You might also like
- Winch, Rolls-RoyceDocument202 pagesWinch, Rolls-RoyceOleksandr RakshaNo ratings yet
- Piston Type Steering Gears CatalogueDocument10 pagesPiston Type Steering Gears CatalogueMaria100% (1)
- HRP Thruster Systems: Instruction Manual ForDocument28 pagesHRP Thruster Systems: Instruction Manual ForMustafa GözütokNo ratings yet
- DMT ATW 211-H19 350 KN Anchor Towing Winch Technical Manual (DWG 10002-2 DMT Order No. 218126) For YN 513520 (MANUAL-I - 4086177 - 1 - A) - 1Document40 pagesDMT ATW 211-H19 350 KN Anchor Towing Winch Technical Manual (DWG 10002-2 DMT Order No. 218126) For YN 513520 (MANUAL-I - 4086177 - 1 - A) - 1phankhoa83-1100% (1)
- SEC Deck Machinery - EMW 160Document146 pagesSEC Deck Machinery - EMW 160john smith100% (2)
- ASD Tug Specification PTB PDFDocument29 pagesASD Tug Specification PTB PDFAndi irfanNo ratings yet
- Ut 733-3 G6 R0Document10 pagesUt 733-3 G6 R0sumbermisuriaNo ratings yet
- Berg Manual CPP Contr Pitch PropellerDocument290 pagesBerg Manual CPP Contr Pitch PropellerКонстантин СкворцовNo ratings yet
- CLH Vertical SilipumpDocument13 pagesCLH Vertical Silipumpriky nurgiantoroNo ratings yet
- Instruction Manual FOR Rolls-Royce Steering GearDocument58 pagesInstruction Manual FOR Rolls-Royce Steering GearElena Baju100% (1)
- HS - Marine KatalogDocument20 pagesHS - Marine KatalogGogyNo ratings yet
- Wartsila Marine Reduction GearsDocument8 pagesWartsila Marine Reduction GearsFederico CurroNo ratings yet
- H2 RudderDocument19 pagesH2 RudderVinay Kumar Neelam100% (1)
- Tt2000cp DPN ST Vers ADocument11 pagesTt2000cp DPN ST Vers Atm5u2rNo ratings yet
- Sili Pump: Marine Pump Specialist in ChinaDocument0 pagesSili Pump: Marine Pump Specialist in ChinaRizky Aprianto SetiawanNo ratings yet
- Install Rolls-Royce Thruster ManualDocument3 pagesInstall Rolls-Royce Thruster ManualMaricel Hincu0% (1)
- CP Propeller Equipment PDFDocument22 pagesCP Propeller Equipment PDFHtet Myat SoeNo ratings yet
- Hatlapa Chain Stopper InstructionsDocument10 pagesHatlapa Chain Stopper InstructionsPavel Taranets100% (1)
- Favelle Favco Cranes: Operating, Maintenance and Parts ManualDocument5 pagesFavelle Favco Cranes: Operating, Maintenance and Parts ManualNimmakayala Manikanta100% (1)
- H1 SteeringDocument225 pagesH1 SteeringVinay Kumar NeelamNo ratings yet
- SRP550Document23 pagesSRP550waleedyehia100% (1)
- Technical Form 11 - Facilities & Equipment (Rev.1)Document44 pagesTechnical Form 11 - Facilities & Equipment (Rev.1)HoanNo ratings yet
- Ho (V) - 4-1 Side ThrustersDocument125 pagesHo (V) - 4-1 Side ThrustershamzehNo ratings yet
- Single Rope Timber Grab - OPERATION MANUALDocument12 pagesSingle Rope Timber Grab - OPERATION MANUALSlamet SusantoNo ratings yet
- Kort NozzleDocument4 pagesKort Nozzlevijilrenix100% (1)
- 1Document178 pages1VigoshipNo ratings yet
- ULSTEIN Hydraulic Deck Machinery - PrintDocument33 pagesULSTEIN Hydraulic Deck Machinery - Printhihihi100% (2)
