrosive Service at Low and Moderate TemperaturesDocument4 pagesAs-Welded Wrought Austenitic Stainless Steel Fittings For General Corrosive Service at Low and Moderate Temperaturesrgi178No ratings yet
- Design of timber compression membersDocument28 pagesDesign of timber compression membersPablo CartagenaNo ratings yet
- MSDS Furniture Polish Spray (PLEDGE)Document3 pagesMSDS Furniture Polish Spray (PLEDGE)Kang RaisNo ratings yet
- Daily Progress ReportDocument2 pagesDaily Progress ReportmkpqNo ratings yet
- Specifications For Painting WorksDocument2 pagesSpecifications For Painting WorksvinodNo ratings yet
- DOW FILMTEC™ BW30-400 Element: DescriptionDocument2 pagesDOW FILMTEC™ BW30-400 Element: DescriptionKamal ChokshiNo ratings yet
- Catalog Scule 2019 PDFDocument22 pagesCatalog Scule 2019 PDFCristian OprisanuNo ratings yet
- Konnerup (2012) Design of Steel-Concrete Composite Structures For A High-Rise BuildingDocument185 pagesKonnerup (2012) Design of Steel-Concrete Composite Structures For A High-Rise Buildingint8No ratings yet
- Introduction To HydraulicDocument28 pagesIntroduction To HydraulicMohamed ElmakkyNo ratings yet
- Notes - Separating and Purifying SubstancesDocument2 pagesNotes - Separating and Purifying SubstancesJayasutha Raman100% (1)
- CG Ceiling Fans UnderlightDocument8 pagesCG Ceiling Fans Underlightprakash_garudNo ratings yet