You might also like
- CAS27Document2 pagesCAS27Anonymous qEPNPwANo ratings yet
- Water Proofing of Water Retaining StructuresDocument9 pagesWater Proofing of Water Retaining Structuresdhaval2011No ratings yet
- Energy TestDocument19 pagesEnergy TestDataNo ratings yet
- Performance Criteria For Tremie Concrete in Deep FoundationDocument42 pagesPerformance Criteria For Tremie Concrete in Deep FoundationYoshua YangNo ratings yet
- Aci 308 R-01Document31 pagesAci 308 R-01BuddhikaNo ratings yet
- Designing Concrete For Exposure To Seawater - tcm45-342265Document3 pagesDesigning Concrete For Exposure To Seawater - tcm45-342265Ignatius Samraj100% (2)
- FerrocementDocument25 pagesFerrocementAnonymous xC6bM4x6U6No ratings yet
- Shotcrete Boiled Water AbsorptionDocument6 pagesShotcrete Boiled Water AbsorptiondjajadjajaNo ratings yet
- Underpinning Systems For Settled FoundationsDocument3 pagesUnderpinning Systems For Settled FoundationsNazirul FariqNo ratings yet
- Concrete TestsDocument2 pagesConcrete TestsdaraweereNo ratings yet
- Guide To External Curing of Concrete: Reported by ACI Committee 308Document4 pagesGuide To External Curing of Concrete: Reported by ACI Committee 308Arvin BhurtunNo ratings yet
- SplicesDocument2 pagesSplicesAwais Safder Malik100% (1)
- Technical Seminar On Fibre Reinforced Sprayed Concrete For SRMEGDocument42 pagesTechnical Seminar On Fibre Reinforced Sprayed Concrete For SRMEGPatrick Pereira0% (1)
- Monitoring Methods of Concrete From Early Age Strength Gain of Concrete A ReviewDocument8 pagesMonitoring Methods of Concrete From Early Age Strength Gain of Concrete A ReviewAmit Sharma IPS AcademyNo ratings yet
- WHAT Is Plastic Shrinkage CrackingDocument2 pagesWHAT Is Plastic Shrinkage CrackingMikel MenesesNo ratings yet
- Effect of Cracking On Corrosion of Steel in Concrete PDFDocument12 pagesEffect of Cracking On Corrosion of Steel in Concrete PDFSteve NolaNo ratings yet
- Notes On Hy-RibDocument20 pagesNotes On Hy-RibMohd Faizal100% (1)
- Sika Viscoflow®-3880 LV: Product Data SheetDocument3 pagesSika Viscoflow®-3880 LV: Product Data Sheetedars08100% (1)
- ACI305RDocument20 pagesACI305Rfaizankhan23100% (1)
- Shrinkage TestDocument12 pagesShrinkage TestAlsonChinNo ratings yet
- Determination of Water-Cement Ratio of HardenedDocument6 pagesDetermination of Water-Cement Ratio of HardenedMárcio AlvesNo ratings yet
- 4 Strengths of Recycled Aggregate Concrete Made Using Field-Demolished Concrete As AggregateDocument9 pages4 Strengths of Recycled Aggregate Concrete Made Using Field-Demolished Concrete As Aggregateget100% (2)
- Pengaruh Penambahan Serat Roving Terhada PDFDocument13 pagesPengaruh Penambahan Serat Roving Terhada PDFRifki RizalNo ratings yet
- CIP33-High Strenght ConcreteDocument2 pagesCIP33-High Strenght Concrete7774R105No ratings yet
- Corrugated Steel Pipe, Metallic-Coated, For Sewers and DrainsDocument10 pagesCorrugated Steel Pipe, Metallic-Coated, For Sewers and DrainsFRANZ RICHARD SARDINAS MALLCONo ratings yet
- Ultra-High-Performance Fiber-Reinforced Concrete. Part IV Durability Properties, Cost Assessment, Applications, and ChallengesDocument20 pagesUltra-High-Performance Fiber-Reinforced Concrete. Part IV Durability Properties, Cost Assessment, Applications, and ChallengesShaker QaidiNo ratings yet
- ETL 1110-2-321 Reliability of Navigation Structures PDFDocument23 pagesETL 1110-2-321 Reliability of Navigation Structures PDFAnonymous huM1Y0DlLNo ratings yet
- Fibre Reinforced Spray ConcreteDocument22 pagesFibre Reinforced Spray Concretedavid rosarioNo ratings yet
- Influence of Fibers On Drying Shrinkage in Restrained ConcreteDocument13 pagesInfluence of Fibers On Drying Shrinkage in Restrained ConcreteBenharzallah KrobbaNo ratings yet
