You might also like
- Model TM-T24J TABLE TOP STEAM STERILIZER INSTRUNCTION MANUAL OF OPERATIONDocument9 pagesModel TM-T24J TABLE TOP STEAM STERILIZER INSTRUNCTION MANUAL OF OPERATIONhuguito320% (1)
- Suction Specific Speed FromDocument18 pagesSuction Specific Speed FromAlda EnglandNo ratings yet
- Pump Practices & LifeDocument6 pagesPump Practices & LifeTony_Black99No ratings yet
- Design and Analysis of TPA Purdue PDFDocument24 pagesDesign and Analysis of TPA Purdue PDFJohn DoeNo ratings yet
- Vertical Turbine PumpsDocument171 pagesVertical Turbine PumpsAnonymous CMS3dL1T100% (1)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Instruction Manual - OptiLobe - enDocument32 pagesInstruction Manual - OptiLobe - enmagzigioNo ratings yet
- Grease life prediction for sealed ball bearingsDocument8 pagesGrease life prediction for sealed ball bearingsRepositorio Mantenimiento100% (1)
- Balance LineDocument0 pagesBalance Linewsjouri2510No ratings yet
- Calculating Flow Through An Orifice Using ASME MFC-3M-1989 and Irrecoverable Pressure Drop EquationsDocument5 pagesCalculating Flow Through An Orifice Using ASME MFC-3M-1989 and Irrecoverable Pressure Drop EquationsRaphael212219No ratings yet
- Recommended Approach To Control Vibration From Cylinder Gas ForcesDocument14 pagesRecommended Approach To Control Vibration From Cylinder Gas ForcesKelly Eberle100% (1)
- Crosshead SlapDocument2 pagesCrosshead SlapJose Luis RattiaNo ratings yet
- Good Engineering Practice 8Document2 pagesGood Engineering Practice 8Mina Maher MikhailNo ratings yet
- Governing PrinciplesDocument15 pagesGoverning Principlesaspurohit4977No ratings yet
- TENTEC Hydraulic Ancillary Data Sheet R7 A4Document4 pagesTENTEC Hydraulic Ancillary Data Sheet R7 A4Juliyan PujakesumaNo ratings yet
- Barringer Life Cycle Cost and Weibull DistributionsDocument21 pagesBarringer Life Cycle Cost and Weibull Distributionsaakashtrivedi100% (1)
- Unibloc Engineering ManualDocument58 pagesUnibloc Engineering ManualNoe Isaac Marmolejo MolinaNo ratings yet
- Engineering Data Book: Fps Version sI&II Sections 1-26Document20 pagesEngineering Data Book: Fps Version sI&II Sections 1-26amanojp70No ratings yet
- Effect of Oil Flow on Gearbox Pinion Critical Speed During TestingDocument10 pagesEffect of Oil Flow on Gearbox Pinion Critical Speed During TestingFarzadNo ratings yet
- ROTALIGN Ultra Is Shaft Handbook Edition 1 DOC 40 200-06-12 Web enDocument156 pagesROTALIGN Ultra Is Shaft Handbook Edition 1 DOC 40 200-06-12 Web enxX1crist1Xx100% (1)
- Inverse-Design and Optimization Methods For Centrifugal Pump ImpellersDocument187 pagesInverse-Design and Optimization Methods For Centrifugal Pump ImpellerstomsiriNo ratings yet
- Measure Screw Compressor VibrationDocument21 pagesMeasure Screw Compressor VibrationSamir BenabdallahNo ratings yet
- BearingChecker User Guide (English)Document43 pagesBearingChecker User Guide (English)abdurohmanNo ratings yet
- Acoples Autogard AGDocument3 pagesAcoples Autogard AGTania Lorena HerreraNo ratings yet
- Universal II Series: Instruction Manual Rotary Positive Displacement PumpDocument98 pagesUniversal II Series: Instruction Manual Rotary Positive Displacement PumpVara Prasad100% (1)
