You might also like
- From Pinch Methodology to Pinch-Exergy Integration of Flexible SystemsFrom EverandFrom Pinch Methodology to Pinch-Exergy Integration of Flexible SystemsNo ratings yet
- Indirect MethodDocument6 pagesIndirect MethodFarurrodin Syah AlfahrobiNo ratings yet
- Circulating Fluidized Bed BoilersDocument86 pagesCirculating Fluidized Bed BoilersNguyen Quyet ThangNo ratings yet
- Turboden ORC BrochureDocument13 pagesTurboden ORC BrochureSandeep Trichal100% (1)
- Chapter 3Document48 pagesChapter 3Jeevanandam ShanmugasundaramNo ratings yet
- Bubbling Fluidized Bed (BFB)Document12 pagesBubbling Fluidized Bed (BFB)Prasenjit AdakNo ratings yet
- Fluidized Bed Combustion Boiler TechnologyDocument68 pagesFluidized Bed Combustion Boiler TechnologyhexbiNo ratings yet
- Solid Handling Systems of FFBL Coal Power Plant ProjectCPP ProjectDocument21 pagesSolid Handling Systems of FFBL Coal Power Plant ProjectCPP Projectik43207No ratings yet
- Jako KorisnoDocument129 pagesJako KorisnoDrago MimiNo ratings yet
- RankineCycle Operator ManualDocument72 pagesRankineCycle Operator ManualSB216No ratings yet
- The Concept of Exergy and Energy Quality - Truls GundersenDocument26 pagesThe Concept of Exergy and Energy Quality - Truls Gundersenuser_account100% (1)
- Sunfire Factsheet HyLink SOEC 20210303Document2 pagesSunfire Factsheet HyLink SOEC 20210303Amin AhmadiNo ratings yet
- 2.8 Waste Heat Recovery-LibreDocument18 pages2.8 Waste Heat Recovery-Libredivyank3dNo ratings yet
- Aspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectDocument10 pagesAspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectZhofran BintangNo ratings yet
- Air Monitoring Combustion Air Power BoilersDocument189 pagesAir Monitoring Combustion Air Power BoilersAnonymous zdCUbW8HfNo ratings yet
- Industrial FurnacesDocument20 pagesIndustrial FurnacesRajib ChatterjeeNo ratings yet
- RWPR 900 Pellet Mill BrochureDocument4 pagesRWPR 900 Pellet Mill Brochuregrupa2904No ratings yet
- Training Ebsilon EnglDocument49 pagesTraining Ebsilon EnglUsama Jawaid100% (1)
- Walteremrichauth 141013104951 Conversion Gate01Document294 pagesWalteremrichauth 141013104951 Conversion Gate01Vijay Kumar Siripurapu100% (1)
- How A Gas Turbine Works by Solar (Brayton Cicle)Document1 pageHow A Gas Turbine Works by Solar (Brayton Cicle)Roselio MayoNo ratings yet
- AB&CO Electrical Process Air Heaters: Preliminary Calculation of Prices & DimensionsDocument2 pagesAB&CO Electrical Process Air Heaters: Preliminary Calculation of Prices & DimensionsGeorge ConstantineNo ratings yet
- Appendiks ADocument107 pagesAppendiks APuttanara Deo100% (1)
- EvaporatorDocument21 pagesEvaporatormpromentillaNo ratings yet
- Fan Flow Calculation For FBC BoilerDocument3 pagesFan Flow Calculation For FBC BoilerOmprakaash MokideNo ratings yet
- Biomass Conversion TechnologiesDocument196 pagesBiomass Conversion TechnologiescokavoliNo ratings yet
- Syngas: Synthetic Gas Synthesis Gas Wood Gas Pyrolysis Gas Producer GasDocument4 pagesSyngas: Synthetic Gas Synthesis Gas Wood Gas Pyrolysis Gas Producer GasConstantin StanNo ratings yet