- Spun Piles KOBEDocument12 pagesSpun Piles KOBEmusthafaNo ratings yet
- 6 Defects in Brickwork Due To Poor WorkmanshipDocument7 pages6 Defects in Brickwork Due To Poor WorkmanshipMichael Matshona100% (1)
- Technical Report TR 5 Conc Mix DesignDocument18 pagesTechnical Report TR 5 Conc Mix DesignSunil ReddyNo ratings yet
- Corrugated Steel Bridge and Tunel Solutions 2015 08 06 Finalcopy 150603215514 Lva1 App6892 PDFDocument63 pagesCorrugated Steel Bridge and Tunel Solutions 2015 08 06 Finalcopy 150603215514 Lva1 App6892 PDFSara RamliNo ratings yet
- Bond Strength of Cement Grouted GFRP Anchor BoltsDocument11 pagesBond Strength of Cement Grouted GFRP Anchor Boltssstelang456No ratings yet
- Experimental Study On Concrete Using Copper Slag As Replacement Material of Fine Aggregate 2165 784X.1000156Document6 pagesExperimental Study On Concrete Using Copper Slag As Replacement Material of Fine Aggregate 2165 784X.1000156Siddhesh Kamat Mhamai100% (2)
- Ultra High Strength Concrete1Document34 pagesUltra High Strength Concrete1rangarajNo ratings yet
- Cement-Treated Base (CTB)Document2 pagesCement-Treated Base (CTB)bunkun100% (1)
- The Behaviour of Piles Driven in Clay, Clerk and MayerhofDocument23 pagesThe Behaviour of Piles Driven in Clay, Clerk and MayerhofRakesh7770No ratings yet
- Factors Affecting Workability of ConcreteDocument6 pagesFactors Affecting Workability of ConcreteNick GeneseNo ratings yet
- Beam Jacketing MSDocument10 pagesBeam Jacketing MSdraganugNo ratings yet
- FRC Guide: Properties & Uses of Fiber Reinforced ConcreteDocument17 pagesFRC Guide: Properties & Uses of Fiber Reinforced ConcretePallav Paban BaruahNo ratings yet
- Aci 209 R21Document44 pagesAci 209 R21Hao LuoNo ratings yet
- Control Tests For ConcreteDocument30 pagesControl Tests For ConcreteBia MughalNo ratings yet
- Summary of Lecture 1 - CE5604 Advanced Concrete TechnologyDocument5 pagesSummary of Lecture 1 - CE5604 Advanced Concrete TechnologySaznizam Sazmee SinohNo ratings yet
- Aggregates and Their Properties in Concrete Presentation - Mark Alexander PDFDocument75 pagesAggregates and Their Properties in Concrete Presentation - Mark Alexander PDFharold romuald Lele FotsoNo ratings yet
- Masonary StructureDocument10 pagesMasonary StructureRachana GoliNo ratings yet
- Temperature in Mass ConcreteDocument2 pagesTemperature in Mass ConcreteHandy Ham Danny100% (1)
- Analysis of Reduced Modulus Action in U Section Steel Sheet PilesDocument10 pagesAnalysis of Reduced Modulus Action in U Section Steel Sheet PilesArif FauziNo ratings yet
- Design of Piles in London Clay Revised GuideDocument16 pagesDesign of Piles in London Clay Revised GuideLaurentiu TarbucNo ratings yet
- Design MixDocument7 pagesDesign MixMohammad Hafiz MahadzirNo ratings yet
- Oman Poles LLC: Slump Test (Conformed Standard EN 12350-2: 1999)Document1 pageOman Poles LLC: Slump Test (Conformed Standard EN 12350-2: 1999)Elyser Thunra100% (1)
- Concret CementDocument29 pagesConcret CementKamal Hameed Al-taiy100% (1)
- ACI 301 Chapter 9 Post Tensioning VejvodaDocument13 pagesACI 301 Chapter 9 Post Tensioning VejvodaerosNo ratings yet
- PCI Recommended Practice for Grouting Post-Tensioned ConcreteDocument8 pagesPCI Recommended Practice for Grouting Post-Tensioned Concretevenkateswara rao PothinaNo ratings yet
- Testing Concrete Compressive StrengthDocument2 pagesTesting Concrete Compressive Strengthsmartman35No ratings yet
- Early Age Thermal and Shrinkage CracksDocument15 pagesEarly Age Thermal and Shrinkage Cracksgonzalez_m_aNo ratings yet
- RILEM TC 191-ARP Recommended Test Method for Detecting Alkali-Reactivity in Concrete AggregatesDocument8 pagesRILEM TC 191-ARP Recommended Test Method for Detecting Alkali-Reactivity in Concrete AggregatesJorge Guerra LópezNo ratings yet