- Installation Instructions: Durametallic MW-200 SeriesDocument8 pagesInstallation Instructions: Durametallic MW-200 SeriesEli Emmanuel Cárcamo Rodríguez100% (1)
- Applications of Hydraulics&Pneumatics: Session 6Document12 pagesApplications of Hydraulics&Pneumatics: Session 6Zippygroup ZsgNo ratings yet
- Reciprocating Compressor Condition MonitoringDocument7 pagesReciprocating Compressor Condition MonitoringSantos Arauz Menacho100% (1)
- Vibrations: Consulting ServicesDocument20 pagesVibrations: Consulting ServicesAgung Pramu AjiNo ratings yet
- Suction Specific SpeedDocument11 pagesSuction Specific Speeddhanu_aqua100% (1)
- 2012 Paper Screw CompressorsDocument25 pages2012 Paper Screw CompressorsravisankarNo ratings yet
- PUMP SHAFT DEFLECTION EXPLAINEDDocument3 pagesPUMP SHAFT DEFLECTION EXPLAINEDMine RHNo ratings yet
- Hansen Broch 415 Eng Lr0411Document20 pagesHansen Broch 415 Eng Lr0411Ashish RanjanNo ratings yet
- Reliability Books RecommendedDocument3 pagesReliability Books RecommendedAsadAliNo ratings yet
- Variable Speed Pumping, A Guide To Successful ApplicationDocument6 pagesVariable Speed Pumping, A Guide To Successful Applicationongjoel0% (1)
- Vibrations in Reciprocating CompressorsDocument15 pagesVibrations in Reciprocating Compressorschaitanya_kumar_13No ratings yet
- MSDS-CorShield VpCI-369 Aerosol Corrosion InhibitorDocument8 pagesMSDS-CorShield VpCI-369 Aerosol Corrosion Inhibitordevil3300No ratings yet
- CMRP Exam Application (2!3!2014)Document6 pagesCMRP Exam Application (2!3!2014)Andres Felipe TorresNo ratings yet
- Centrifugal Pumps Chapter OverviewDocument21 pagesCentrifugal Pumps Chapter Overviewmonjardin68No ratings yet
- Be SG Frick Compressor-2019Document12 pagesBe SG Frick Compressor-2019Christopher Kenneth ChoaNo ratings yet
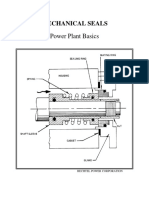
- Mechanical Seals: Power Plant BasicsDocument26 pagesMechanical Seals: Power Plant BasicsService Port100% (1)
- Vibration Analysis Techniques For Gearbox Diagnostic Are ViewDocument10 pagesVibration Analysis Techniques For Gearbox Diagnostic Are ViewVaibhav JainNo ratings yet
- I ALERT2 Application GuideDocument48 pagesI ALERT2 Application Guidemynor8josh8juarezNo ratings yet
- Centrifugal Pump Set Failure ModesDocument70 pagesCentrifugal Pump Set Failure ModesArif WidyatamaNo ratings yet
- 1 - Overview Rev-20170225Document11 pages1 - Overview Rev-20170225AhmadNo ratings yet
- Switch de NivelDocument40 pagesSwitch de Nivelcarlos silvaNo ratings yet
- Jacques Chaurette - Pump System Analysis and Sizing (2002) PDFDocument158 pagesJacques Chaurette - Pump System Analysis and Sizing (2002) PDFShubhankar KunduNo ratings yet
- Mechanical Seal Troubleshooting GuideDocument38 pagesMechanical Seal Troubleshooting GuideKasih Azalia TeknindoNo ratings yet
- 2130 - Advanced Fast Balance - 97059 - 1CD PDFDocument432 pages2130 - Advanced Fast Balance - 97059 - 1CD PDFLuisSilva100% (1)
- Bombas Sumergibles KSBDocument92 pagesBombas Sumergibles KSBArturPNo ratings yet
- CFDforCentrifugalPumpsA Review PDFDocument6 pagesCFDforCentrifugalPumpsA Review PDFAnonymous K48TgviNo ratings yet
