You might also like
- Exam July 2021Document16 pagesExam July 202101280724321 Helmy100% (1)
- Welded Tube Joint SpecDocument8 pagesWelded Tube Joint SpecAvinash ShuklaNo ratings yet
- API 570 Authorized Piping Inspector Preparatory Program: Open Book Mockup ExaminationDocument8 pagesAPI 570 Authorized Piping Inspector Preparatory Program: Open Book Mockup ExaminationmelvinNo ratings yet
- Standard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodDocument7 pagesStandard Practice For Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodMauricio FernándezNo ratings yet
- Open Book Testing - API 653Document9 pagesOpen Book Testing - API 653EdisonCorderoNo ratings yet
- Code Sec.: PD C Se P Y C D Set Xcrxyrs C DDocument1 pageCode Sec.: PD C Se P Y C D Set Xcrxyrs C DsubhaNo ratings yet
- API 653 exam sample items guideDocument3 pagesAPI 653 exam sample items guideAbdelhakim MaghnoujNo ratings yet
- Barcol Hardness Test - 3101Document2 pagesBarcol Hardness Test - 3101Muthuram NNo ratings yet
- API 510 calculation summary sheet guideDocument2 pagesAPI 510 calculation summary sheet guideMurugananthamParamasivamNo ratings yet
- Case Study - 7: Numerical in API 510 CodeDocument4 pagesCase Study - 7: Numerical in API 510 CodeVishal BailurNo ratings yet
- ASME Section IX WPS questions on welding procedure qualificationsDocument35 pagesASME Section IX WPS questions on welding procedure qualificationsdhasdj100% (1)
- Api 653 QuestionsDocument28 pagesApi 653 Questionskorichi100% (1)
- Asme Sec Ix MockDocument28 pagesAsme Sec Ix MocksheikmoinNo ratings yet
- Api 510 Asme PCC2Document1 pageApi 510 Asme PCC2korichiNo ratings yet
- API 510 Rerating Extract PDFDocument3 pagesAPI 510 Rerating Extract PDFmjmehta81No ratings yet
- API 510 Case Study - 7Document2 pagesAPI 510 Case Study - 7Khaled FatnassiNo ratings yet
- ASME Plant Inspector Level 1 BoK: Inspection KnowledgeDocument5 pagesASME Plant Inspector Level 1 BoK: Inspection KnowledgeNnamdi Celestine NnamdiNo ratings yet
- Api 653 Quiz-3Document3 pagesApi 653 Quiz-3rajuajiNo ratings yet
- Api 510 Q&a-2Document32 pagesApi 510 Q&a-2Mohammed ShakilNo ratings yet
- 1.510 Sample QuestionSDocument7 pages1.510 Sample QuestionSvamsikrishnaNo ratings yet
- P Peaking BandingDocument4 pagesP Peaking BandingSUBHOMOYNo ratings yet
- Tube-To-Tube Sheet Joint RequirementsDocument2 pagesTube-To-Tube Sheet Joint RequirementsWaqas WaqasNo ratings yet
- BPVDocument8 pagesBPVendri2000No ratings yet
- Pmi Procedure: Superflow Pumps Pvt. LTDDocument6 pagesPmi Procedure: Superflow Pumps Pvt. LTDashish tiwariNo ratings yet
- PWHT Requirement As Per API-650Document1 pagePWHT Requirement As Per API-650hgagselim2012No ratings yet
- Manual API 510Document231 pagesManual API 510Fabricio Vega EstrellaNo ratings yet
- Asme B31.3 Open & Closed Book (165 Q&A) (For Api 570 & Si Examinations)Document28 pagesAsme B31.3 Open & Closed Book (165 Q&A) (For Api 570 & Si Examinations)nani356No ratings yet
- API 570 Exam Prep TrainingDocument3 pagesAPI 570 Exam Prep Trainingalouis100% (1)
- API 653 - Section 650 Flash Card - 36 QuestionsDocument5 pagesAPI 653 - Section 650 Flash Card - 36 QuestionsdanielbellaNo ratings yet