- Post Cast Strip PDFDocument2 pagesPost Cast Strip PDFKwoshaba PidsonNo ratings yet
- Design Considerations for Structural RepairDocument41 pagesDesign Considerations for Structural Repairfotographia BFFNo ratings yet
- 7 Stephen Hicks Eurocode Requirements For Concrete Design PDFDocument47 pages7 Stephen Hicks Eurocode Requirements For Concrete Design PDFusama anterNo ratings yet
- 1Document16 pages1Sanjoy SanyalNo ratings yet
- 524r - 93 ACI 524R-93 Guide To Portland Cement Plastering PDFDocument28 pages524r - 93 ACI 524R-93 Guide To Portland Cement Plastering PDFSoe Soe100% (1)
- Analysis of Reinforced Concrete Structures Subjected To Blast LoadingDocument26 pagesAnalysis of Reinforced Concrete Structures Subjected To Blast Loadingmdkml2No ratings yet
- 03 ACR Presentation PDFDocument39 pages03 ACR Presentation PDFusama anterNo ratings yet
- 4a Hydration BasicsDocument2 pages4a Hydration BasicsKrishnadas GouravNo ratings yet
- 03 ACR Presentation PDFDocument39 pages03 ACR Presentation PDFusama anterNo ratings yet
- Aci 211.3R - 02Document26 pagesAci 211.3R - 02farhadamNo ratings yet
- 03 ACR Presentation PDFDocument39 pages03 ACR Presentation PDFusama anterNo ratings yet
- Compressiv Strength of Mortar Cubes C 109 PDFDocument9 pagesCompressiv Strength of Mortar Cubes C 109 PDFAnjali Anju0% (1)
- 524r - 93 ACI 524R-93 Guide To Portland Cement Plastering PDFDocument28 pages524r - 93 ACI 524R-93 Guide To Portland Cement Plastering PDFSoe Soe100% (1)
- GuidelinesDocument2 pagesGuidelinesMike2322No ratings yet
- Ductile ConcreteDocument8 pagesDuctile Concreteusama anterNo ratings yet
- ACI Education Bulletin E1-99: Developed by Committee E-701, Materials For Concrete ConstructionDocument26 pagesACI Education Bulletin E1-99: Developed by Committee E-701, Materials For Concrete ConstructionFarhanjnNo ratings yet
- Concrete Against Explosion2Document145 pagesConcrete Against Explosion2usama anterNo ratings yet
- ACI Education Bulletin E1-99: Developed by Committee E-701, Materials For Concrete ConstructionDocument26 pagesACI Education Bulletin E1-99: Developed by Committee E-701, Materials For Concrete ConstructionFarhanjnNo ratings yet
- Ductile ConcreteDocument8 pagesDuctile Concreteusama anterNo ratings yet
- Ductal-An Ultra-High Performance Material For Resistance To Blasts and Impacts PDFDocument10 pagesDuctal-An Ultra-High Performance Material For Resistance To Blasts and Impacts PDFJohn ChandaNo ratings yet
- 22 - (Slabs) Hollow Blocks Hordi Slabs Waffle SlabsDocument308 pages22 - (Slabs) Hollow Blocks Hordi Slabs Waffle Slabsusama anter100% (1)
- Utilization of Ultra-High Performance Fibre Concrete (UHPFC) For Rehabilitation A ReviewDocument14 pagesUtilization of Ultra-High Performance Fibre Concrete (UHPFC) For Rehabilitation A Reviewusama anterNo ratings yet
- Fiber-Reinforced - Concrete Power Point PresentationDocument27 pagesFiber-Reinforced - Concrete Power Point Presentationusama anterNo ratings yet
- Curing ConcreteDocument10 pagesCuring ConcreteShariq KhanNo ratings yet
- Concrete Technology: Strength and Transition ZoneDocument19 pagesConcrete Technology: Strength and Transition ZonewdewdwNo ratings yet
- Strength Vs AgeDocument6 pagesStrength Vs Ageusama anterNo ratings yet
- Performance of Reactive Powder Concrete (RPC) With Different Curing Conditions and Its Retrofitting Effects On Concrete MemberDocument6 pagesPerformance of Reactive Powder Concrete (RPC) With Different Curing Conditions and Its Retrofitting Effects On Concrete Membervenkatasuri999No ratings yet
- Core DrillingDocument8 pagesCore Drillingusama anterNo ratings yet
- Perlite ConcreteDocument2 pagesPerlite Concreteusama anterNo ratings yet