- 20 Innovative Approach To Solve CCR Regenerator Pinning ProblemDocument7 pages20 Innovative Approach To Solve CCR Regenerator Pinning ProblemxinghustNo ratings yet
- Iso 15243 2017Document15 pagesIso 15243 2017RICARDO DOS SANTOS DE SOUZANo ratings yet
- Roots Blower Booster Vacuum Pump OilDocument9 pagesRoots Blower Booster Vacuum Pump OilsupervacoilsNo ratings yet
- Scope: Absence of Any Major ProblemsDocument7 pagesScope: Absence of Any Major ProblemsLuis Manuel Fernandez AristimuñoNo ratings yet
- Reliability Centered Maintenance Rcm A Complete Guide - 2020 EditionFrom EverandReliability Centered Maintenance Rcm A Complete Guide - 2020 EditionNo ratings yet
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Reliability Assessment: A Guide to Aligning Expectations, Practices, and PerformanceFrom EverandReliability Assessment: A Guide to Aligning Expectations, Practices, and PerformanceNo ratings yet
- Bomba Sumergible PDFDocument16 pagesBomba Sumergible PDFKaler Soto PeraltaNo ratings yet
- Series QBDocument2 pagesSeries QBKaler Soto PeraltaNo ratings yet
- ORD 5700 Parker O-Ring HandbookDocument292 pagesORD 5700 Parker O-Ring Handbookcalaverilandia100% (1)
- Mechanical SealDocument50 pagesMechanical SealKaler Soto Peralta100% (1)
- Magnetic - Inductive Flowmeter Type PEM-1000 User'S ManualDocument25 pagesMagnetic - Inductive Flowmeter Type PEM-1000 User'S ManualKaler Soto PeraltaNo ratings yet
- Socket Screw Tech Manual PDFDocument84 pagesSocket Screw Tech Manual PDFrcktechNo ratings yet
- Cancamos de Carga CompleteDocument8 pagesCancamos de Carga CompleteKaler Soto PeraltaNo ratings yet
- Cancamos de Carga CompleteDocument8 pagesCancamos de Carga CompleteKaler Soto PeraltaNo ratings yet
- Catalogo 1900Document6 pagesCatalogo 1900Kaler Soto PeraltaNo ratings yet
- Flex-DePAC D85broch Engl2Document4 pagesFlex-DePAC D85broch Engl2Kaler Soto PeraltaNo ratings yet
- B PowerstreamDocument12 pagesB PowerstreamKaler Soto PeraltaNo ratings yet
- Catalogo Machones GearDocument52 pagesCatalogo Machones GearKaler Soto PeraltaNo ratings yet
- Testing of Austenitic Stainless SteelsDocument64 pagesTesting of Austenitic Stainless SteelsmirelamanteamirelaNo ratings yet
- 180 442PRBrochure-Rev. 1Document0 pages180 442PRBrochure-Rev. 1Kaler Soto PeraltaNo ratings yet
- 442 BroDocument8 pages442 BroKaler Soto PeraltaNo ratings yet
- 180 442PRBrochure-Rev. 1Document0 pages180 442PRBrochure-Rev. 1Kaler Soto PeraltaNo ratings yet
- Catalogo 1900Document6 pagesCatalogo 1900Kaler Soto PeraltaNo ratings yet
- Catalogo 1900Document6 pagesCatalogo 1900Kaler Soto PeraltaNo ratings yet
- The MC Nally Institute: 1637 Sand Key Estates Ct. Clearwater, FL 33767Document1 pageThe MC Nally Institute: 1637 Sand Key Estates Ct. Clearwater, FL 33767Kaler Soto PeraltaNo ratings yet
- Instalação 2100Document4 pagesInstalação 2100Kaler Soto PeraltaNo ratings yet
- ANSI PumpDocument1 pageANSI PumpKaler Soto PeraltaNo ratings yet
- The Acidity and Basicity of Organic Acids and Bases For VULADocument24 pagesThe Acidity and Basicity of Organic Acids and Bases For VULAZama MakhathiniNo ratings yet