- API-510 Exam # 3 2008 Open Book Exam PDFDocument14 pagesAPI-510 Exam # 3 2008 Open Book Exam PDFIslam FawzyNo ratings yet
- Introduction To API 571Document13 pagesIntroduction To API 571M. Nasikhun WahidinNo ratings yet
- 653 Homework #4Document8 pages653 Homework #4Rami GhorbelNo ratings yet
- CPI Steam Heated BoilerDocument4 pagesCPI Steam Heated BoilerGTpianomanNo ratings yet
- API-510 Closed Book (Vérifié Lors Du Test) FLASH CARDSDocument31 pagesAPI-510 Closed Book (Vérifié Lors Du Test) FLASH CARDSfathiNo ratings yet
- API 510 Section 8 QuizDocument17 pagesAPI 510 Section 8 Quizamalhaj2013No ratings yet
- API 570 Point Recall 4Document3 pagesAPI 570 Point Recall 4Ravindra S. Jivani100% (2)
- Sis Book Asme IxDocument107 pagesSis Book Asme IxHamza AlamNo ratings yet
- Api 653 (CB-109)Document37 pagesApi 653 (CB-109)Naveen RajNo ratings yet
- Leak Testing For Closure Welds of Pressure Piping PDFDocument4 pagesLeak Testing For Closure Welds of Pressure Piping PDFezzataNo ratings yet
- API 570 Exam CalculationsDocument2 pagesAPI 570 Exam Calculationssnehal.deshmukhNo ratings yet
- PWHT For Shell Nozzle of Steel Storage Tanks-21Document27 pagesPWHT For Shell Nozzle of Steel Storage Tanks-21الGINIRAL FREE FIRE100% (1)
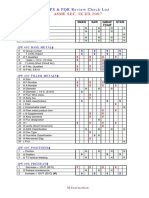
- WPS & PQR Review Check List: Asme Sec. Ix Ed.2007Document2 pagesWPS & PQR Review Check List: Asme Sec. Ix Ed.2007KyNo ratings yet
- Hot Tapping AST Storage Tanks SafelyDocument2 pagesHot Tapping AST Storage Tanks SafelyJuan DelacruzNo ratings yet
- API 510 QUIZ No.4Document5 pagesAPI 510 QUIZ No.4Hatem RagabNo ratings yet
- Saudi Aramco Standards: WeldingDocument12 pagesSaudi Aramco Standards: WeldingGEORGE IVANNo ratings yet
- API 653 Effectivity SheetDocument1 pageAPI 653 Effectivity SheetIsmail MemonNo ratings yet
- API 653 Exam Prep: Key Points for Tank Bottom IntegrityDocument35 pagesAPI 653 Exam Prep: Key Points for Tank Bottom Integritymajdi jerbiNo ratings yet
- Job Procedure For Puncture/Floatation/Rain Water Accumulation TestDocument4 pagesJob Procedure For Puncture/Floatation/Rain Water Accumulation Testfaisal jasim100% (1)
- Sa 263Document8 pagesSa 263Wagner Renato AraújoNo ratings yet
- Sample Questions For API 570 EDocument14 pagesSample Questions For API 570 Eمبشر أحمدNo ratings yet
- RT API 650 12th - 2013Document1 pageRT API 650 12th - 2013Đỗ Thị HuyềnNo ratings yet
- ASME B16.5 practice questions and answersDocument66 pagesASME B16.5 practice questions and answersAbdul Qhadeer AnsariNo ratings yet
- Daily Exam 1 (Open) : Professional Training and ConsultationDocument4 pagesDaily Exam 1 (Open) : Professional Training and ConsultationShaalan AliNo ratings yet
- API-570-Exam-100-Q (계산문제 정리할수 있는 문제) PDFDocument23 pagesAPI-570-Exam-100-Q (계산문제 정리할수 있는 문제) PDFasNo ratings yet
- Api 653 Preparatory Important Closed Book Questions: Professional Training and ConsultationDocument2 pagesApi 653 Preparatory Important Closed Book Questions: Professional Training and ConsultationNuwan RanaweeraNo ratings yet
- CKRC API 653 WORKBOOK MODULE 2 AIT Rev 1Document18 pagesCKRC API 653 WORKBOOK MODULE 2 AIT Rev 1CHANDRA BHUSHAN KESARI100% (1)
- Lesson 19 - API-510 - New2Document56 pagesLesson 19 - API-510 - New2Fahim MarwatNo ratings yet