- Concrete Slab CrackingDocument3 pagesConcrete Slab Crackingusama anterNo ratings yet
- Concrete Slab CrackingDocument3 pagesConcrete Slab Crackingusama anterNo ratings yet
- Input EchoDocument62 pagesInput EchoAkhil JoseNo ratings yet
- Steel Thermal Expansion Coefficient ConcreteDocument4 pagesSteel Thermal Expansion Coefficient Concretejohny BavitoNo ratings yet
- Scrutiny Report of Building PlanDocument7 pagesScrutiny Report of Building PlanSubirBhowmikNo ratings yet
- Suspended ScaffoldsDocument29 pagesSuspended ScaffoldsJason Leo100% (1)
- Polymers 13 03480 v2Document13 pagesPolymers 13 03480 v2SEBASDAZACNo ratings yet
- Design and Construction of BreakwatersDocument24 pagesDesign and Construction of Breakwatersshakirhamid6687100% (2)
- 12 Point Flange Screws Technical SpecificationsDocument1 page12 Point Flange Screws Technical Specificationsflasher_for_nokiaNo ratings yet
- Model UC-2 Installation InstructionsDocument8 pagesModel UC-2 Installation InstructionsWattsNo ratings yet
- Lec 14 MasonryDocument10 pagesLec 14 Masonryamjad aliNo ratings yet
- Top 25 ASA Product ListDocument1 pageTop 25 ASA Product Listmizan sallehNo ratings yet
- 32crmov12-10 : Steel GradeDocument5 pages32crmov12-10 : Steel Gradereza haghjooNo ratings yet
- H Beam Load Bearing CalculationDocument31 pagesH Beam Load Bearing CalculationMuhammad Attiq Ur RahmanNo ratings yet
- Water TanksDocument23 pagesWater TanksSenthil KumarNo ratings yet
- Pile Design CalculationDocument69 pagesPile Design Calculationhessian123No ratings yet
- A9-1&2 SL03,04-Street Lighting Feeder Pillar Detail-A9-1Document1 pageA9-1&2 SL03,04-Street Lighting Feeder Pillar Detail-A9-1amirul aizadNo ratings yet
- Revit-MEP-HVAC-HYDRONIC PIPINGDocument206 pagesRevit-MEP-HVAC-HYDRONIC PIPINGRagul0042100% (1)
- Stress and Strain - Axial Loading2Document33 pagesStress and Strain - Axial Loading2Clackfuik12No ratings yet
- Slope Stability Analysis Report PDFDocument7 pagesSlope Stability Analysis Report PDFPrakash Singh RawalNo ratings yet
- Iso898 2Document19 pagesIso898 2Ricardo VitorianoNo ratings yet
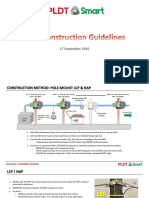
- ODN Construction GuidelinesDocument24 pagesODN Construction GuidelinesCiv Herrera100% (3)
- Rab Venturi Wet Scrubber 00Document2 pagesRab Venturi Wet Scrubber 00rudiawanNo ratings yet
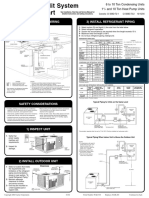
- Commercial Split System Installation Chart: Typical Piping and Wiring 3) Install Refrigerant PipingDocument2 pagesCommercial Split System Installation Chart: Typical Piping and Wiring 3) Install Refrigerant PipingcarlosorizabaNo ratings yet
- Home Tiles Selection SheetDocument6 pagesHome Tiles Selection SheetstyliishmainNo ratings yet
- Pipe's Minor LossesDocument95 pagesPipe's Minor LossesJosept RevueltaNo ratings yet
- Green ConstructionDocument19 pagesGreen ConstructionJohn ChristopherNo ratings yet
- Exhaust Pressure GovernorDocument25 pagesExhaust Pressure GovernorHamilton MirandaNo ratings yet
- Master Architects - International StyleDocument13 pagesMaster Architects - International StylesakshiNo ratings yet
- Catalogo de Parte COP 2550 UX +Document112 pagesCatalogo de Parte COP 2550 UX +Alvaro Varas100% (2)
- Voyager II IOM Cooling - Gas FiredDocument64 pagesVoyager II IOM Cooling - Gas FiredSadiq AmeerNo ratings yet
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- Summary of Neil Postman's Amusing Ourselves to DeathFrom EverandSummary of Neil Postman's Amusing Ourselves to DeathRating: 4 out of 5 stars4/5 (2)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- Methodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaFrom EverandMethodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaNo ratings yet
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet