You might also like
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Machine Design Elements and AssembliesFrom EverandMachine Design Elements and AssembliesRating: 3.5 out of 5 stars3.5/5 (2)
- Bearing PDFDocument64 pagesBearing PDFRajvardhan JaidevaNo ratings yet
- Gear Design ProcedureDocument9 pagesGear Design Procedurenithree100% (1)
- WL 00200 5 T6-8 de enDocument39 pagesWL 00200 5 T6-8 de enrwva20No ratings yet
- Bearing LayoutDocument30 pagesBearing LayoutmayasfaresNo ratings yet
- 3 WL 00200-5 Ex. 23-41Document30 pages3 WL 00200-5 Ex. 23-41NuM NaNo ratings yet
- 123456Document34 pages123456ankitsarvaiyaNo ratings yet
- Bearing Mounting DesignDocument42 pagesBearing Mounting Designraghunath.psNo ratings yet
- WL 00200 5 T2-8 de enDocument34 pagesWL 00200 5 T2-8 de enrwva20100% (1)
- 002005ea 2Document34 pages002005ea 2AliArababadiNo ratings yet
- 002005ea 5Document42 pages002005ea 5AliArababadiNo ratings yet
- WL 00200 5 T4-8 de enDocument31 pagesWL 00200 5 T4-8 de enrwva200% (1)
- WL 00200 5 T7-8 de enDocument20 pagesWL 00200 5 T7-8 de enrwva20No ratings yet
- Shaft Diameter PDFDocument8 pagesShaft Diameter PDFrusruleti100% (1)
- Cross Split Roller ENGDocument16 pagesCross Split Roller ENGMaria De Jesus GuzmanNo ratings yet
- FAG-Jaw Crusher BearingsDocument38 pagesFAG-Jaw Crusher BearingsJinto A J100% (2)
- Vibrating ScreenDocument26 pagesVibrating Screenzoelpen_007070100% (3)
- RoughDocument119 pagesRoughDeepak KumarNo ratings yet
- Rolling Contact BearingDocument31 pagesRolling Contact Bearingpotnuru JaivanthNo ratings yet
- Crushing & Screening of Hard MaterialsDocument44 pagesCrushing & Screening of Hard Materialssen_subhasis_58100% (2)
- NTN Bearing Technical Data and Adjustment PDFDocument53 pagesNTN Bearing Technical Data and Adjustment PDFCristopher Entena100% (1)
- STP 1010Document26 pagesSTP 1010waleedyehiaNo ratings yet
- Cojinetes de Generador Renk Manual de AplicacionesDocument39 pagesCojinetes de Generador Renk Manual de AplicacionesMiguel Angel PonceNo ratings yet
- Contemporary Crankshaft DesignDocument14 pagesContemporary Crankshaft DesignAbdulrahman AlkhowaiterNo ratings yet
- Turning Gear For Gas TurbinesDocument4 pagesTurning Gear For Gas TurbinesCharles3iNo ratings yet
- Slewing BearingDocument15 pagesSlewing BearingVenkatesh Kumar100% (1)
- Catalogue of Spherical Roller and Special BearingsDocument67 pagesCatalogue of Spherical Roller and Special BearingsVolodymyrNo ratings yet
- Crank Shaft: Software Used-Catia V5R20 Submitted To Submitted byDocument47 pagesCrank Shaft: Software Used-Catia V5R20 Submitted To Submitted byYaman Saluja0% (1)
- 1 3 Rolling Contact Bearings RNR 25012021Document31 pages1 3 Rolling Contact Bearings RNR 25012021potnuru Jaivanth100% (1)
- ThyssenKrupp Gyratory CrushersDocument12 pagesThyssenKrupp Gyratory CrushersSokitome100% (1)
- machine design, Vol.5 (2013) No.2, ISSN 1821-1259 pp. 79-82: Reducers For Main Drives Оf Rolling MillsDocument4 pagesmachine design, Vol.5 (2013) No.2, ISSN 1821-1259 pp. 79-82: Reducers For Main Drives Оf Rolling Millsrazen_inNo ratings yet
- Gearbox SuperDocument15 pagesGearbox Super10delpiNo ratings yet
- Tpi 220 de enDocument36 pagesTpi 220 de endunareanu_marian8668No ratings yet
- AGN 076 - Alternator Bearings: Application Guidance Notes: Technical Information From Cummins Generator TechnologiesDocument8 pagesAGN 076 - Alternator Bearings: Application Guidance Notes: Technical Information From Cummins Generator TechnologiesP.p. Arul Ilancheeran0% (1)
- Motor Bearings - ABBDocument8 pagesMotor Bearings - ABBhozipek5599100% (1)
- Jul 08 Planetary Gear Box.Document10 pagesJul 08 Planetary Gear Box.RKVSK1No ratings yet