- Thermal Gasification For Power and FuelsDocument105 pagesThermal Gasification For Power and FuelsRodolfo Barbosa YoungNo ratings yet
- Gas BurnersDocument259 pagesGas BurnerssnrahmanNo ratings yet
- Mazzetti, Marit Jagtøyen Nekså, Petter Walnum, Harald Taxt - Energy-Efficiency Technologies For Reduction of Offshore CO2 emDocument8 pagesMazzetti, Marit Jagtøyen Nekså, Petter Walnum, Harald Taxt - Energy-Efficiency Technologies For Reduction of Offshore CO2 emthlim19078656No ratings yet
- Cooling Tower Evaporation, Heat and Mass Balance CalculationDocument1 pageCooling Tower Evaporation, Heat and Mass Balance CalculationSachin TechguideNo ratings yet
- Biomass Torrefaction and Co-FiringDocument9 pagesBiomass Torrefaction and Co-FiringAmd MamdNo ratings yet
- WFC 3c26 PDFDocument2 pagesWFC 3c26 PDFms vpnNo ratings yet
- Determination of Ash in BiomassDocument8 pagesDetermination of Ash in Biomassmarta_trninicNo ratings yet
- Mollier and Steam TablesDocument7 pagesMollier and Steam TablesAstinSohnNo ratings yet
- 07 Flexibility Toolbox VGB Final Web PDFDocument76 pages07 Flexibility Toolbox VGB Final Web PDFRavishankarNo ratings yet
- Types of SteamDocument13 pagesTypes of SteamDuy Nguyen Duc100% (1)
- PF Furnace'12 PDFDocument4 pagesPF Furnace'12 PDFsen_subhasis_58No ratings yet
- Flue Gas Analysis in IndustryDocument150 pagesFlue Gas Analysis in Industryblack_knight728No ratings yet
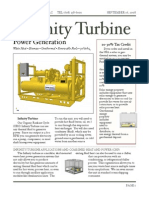
- Infinity Turbine BrochureDocument4 pagesInfinity Turbine BrochureDeepali Fulwani Sawanpally0% (1)
- Zhang Yie Zien. High-Rate Mesophilic Anaerobic Digestion of Palm Oil Mill Effluent (POME) PDFDocument6 pagesZhang Yie Zien. High-Rate Mesophilic Anaerobic Digestion of Palm Oil Mill Effluent (POME) PDFZainul Fikri TampengNo ratings yet
- Installation and Maintenance Instructions: Searle Air Cooled Condensers, Dry Coolers and Gas CoolerDocument40 pagesInstallation and Maintenance Instructions: Searle Air Cooled Condensers, Dry Coolers and Gas CoolerYutt WattNo ratings yet
- 2 - Application of NOx Emissions Control Technologies To Achieve NOx Emission Less Than 200 MgNm3 On CoalDocument15 pages2 - Application of NOx Emissions Control Technologies To Achieve NOx Emission Less Than 200 MgNm3 On CoalStefanos GabalacNo ratings yet
- Roller Grate 5Document9 pagesRoller Grate 5barrosojmsNo ratings yet
- Lignites - Their Occurrence, Production and Utilisation PDFDocument220 pagesLignites - Their Occurrence, Production and Utilisation PDFzmnerNo ratings yet
- Coal Boiler OptimizationDocument45 pagesCoal Boiler OptimizationSuriyan ArifNo ratings yet
- 2011 04 11 Biomass GasificationDocument48 pages2011 04 11 Biomass GasificationHotib PerwiraNo ratings yet
- Difference Between Nm3 Vs Sm3Document1 pageDifference Between Nm3 Vs Sm3Arun kumarNo ratings yet
- Kinetics - Reactor Design - Non-Isothermal Reactors - YouTubeDocument3 pagesKinetics - Reactor Design - Non-Isothermal Reactors - YouTubeEmmanuel ChibieloNo ratings yet
- Bps-06 NOx ControlDocument4 pagesBps-06 NOx ControlLTE002No ratings yet
- Chpt14 Chemical Reaction (Combustion) Cengel & BolesDocument40 pagesChpt14 Chemical Reaction (Combustion) Cengel & BolesDocumentos De Interés para IngenieríaNo ratings yet
