You might also like
- Clase 2 CompuestosDocument25 pagesClase 2 CompuestosJhon SanchezNo ratings yet
- Bock 7Document11 pagesBock 7Harmonia MSanchezNo ratings yet
- COTIZACIONDocument3 pagesCOTIZACIONricardoNo ratings yet
- Trabajo Autonomo N°1Document11 pagesTrabajo Autonomo N°1Lenin Quispe AguirreNo ratings yet
- La Tecnica Textil IIDocument2 pagesLa Tecnica Textil IItutoria2cNo ratings yet
- S6.s1 Material Academico Agregados Parte 1Document37 pagesS6.s1 Material Academico Agregados Parte 1Dreiser Palomino MauricioNo ratings yet
- Proceso de Separación y Concentración de MineralesDocument10 pagesProceso de Separación y Concentración de MineralesNicol OvallesNo ratings yet
- Unidad Educativa Fiscomisional San JeronimoDocument15 pagesUnidad Educativa Fiscomisional San JeronimoMiguel Angel CuichanNo ratings yet
- Me 70Document3 pagesMe 70luisNo ratings yet
- Cat 2010 White RodgersDocument19 pagesCat 2010 White RodgersHector Javier Lizarraga RangelNo ratings yet
- Plan de Estudios 2016 1 Ing MecanicaDocument2 pagesPlan de Estudios 2016 1 Ing MecanicaGuillermo GutierrezNo ratings yet
- Pares CinematicosDocument5 pagesPares CinematicosElizabeth AucapiñaNo ratings yet
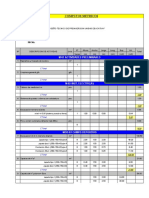
- Resumen de MetradoDocument3 pagesResumen de MetradoYessica edith Gonzales rivasNo ratings yet
- B SP EJS NewConstructExpansion BRO7119 v55LRDocument16 pagesB SP EJS NewConstructExpansion BRO7119 v55LRAnderson UrreaNo ratings yet
- Catalogo CarrierDocument2 pagesCatalogo CarrierLeontes HenriquezNo ratings yet
- Mobilgear SHC XMPDocument2 pagesMobilgear SHC XMPEnzo PalmieriNo ratings yet
- Unidad IV - Tema 12.2 Origen Artificial Mineral, Pétreos Industriales Por Cocción-Ladrillos y Tejas Cerámicos 2021 - Grupo 10.0Document50 pagesUnidad IV - Tema 12.2 Origen Artificial Mineral, Pétreos Industriales Por Cocción-Ladrillos y Tejas Cerámicos 2021 - Grupo 10.0NICOLE GISELA MORALES ZAMBRANANo ratings yet
- Presupuesto - TingladoDocument6 pagesPresupuesto - TingladofarithNo ratings yet
- Fuente de Alimentación Regulada para 25ADocument7 pagesFuente de Alimentación Regulada para 25ADavid Hernandez Herrera100% (1)
- Aceite Mobil Super 20w50Document9 pagesAceite Mobil Super 20w50luis0% (1)
- CP 23 - Sistemas y Fluidos HidráulicosDocument28 pagesCP 23 - Sistemas y Fluidos HidráulicosJuan Pablo Puentes PeñuelaNo ratings yet
- Investigacion 1 - Ingenieria Sanitaria 1Document22 pagesInvestigacion 1 - Ingenieria Sanitaria 1Williams Sarceño MartinezNo ratings yet
- El Packaging Ecológico LECTURA 1Document3 pagesEl Packaging Ecológico LECTURA 1Jean C. TorresNo ratings yet
- SSYMA D06.04 Clasificacion de Residuos SolidosDocument5 pagesSSYMA D06.04 Clasificacion de Residuos SolidosMARS BELL DANCENo ratings yet
- CarpetaDocument41 pagesCarpetaLa Mao PuesNo ratings yet
- 01 Instrucciones y Acciones Preliminares Al MontajeDocument14 pages01 Instrucciones y Acciones Preliminares Al Montajeeverth arze sejas100% (1)
- Carcasa de Un CompresorDocument21 pagesCarcasa de Un CompresorDavid BlancosNo ratings yet
- Destilacion Simple y Fraccionada FISICOQUIMICA IIDocument8 pagesDestilacion Simple y Fraccionada FISICOQUIMICA IIAlejandro RivasNo ratings yet
- Reporte EngraneDocument5 pagesReporte EngraneAlan Antonio Mendez CardenasNo ratings yet
- Seguridad Industrial4Document67 pagesSeguridad Industrial4Maquinas de Segunda0% (1)