- MAN B&W S70ME-C8.2-TII: Project Guide Electronically Controlled Twostroke EnginesDocument387 pagesMAN B&W S70ME-C8.2-TII: Project Guide Electronically Controlled Twostroke EnginesСлавик Мосин100% (1)
- Operating ManualsDocument487 pagesOperating ManualsLaurentiu Dumitrache100% (1)
- 2013.12-Emma Maersk ER FloodingDocument58 pages2013.12-Emma Maersk ER FloodingLokesh RavichandiranNo ratings yet
- TTS-LMG Marine Cargo Cranes Spec SheetDocument6 pagesTTS-LMG Marine Cargo Cranes Spec SheetAttar AkbarNo ratings yet
- MacGregor Deck Machinery ManualsDocument231 pagesMacGregor Deck Machinery ManualsVitaliy Romashko0% (1)
- Specs 1270-33 18 X 18Document22 pagesSpecs 1270-33 18 X 18Hery Mardiono Hery100% (2)
- Neddeck Marine Oand MDavit SCHDocument54 pagesNeddeck Marine Oand MDavit SCHGabriel Nogueira67% (3)
- Thruster 2500 KW Technical SpecsDocument14 pagesThruster 2500 KW Technical SpecsFelipe Matias Rivero Guerrero100% (1)
- Towimor C30B-PK114Document246 pagesTowimor C30B-PK114john smithNo ratings yet
- Hatlapa Towing WinchesDocument2 pagesHatlapa Towing WinchesNMHaNo ratings yet
- Scana Volda CPP DiagramDocument66 pagesScana Volda CPP DiagramAlejandro BautistaNo ratings yet
- Jastram Bowthruster Technical ManualDocument117 pagesJastram Bowthruster Technical Manualmadake100% (1)
- Brunvoll As Complete Thruster Systems PDFDocument20 pagesBrunvoll As Complete Thruster Systems PDFCristiano CardosoNo ratings yet
- 8DK32C英文セットDocument168 pages8DK32C英文セットValdoados100% (1)
- Maersk Vallvik Machinery Manual Issue 1 April 2011 PDFDocument288 pagesMaersk Vallvik Machinery Manual Issue 1 April 2011 PDFNanu Razvan100% (1)
- Lips Verstelbare Schroef Install. Part 1. Instr.Document121 pagesLips Verstelbare Schroef Install. Part 1. Instr.Georgi100% (2)
- OEVDocument2 pagesOEVVikash Khaliyav YadavNo ratings yet
- Building customer yard winch dataDocument38 pagesBuilding customer yard winch datazzz zzz100% (1)
- Instruction Manual MGN81GL-1A-11A (M6Z06670E)Document72 pagesInstruction Manual MGN81GL-1A-11A (M6Z06670E)arieznaval67% (3)
- Steering Rudders CruiseDocument8 pagesSteering Rudders CruiseSRAR100% (1)
- BJ 63Document131 pagesBJ 63anuarazamNo ratings yet
- Wagner Manual Rudder IndicatorDocument8 pagesWagner Manual Rudder Indicatore_qdaNo ratings yet
- Wartsila Propulsion TrainingDocument42 pagesWartsila Propulsion Trainingnguyenvanhai19031981No ratings yet
- Yuri Senkevich - Machinery Systems ManualDocument352 pagesYuri Senkevich - Machinery Systems Manualpochinkov100% (1)
- Viscosense 3: Technical ManualDocument42 pagesViscosense 3: Technical ManualMuhammad Tilal AshrafNo ratings yet
- Technische Dokumentation Technical Documentation: Fallreepanlage Accommodation Ladder SystemDocument23 pagesTechnische Dokumentation Technical Documentation: Fallreepanlage Accommodation Ladder SystemGogaNo ratings yet
- Manual Dong DMT 400HLDocument39 pagesManual Dong DMT 400HLcmendezNo ratings yet
- OSV Book 12-2012 PDFDocument113 pagesOSV Book 12-2012 PDFStanislav LitvinenkoNo ratings yet