- Hydrothermal Technology in Biomass Utilization ConversionDocument168 pagesHydrothermal Technology in Biomass Utilization ConversionJairoVidalNo ratings yet
- Coal-RDF Co-Firing Final ReportDocument19 pagesCoal-RDF Co-Firing Final ReportmjbotelhoNo ratings yet
- TSD CogenDocument5 pagesTSD CogenGaurav SushrutNo ratings yet
- Gasification For Practical ApplicationsDocument352 pagesGasification For Practical ApplicationsOthmane DrissiNo ratings yet
- Combined Heat and PowerDocument8 pagesCombined Heat and Powerawhk2006No ratings yet
- Gas Turbine Cogeneration - Principles and Practice: R. P. AllenDocument6 pagesGas Turbine Cogeneration - Principles and Practice: R. P. AllenGustavo TnqpNo ratings yet
- 4report of Mugher CementDocument76 pages4report of Mugher CementMustefa TurkaNo ratings yet
- Development of An Efficient Solar Drying SystemDocument73 pagesDevelopment of An Efficient Solar Drying SystemErond Perez100% (1)
- Dryer Handbook PDFDocument60 pagesDryer Handbook PDFselviraNo ratings yet
- Syngas: Synthetic Gas Synthesis Gas Wood Gas Pyrolysis Gas Producer GasDocument4 pagesSyngas: Synthetic Gas Synthesis Gas Wood Gas Pyrolysis Gas Producer GasConstantin StanNo ratings yet
- Waste To EnergyDocument14 pagesWaste To EnergyConstantin StanNo ratings yet
- Biomass Fast Pyrolysis: Anthony V. BRIDGWATERDocument29 pagesBiomass Fast Pyrolysis: Anthony V. BRIDGWATERCarlos100% (1)
- Matlab TutorialDocument18 pagesMatlab TutorialRohit Vishal Kumar100% (5)
- Fatigue Fighting TipsDocument3 pagesFatigue Fighting TipsYuni BongNo ratings yet
- Night Slim Pro Sirath82Document8 pagesNight Slim Pro Sirath82Sirath RazaNo ratings yet
- Nurul Fadilah Ardi - Skripsi - JTIPDocument10 pagesNurul Fadilah Ardi - Skripsi - JTIPRuth SitumorangNo ratings yet
- Effect of Fast Food Advertising On ChildrenDocument14 pagesEffect of Fast Food Advertising On ChildrenarcherselevatorsNo ratings yet
- Ohs of Egg DishesDocument15 pagesOhs of Egg DishesJohnrey TabanoNo ratings yet
- Cauliflower Rice: Ingredients InstructionsDocument2 pagesCauliflower Rice: Ingredients InstructionsAndrejaSkaricaNo ratings yet
- MEATHEAD: THE SCIENCE OF GREAT BARBECUE AND GRILLING by Meathead GoldwynDocument7 pagesMEATHEAD: THE SCIENCE OF GREAT BARBECUE AND GRILLING by Meathead GoldwynHoughton Mifflin Harcourt Cookbooks67% (6)
- Nestle CaseDocument15 pagesNestle Caseharsh agarwalNo ratings yet
- Review Article Artocarpus Heterophyllus Lam.) : A Review: Nutritional and Health Benefits of Jackfruit (Document13 pagesReview Article Artocarpus Heterophyllus Lam.) : A Review: Nutritional and Health Benefits of Jackfruit (romyNo ratings yet
- What Is An EssayDocument40 pagesWhat Is An EssayRohit Pandey100% (1)
- SOAL-Soal UNBK Bahasa InggrisDocument4 pagesSOAL-Soal UNBK Bahasa InggrisrizalsetiyawanNo ratings yet
- Food Safety SpeechDocument6 pagesFood Safety SpeechmetaregardNo ratings yet
- Food Nutritional Ingredients 2022 BrochureDocument4 pagesFood Nutritional Ingredients 2022 BrochureDyah TrUtNo ratings yet