- NSK Cat E728g 13 (1) LDocument0 pagesNSK Cat E728g 13 (1) LIvana StevanićNo ratings yet
- The Design of Rolling Bearing Mountings: PDF 8/8: GlossaryDocument21 pagesThe Design of Rolling Bearing Mountings: PDF 8/8: GlossarybearinghuNo ratings yet
- FAG Self Aligning Cylindrical Roller BearingsDocument22 pagesFAG Self Aligning Cylindrical Roller BearingsJose MorenoNo ratings yet
- Crankshaft DesignDocument25 pagesCrankshaft Designsunitmhasade89% (28)
- E BearingsDocument20 pagesE BearingsEyad Amen100% (1)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Farm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsFrom EverandFarm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Internal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsFrom EverandInternal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Construction and Manufacture of AutomobilesFrom EverandConstruction and Manufacture of AutomobilesRating: 5 out of 5 stars5/5 (1)
- Tractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorFrom EverandTractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorNo ratings yet
- High Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsFrom EverandHigh Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IiFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNo ratings yet
- CFD Thermal Analysis and Optimization of PDFDocument5 pagesCFD Thermal Analysis and Optimization of PDFAliArababadiNo ratings yet
- Embodied Energy Analysis of New Zealand Power Generation SystemsDocument8 pagesEmbodied Energy Analysis of New Zealand Power Generation SystemsAliArababadiNo ratings yet
- S 55 WikaDocument2 pagesS 55 WikaAliArababadiNo ratings yet
- Growth Curve ModellingDocument13 pagesGrowth Curve ModellingAliArababadiNo ratings yet
- Annex 79 SlidesDocument15 pagesAnnex 79 SlidesAliArababadiNo ratings yet
- Experimental and Numerical Investigation On Air Side PerformanceDocument10 pagesExperimental and Numerical Investigation On Air Side PerformanceAliArababadiNo ratings yet
- Heat Transfer EngineeringDocument12 pagesHeat Transfer EngineeringAliArababadiNo ratings yet
- LVDT Selection, Handling and Installation GuidelinesDocument10 pagesLVDT Selection, Handling and Installation GuidelinesAliArababadiNo ratings yet
- Ce301 141122103613 Conversion Gate01Document80 pagesCe301 141122103613 Conversion Gate01AliArababadiNo ratings yet
- Srmegseminartunnelboringmachines27good 140606014613 Phpapp02Document27 pagesSrmegseminartunnelboringmachines27good 140606014613 Phpapp02AliArababadiNo ratings yet
- Tunnel ConstructionDocument32 pagesTunnel ConstructionCivilEngClub100% (5)
- Tunnel Boring MachinesDocument58 pagesTunnel Boring MachinesAliArababadiNo ratings yet
- Tunnel ConstructionDocument32 pagesTunnel ConstructionCivilEngClub100% (5)
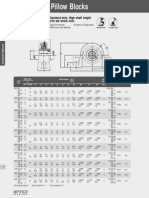
- UCP Pillow Blocks: Standard Duty. High Shaft Height With Set Screw LockDocument1 pageUCP Pillow Blocks: Standard Duty. High Shaft Height With Set Screw LockAliArababadiNo ratings yet
- Readme EDocument2 pagesReadme EAliArababadiNo ratings yet
- UCPA Tapped Base Pillow BloDocument1 pageUCPA Tapped Base Pillow BloAliArababadiNo ratings yet
- SBF 4-Bolt Flange UnitsDocument1 pageSBF 4-Bolt Flange UnitsAliArababadiNo ratings yet
- SBF 4-Bolt Flange UnitsDocument1 pageSBF 4-Bolt Flange UnitsAliArababadiNo ratings yet
- Linear Ball BearingsDocument19 pagesLinear Ball Bearingsstupid1112No ratings yet
- UC & UCW Bearing InsertsDocument1 pageUC & UCW Bearing InsertsAliArababadiNo ratings yet
- SAF 4-Bolt Flange Units PDFDocument1 pageSAF 4-Bolt Flange Units PDFAliArababadiNo ratings yet
- PP Uk2004Document24 pagesPP Uk2004AliArababadiNo ratings yet
- IBSCO CatalogDocument48 pagesIBSCO CatalogAliArababadiNo ratings yet