- BS 1769 - 1951 Fastener Standard SpecificationDocument4 pagesBS 1769 - 1951 Fastener Standard Specificationsarath6725No ratings yet
- Filetage IsoDocument10 pagesFiletage IsoGregory frissotNo ratings yet
- Max Planck The Father of Quantum TheoryDocument5 pagesMax Planck The Father of Quantum Theorysarath6725100% (1)
- Motor Vehicles Act 1988Document233 pagesMotor Vehicles Act 1988sriram_iyer_8No ratings yet
- Filetage IsoDocument10 pagesFiletage IsoGregory frissotNo ratings yet
- 484 Welding Guidelines For Design EngineersDocument4 pages484 Welding Guidelines For Design EngineersPham Song Hong100% (1)
- Filetage IsoDocument10 pagesFiletage IsoGregory frissotNo ratings yet
- DIN ISO Comparison SheetDocument5 pagesDIN ISO Comparison Sheetsarath6725No ratings yet
- WELDING GUIDELINES: COST-EFFECTIVE DESIGN TIPSDocument6 pagesWELDING GUIDELINES: COST-EFFECTIVE DESIGN TIPSsarath6725No ratings yet
- 484 Welding Guidelines For Design EngineersDocument4 pages484 Welding Guidelines For Design EngineersPham Song Hong100% (1)
- Bolt DimensionDocument5 pagesBolt Dimensionsarath6725No ratings yet
- DIN ISO Standard ConversionDocument5 pagesDIN ISO Standard Conversionsarath6725100% (2)
- b18.15 Eye BoltDocument4 pagesb18.15 Eye Boltsarath67250% (1)
- 484 Welding Guidelines For Design EngineersDocument4 pages484 Welding Guidelines For Design EngineersPham Song Hong100% (1)
- Is.8822.1978 Slotted Mushroom Head Roofing BoltDocument7 pagesIs.8822.1978 Slotted Mushroom Head Roofing Boltsarath6725No ratings yet
- DIN ISO Standard ConversionDocument5 pagesDIN ISO Standard Conversionsarath6725100% (2)
- 484 Welding Guidelines For Design EngineersDocument4 pages484 Welding Guidelines For Design EngineersPham Song Hong100% (1)
- Threads Standard Reference Guide Rev4 PDFDocument21 pagesThreads Standard Reference Guide Rev4 PDFPham CongNo ratings yet
- Steel Plate Comparision PDFDocument2 pagesSteel Plate Comparision PDFchandakweNo ratings yet
- Threading - Rolling OperationDocument20 pagesThreading - Rolling Operationsarath6725No ratings yet
- Dacromet Coating A490m BoltsDocument8 pagesDacromet Coating A490m Boltssarath6725No ratings yet
- Bs 970 Steel Numbers 1955 1991Document4 pagesBs 970 Steel Numbers 1955 1991sarath6725No ratings yet
- BS EN 10163-3-2004 Delivery Requirements For Surface Condition of Hot-Rolled Steel Plates, Wide Flats and Sections - Part 3 SectionsDocument12 pagesBS EN 10163-3-2004 Delivery Requirements For Surface Condition of Hot-Rolled Steel Plates, Wide Flats and Sections - Part 3 SectionsMl Jain89% (18)
- GalvanizingDocument3 pagesGalvanizingPankaj_Taneja_9684100% (2)
- ASME B18 22 Metric WashersDocument17 pagesASME B18 22 Metric Washerssarath6725No ratings yet
- Transisi Iso 2001 TH 2008 Ke 2015 PDFDocument32 pagesTransisi Iso 2001 TH 2008 Ke 2015 PDFsellen34No ratings yet
- Helical Spring LockwashersDocument4 pagesHelical Spring LockwashersjoseocsilvaNo ratings yet
- Binário de ApertoDocument1 pageBinário de ApertomiguelfpintoNo ratings yet
- Helical Spring LockwashersDocument4 pagesHelical Spring LockwashersjoseocsilvaNo ratings yet
- Transisi Iso 2001 TH 2008 Ke 2015 PDFDocument32 pagesTransisi Iso 2001 TH 2008 Ke 2015 PDFsellen34No ratings yet