- Marine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsFrom EverandMarine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsRating: 4.5 out of 5 stars4.5/5 (3)
- Ship and Mobile Offshore Unit Automation: A Practical GuideFrom EverandShip and Mobile Offshore Unit Automation: A Practical GuideNo ratings yet
- IMSB Mechanical Suspensions KPM 002 0310rev11Document17 pagesIMSB Mechanical Suspensions KPM 002 0310rev11Nibin OdukkathilNo ratings yet
- Job List of Weigh FeederDocument9 pagesJob List of Weigh FeederAjeet NamdevNo ratings yet
- Forgings NDE GuideDocument26 pagesForgings NDE GuideAdityaJainNo ratings yet
- Ship Efficiency Seminar - CMA CGM - HydrOcean 1. CMADocument30 pagesShip Efficiency Seminar - CMA CGM - HydrOcean 1. CMAxatzaraNo ratings yet
- ABB Technical Note IEC-60034-30Document2 pagesABB Technical Note IEC-60034-30robigedNo ratings yet
- HSE Research Report 258 - David RichesDocument223 pagesHSE Research Report 258 - David Richeskarnivoro76No ratings yet
- ME-GI Dual Fuel MAN EnginesDocument24 pagesME-GI Dual Fuel MAN EngineslesmosNo ratings yet
- Cylinder Lubrication and Cold Corrosion 2013Document8 pagesCylinder Lubrication and Cold Corrosion 2013xatzaraNo ratings yet
- INTERTANKO HSE at Newbuilding and Repair Shipyards and Factory TestingDocument41 pagesINTERTANKO HSE at Newbuilding and Repair Shipyards and Factory TestingxatzaraNo ratings yet
- Furuno Antenna Installation RequirementsDocument9 pagesFuruno Antenna Installation RequirementsxatzaraNo ratings yet
- MAN B&W Service Experience 2013Document42 pagesMAN B&W Service Experience 2013xatzara100% (2)
- Practical Ship Stability CoursesDocument58 pagesPractical Ship Stability CoursesxatzaraNo ratings yet
- LR Newbuildings Project Management CourseDocument34 pagesLR Newbuildings Project Management CoursexatzaraNo ratings yet
- Index Project GuidesDocument240 pagesIndex Project Guidesxatzara83% (12)
- 2 193 Suryo Adji ch07Document47 pages2 193 Suryo Adji ch07Jón Ingvar PálssonNo ratings yet
- Naval Architecture Basic Equations & ConversionsDocument1 pageNaval Architecture Basic Equations & ConversionsxatzaraNo ratings yet
- Pub157 NewConstructionHullSurvey GuideDocument61 pagesPub157 NewConstructionHullSurvey GuiderobertoarellanocastiNo ratings yet
- Practical Electric EndsDocument230 pagesPractical Electric EndsxatzaraNo ratings yet
- Guide tanker damage stabilityDocument9 pagesGuide tanker damage stabilityxatzaraNo ratings yet
- BC1200XLDocument8 pagesBC1200XLCiprian PetruleNo ratings yet
- Towing Ships and Communicating SignalsDocument18 pagesTowing Ships and Communicating Signalsandreea5993No ratings yet
- Skandi AcergyDocument33 pagesSkandi AcergyEjeantengNo ratings yet
- Haul Cables and Care For InfrastructureDocument11 pagesHaul Cables and Care For InfrastructureSathiyaseelan VelayuthamNo ratings yet
- Macgreger K3028-4HD CraneDocument693 pagesMacgreger K3028-4HD CraneArun Tiwari80% (5)
- Safety Regulations: International Longshore & Warehouse Union CanadaDocument38 pagesSafety Regulations: International Longshore & Warehouse Union CanadaSanjayNo ratings yet