- Sprag FreewheelDocument28 pagesSprag FreewheelAliArababadiNo ratings yet
- The Design of Rolling Bearing Mountings: PDF 8/8: GlossaryDocument21 pagesThe Design of Rolling Bearing Mountings: PDF 8/8: GlossarybearinghuNo ratings yet
- 002005ea 4Document31 pages002005ea 4AliArababadiNo ratings yet
- AgrenajDocument24 pagesAgrenajPeter SmithNo ratings yet
- AgrenajDocument24 pagesAgrenajPeter SmithNo ratings yet
- 002005ea 4Document31 pages002005ea 4AliArababadiNo ratings yet
- 002005ea 3Document30 pages002005ea 3AliArababadi100% (1)
- Basics of AC Electric Motors and PartsDocument3 pagesBasics of AC Electric Motors and PartsPankaj Kumar SinghNo ratings yet
- Cat Long Term StorageDocument2 pagesCat Long Term Storagesimon60sNo ratings yet
- Hmi Dcs Main Steam & Reheat SteamDocument7 pagesHmi Dcs Main Steam & Reheat SteamAziz SaputraNo ratings yet
- Raa20 Instruction ManualDocument2 pagesRaa20 Instruction ManualThomas VeldinkNo ratings yet
- SB SI SL ADDocument799 pagesSB SI SL ADjesus francoNo ratings yet
- Vdocuments - MX Caterpillar Operation and Maintenance Manual Sr4b Generators 5584604b45e75Document96 pagesVdocuments - MX Caterpillar Operation and Maintenance Manual Sr4b Generators 5584604b45e75Amazonas ManutençãoNo ratings yet
- HD785 7 2007nov18 Compacted 51902Document118 pagesHD785 7 2007nov18 Compacted 51902Jheison Valencia100% (2)
- Foreword: Toyota Motor CorporationDocument11 pagesForeword: Toyota Motor CorporationAryo Wicaksono0% (2)
- NGDocument10 pagesNGbillNo ratings yet
- Gujarat Technological UniversityDocument2 pagesGujarat Technological Universityhemang.pandya.dec20.gecmNo ratings yet
- Brosur DX800 LC - Compressed.compressed-1Document3 pagesBrosur DX800 LC - Compressed.compressed-1Agus Dwi MechanicalNo ratings yet
- Dmet 1Document1 pageDmet 1jayadevakodiNo ratings yet
- GV 650PD Baixa PDFDocument77 pagesGV 650PD Baixa PDFRobson FlorentinoNo ratings yet
- Engine PDFDocument108 pagesEngine PDFteknikpembakaran2013No ratings yet
- RKH 4 Oktober 2022Document2 pagesRKH 4 Oktober 2022Muh.Mushawwir AliNo ratings yet
- 6 - Front Assembly, Steering Device (OCR)Document114 pages6 - Front Assembly, Steering Device (OCR)mnbvqwertNo ratings yet
- SyllabusDocument2 pagesSyllabusAyush BhadauriaNo ratings yet
- Articulated Truck: Engine Weights Body CapacitiesDocument28 pagesArticulated Truck: Engine Weights Body CapacitiesrayendraNo ratings yet
- Arm Robot (Scorbot ER-III) : A. IntroductionDocument3 pagesArm Robot (Scorbot ER-III) : A. IntroductionYehezkiel88No ratings yet
- Diesel Engine: Parts and FunctionsDocument40 pagesDiesel Engine: Parts and FunctionsRodge Bal100% (2)
- Installation Instruction 3-Sep 0,5rev2Document20 pagesInstallation Instruction 3-Sep 0,5rev2Ignacio SantanaNo ratings yet
- Valve Mechanism Cover Base - Remove and Install (KENR6081-15)Document6 pagesValve Mechanism Cover Base - Remove and Install (KENR6081-15)Anderson Oliveira SilvaNo ratings yet
- 4tne94 G1aDocument22 pages4tne94 G1aAndré LuisNo ratings yet
- SY215C 9 Excavator PDF Valve Throttle (Revisi) PDFDocument93 pagesSY215C 9 Excavator PDF Valve Throttle (Revisi) PDFSohibul AminNo ratings yet
- Stator MotorDocument8 pagesStator MotorMPENDULO MABILANo ratings yet
- Proposal Penawaran For Plaza MandiriDocument6 pagesProposal Penawaran For Plaza MandiriasyhariNo ratings yet
- Michell Banki TurbineDocument5 pagesMichell Banki TurbinenurudinsatharNo ratings yet
- Hardware Components of CMMDocument14 pagesHardware Components of CMMkumar kmNo ratings yet
- OPR0002 DX Wheel TestDocument57 pagesOPR0002 DX Wheel Testvarthot100% (2)
- CV - Sunil DaundkarDocument2 pagesCV - Sunil Daundkardevendrachaudhari9029No ratings yet