- Moving Iron InstrumentDocument16 pagesMoving Iron Instrumentmrsirjan802No ratings yet
- 64 Meeting January 7-8, 2013Document42 pages64 Meeting January 7-8, 2013ymadhukumarNo ratings yet
- EMD Report PDFDocument32 pagesEMD Report PDFVelmurugan KNo ratings yet
- Reference List AW Offshore Installation SYS 2007-08-16Document10 pagesReference List AW Offshore Installation SYS 2007-08-16Sugeng WahyudiNo ratings yet
- 7.5 01 02 01Document19 pages7.5 01 02 01Feri SaputraNo ratings yet
- Concept of Microgrid AND Evolution of Smart Grid: Dileep GDocument45 pagesConcept of Microgrid AND Evolution of Smart Grid: Dileep GDileep GNo ratings yet
- State of Art Research in AlgaeDocument20 pagesState of Art Research in AlgaeSambhavNo ratings yet
- 0401544-Hydraulic StructuresDocument38 pages0401544-Hydraulic StructuresEfremWakjiraHodeNo ratings yet
- Automotive Application Guide 2014 - BR PDFDocument60 pagesAutomotive Application Guide 2014 - BR PDFbnc1100% (1)
- Presentation FatigueDocument22 pagesPresentation FatigueRavi Kiran MeesalaNo ratings yet
- 1 s2.0 S0165237019300294 Main PDFDocument11 pages1 s2.0 S0165237019300294 Main PDFNatashaA.CuencaSchillingNo ratings yet
- Herematic Pumps - CNP - CNPF - CNPKDocument16 pagesHerematic Pumps - CNP - CNPF - CNPKdineshanbalaganNo ratings yet
- Gat Test 26-3-22 PDFDocument8 pagesGat Test 26-3-22 PDFRitesh Raj PandeyNo ratings yet
- InternationalDocument11 pagesInternationalheeral patelNo ratings yet
- Iptc-19474-Ms A Strategic and Flexible Approach To Through Tubing Electrical Submersible PumpDocument15 pagesIptc-19474-Ms A Strategic and Flexible Approach To Through Tubing Electrical Submersible PumpGilbert OmittaNo ratings yet
- PPE Question Bank Covers Thermal, Hydro, Nuclear PowerDocument7 pagesPPE Question Bank Covers Thermal, Hydro, Nuclear PowerKanagaraj Chelladurai100% (1)
- Parts Book D85ess-2 - Lepbd08205Document325 pagesParts Book D85ess-2 - Lepbd08205Frengki Pangaribuan100% (2)
- Ючай каталог 1Document78 pagesЮчай каталог 1Евгений100% (1)
- Climate Change The Facts (Annotated)Document3 pagesClimate Change The Facts (Annotated)api-276929919No ratings yet
- BIOCNGDocument23 pagesBIOCNGDhruva DNo ratings yet
- W SeatDocument2 pagesW SeatwalleyranNo ratings yet
- ST 2DDocument257 pagesST 2Dsaul100% (1)
- Electrochemistry NotesDocument16 pagesElectrochemistry NotesRandomNo ratings yet
- Diesel Engine Power Plant GuideDocument51 pagesDiesel Engine Power Plant GuideShashank ShastriNo ratings yet
- Offshore Wind PowerDocument22 pagesOffshore Wind PowerS. M. IsrafilNo ratings yet
- Ahemdabad Company Details (AutoRecovered) (AutoRecovered)Document261 pagesAhemdabad Company Details (AutoRecovered) (AutoRecovered)protonelectricals1208No ratings yet
- Thermal Protector For Motor: Ballast For Fluorescent and Temperature Sensing ControlsDocument1 pageThermal Protector For Motor: Ballast For Fluorescent and Temperature Sensing ControlsPasilius OktavianusNo ratings yet
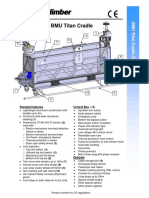
- BMU Titan Cradle: Standard Features Control BoxDocument2 pagesBMU Titan Cradle: Standard Features Control BoxKashyapNo ratings yet