- BT2000 PartsDocument112 pagesBT2000 PartsHernan Reyes CarbonellNo ratings yet
- Manual PWLD3000Ai12VDocument50 pagesManual PWLD3000Ai12VYERKO ANDRÉS GONZÁLEZNo ratings yet
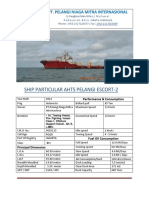
- Ship Particular Ahts-Pe-2Document6 pagesShip Particular Ahts-Pe-2Muhammad RIZALNo ratings yet
- Offshore Coiled Tubing Tension FrameDocument2 pagesOffshore Coiled Tubing Tension FrameArgonauta_navegadorNo ratings yet
- Genie SLA Spare Parts ManualDocument46 pagesGenie SLA Spare Parts ManualАлексейNo ratings yet
- Navigational Instruments and Compasses Course SpecificationsDocument49 pagesNavigational Instruments and Compasses Course SpecificationsJeynard Moler J. TanNo ratings yet
- Manual de Rio Tirfor T 532DDocument2 pagesManual de Rio Tirfor T 532DraulguardaNo ratings yet
- ZP10-1430 Stinger Winch Operator's ManualDocument22 pagesZP10-1430 Stinger Winch Operator's ManualIvan MaltsevNo ratings yet
- Application of HydraulicsDocument7 pagesApplication of HydraulicsalfborbrNo ratings yet
- Ancra - Catalog 214-EDocument12 pagesAncra - Catalog 214-Ebman0051401No ratings yet
- Wms - Notice On Implementation of MSC.1-Circ.1205-Rev.1 Issued by IMO1607913137695Document48 pagesWms - Notice On Implementation of MSC.1-Circ.1205-Rev.1 Issued by IMO1607913137695Reinard BadenhorstNo ratings yet
- Tirfor Winch Guide for Rescue OperationsDocument18 pagesTirfor Winch Guide for Rescue OperationsJOKO LELURNo ratings yet
- 8 Point Mooring - Attachment XxxiiDocument5 pages8 Point Mooring - Attachment XxxiiFaiqah AzmirNo ratings yet
- 08 Hoisting WinchingDocument35 pages08 Hoisting WinchingAndrés RiosNo ratings yet
- DD800W Winch for High Mast LightingDocument2 pagesDD800W Winch for High Mast LightingCristian Andres Matamala TapiaNo ratings yet
- Mk8 Electric Tether Winch Product GuideDocument2 pagesMk8 Electric Tether Winch Product GuideAlaeddineNo ratings yet
- Lifting Plan: Project: VIET HOANG Work Permit No: .Document14 pagesLifting Plan: Project: VIET HOANG Work Permit No: .leminhlocNo ratings yet
- High Mast Lowering DevicesDocument6 pagesHigh Mast Lowering DevicesFE-ZAMARRONNo ratings yet
- 01 - Best Practice Man Riding (Tower Drilling)Document19 pages01 - Best Practice Man Riding (Tower Drilling)Dwi EnkaNo ratings yet
- Course Material For Rigger-Latest - Final CHVR 2010Document138 pagesCourse Material For Rigger-Latest - Final CHVR 2010Tarek Ahmed100% (1)
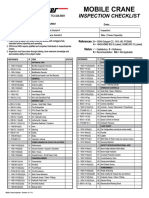
- Mobile Crane: Inspection ChecklistDocument2 pagesMobile Crane: Inspection ChecklistGoudjilNo ratings yet
- HT162 - 7845541.1 - Spare Parts Catalogue - INGDocument152 pagesHT162 - 7845541.1 - Spare Parts Catalogue - INGmadani.hanacheNo ratings yet
- MR150 Dedicated Man Rider® Air Winch: 150 KG (330 LB)Document1 pageMR150 Dedicated Man Rider® Air Winch: 150 KG (330 LB)Ujwal KhandokarNo ratings yet
- Cat Walk InfoDocument428 pagesCat Walk InfoEmmanuel Soberano Hernandez100% (1)