- MAKABAYAN Food Truck!Document75 pagesMAKABAYAN Food Truck!roneldayo6250% (2)
- E3 Naplan 2016 Final Test Reading Magazine Year 5Document8 pagesE3 Naplan 2016 Final Test Reading Magazine Year 5nawalNo ratings yet
- Food Pets Die ForDocument7 pagesFood Pets Die ForWilson WanNo ratings yet
- Diploma in Aqua Lab Technician FinalizedDocument17 pagesDiploma in Aqua Lab Technician FinalizedNarasimha MurthyNo ratings yet
- S K SharmaDocument20 pagesS K Sharmaapi-19813503No ratings yet
- Quick Start To The Nutritarian DietDocument10 pagesQuick Start To The Nutritarian Dietdiotrephes100% (3)
- Marketing PlanDocument26 pagesMarketing Planpeeches100% (3)
- Women's Problems and The Feminist MovementsDocument57 pagesWomen's Problems and The Feminist MovementsRamon T. Ayco100% (5)
- Degree Thesis of Zobayer Hosen - A Business Plan For Establishing A Bangladeshi Restaurant in FinlandDocument59 pagesDegree Thesis of Zobayer Hosen - A Business Plan For Establishing A Bangladeshi Restaurant in FinlandAhmed Al MasudNo ratings yet
- Business PlanDocument6 pagesBusiness PlanchloeNo ratings yet
- Goat Milk, A Divine Superfood!Document3 pagesGoat Milk, A Divine Superfood!S. Zook, MS, PhD100% (6)
- By: Sese, Louisse Naomi Suarez, Eileen Jewel MaeDocument13 pagesBy: Sese, Louisse Naomi Suarez, Eileen Jewel MaeRalph EvidenteNo ratings yet
- Zayne's Plate Preorder GiftDocument15 pagesZayne's Plate Preorder GiftSin YinNo ratings yet
- Home Scale Processing and Preservation of Fruits and VegetablesDocument76 pagesHome Scale Processing and Preservation of Fruits and VegetablesRadu IliescuNo ratings yet
- sp500 CompaniesDocument38 pagessp500 CompaniesWayne De FranceNo ratings yet
- Which of The Following Statements Best Summarizes The Main Idea of The Passage?Document2 pagesWhich of The Following Statements Best Summarizes The Main Idea of The Passage?Autonomo UsNo ratings yet
- DLL - Mapeh 2 - Q1 - W3Document11 pagesDLL - Mapeh 2 - Q1 - W3jingNo ratings yet
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Advanced Production Decline Analysis and ApplicationFrom EverandAdvanced Production Decline Analysis and ApplicationRating: 3.5 out of 5 stars3.5/5 (4)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsFrom EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNo ratings yet
- Casing and Liners for Drilling and Completion: Design and ApplicationFrom EverandCasing and Liners for Drilling and Completion: Design and ApplicationRating: 5 out of 5 stars5/5 (3)
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsFrom EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsNo ratings yet
- Oil: An Overview of the Petroleum IndustryFrom EverandOil: An Overview of the Petroleum IndustryRating: 4.5 out of 5 stars4.5/5 (3)
- Essentials of Oil and Gas Utilities: Process Design, Equipment, and OperationsFrom EverandEssentials of Oil and Gas Utilities: Process Design, Equipment, and OperationsRating: 4.5 out of 5 stars4.5/5 (4)
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationFrom EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationRating: 4.5 out of 5 stars4.5/5 (2)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)