You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Clothing - Male - WaistcoatsDocument161 pagesClothing - Male - WaistcoatsThe 18th Century Material Culture Resource Center100% (41)
- Teachers' Notes: Romeo + JulietDocument18 pagesTeachers' Notes: Romeo + JulietDani DaniNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Game of Thrones Pilot ScriptDocument61 pagesGame of Thrones Pilot Scriptf4gg100% (5)
- DR Akens - Parapsychologist - SWADEDocument2 pagesDR Akens - Parapsychologist - SWADELeandro JardimNo ratings yet
- Final Exam Burns 2013-14Document10 pagesFinal Exam Burns 2013-14api-255427725No ratings yet
- Seam TypeDocument6 pagesSeam TypeAmrita Singh60% (5)
- Navigate A1 WB Answer KeyDocument12 pagesNavigate A1 WB Answer KeyFirenze CalzadosymasNo ratings yet
- Pattern - NightWing Tarp TentDocument12 pagesPattern - NightWing Tarp TentJeffrey A BellNo ratings yet
- Necch Instruction Manual SupernovaDocument122 pagesNecch Instruction Manual Supernovasdfr50% (2)
- Seerat Book Eng PDFDocument123 pagesSeerat Book Eng PDFTosif SiddiquiNo ratings yet
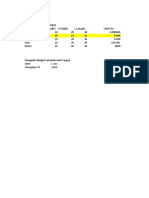
- Calculation of Sewing Thread Consumption For GarmentsDocument3 pagesCalculation of Sewing Thread Consumption For Garmentsleosun halariNo ratings yet
- Basic Jeans Operation BreakdownDocument4 pagesBasic Jeans Operation Breakdownleosun halari50% (2)
- Quality Control in Garment FactoryDocument15 pagesQuality Control in Garment FactoryMuhammad Ali100% (1)
- Types of Fashion Design PDFDocument6 pagesTypes of Fashion Design PDFNguyễn Hồng Vân100% (1)
- Linen and Laundry DepartmentDocument37 pagesLinen and Laundry DepartmentHannah Aven Malata71% (7)
- CBM CalculatorDocument2 pagesCBM Calculatorleosun halariNo ratings yet
- Cut Order PlanDocument4 pagesCut Order Planleosun halariNo ratings yet
- Calculate Difference Between DatesDocument7 pagesCalculate Difference Between Datesleosun halariNo ratings yet
- SUDAN List of Garment ImportersDocument10 pagesSUDAN List of Garment Importersleosun halari100% (1)
- 06 - 05 - 10 Characteristics of Knitted Fabrics After Enzyme TreatmentDocument10 pages06 - 05 - 10 Characteristics of Knitted Fabrics After Enzyme Treatmentleosun halariNo ratings yet
- August Casegoods Disco ItemsDocument9 pagesAugust Casegoods Disco ItemspicfixerNo ratings yet
- Fashion Design and Merchandising: Big IdeaDocument8 pagesFashion Design and Merchandising: Big IdeaSowmya RamNo ratings yet
- World of Darkness Non-Player Characters Volume 03 - Kindred and RelatedDocument146 pagesWorld of Darkness Non-Player Characters Volume 03 - Kindred and RelatedPreston HalcombNo ratings yet
- Medical Evaluation of Non Fragment Injury Effects in Armored Vehicle Live Fire TestsDocument40 pagesMedical Evaluation of Non Fragment Injury Effects in Armored Vehicle Live Fire Testsconair123No ratings yet
- PPE MatrixDocument2 pagesPPE MatrixDhaval DobariyaNo ratings yet
- List of VerbsDocument14 pagesList of VerbsDaciana LeahuNo ratings yet
- Ajmer Sharif RajasthanDocument5 pagesAjmer Sharif RajasthanShivangi ChaudharyNo ratings yet
- Handling and Maintenance of Tools and Core EquipmentDocument5 pagesHandling and Maintenance of Tools and Core EquipmentJonyBlessingNo ratings yet
- Tower Erection & Painting JMRDocument1 pageTower Erection & Painting JMRkuldeep singh rathoreNo ratings yet
- Film Production Risk Assessment FormDocument4 pagesFilm Production Risk Assessment FormConnor CummingsNo ratings yet
- Final TestDocument4 pagesFinal Testmasitha humairahNo ratings yet
- Official Lust Man Standing Guide v0.4 PDFDocument12 pagesOfficial Lust Man Standing Guide v0.4 PDFsssssNo ratings yet
- Oxford CatalogueDocument9 pagesOxford CatalogueAdrian BloomfieldNo ratings yet
- Assesment of Inter-Yarn Zone Porosity of Plain Weave FabricsDocument6 pagesAssesment of Inter-Yarn Zone Porosity of Plain Weave FabricsAndrian WijayonoNo ratings yet
- PrepositionDocument18 pagesPrepositionKarel SilverNo ratings yet
- United Colors of BenettonDocument16 pagesUnited Colors of BenettonShiv ChoudharyNo ratings yet
- Acta Astronautica: Eva Yi-Wei ChangDocument12 pagesActa Astronautica: Eva Yi-Wei ChangkemalmaqdanNo ratings yet
- Grade 9: Tle - Ict Computer Systems Servicing Quarter 2 - Module 1 Install Network CablesDocument6 pagesGrade 9: Tle - Ict Computer Systems Servicing Quarter 2 - Module 1 Install Network CablesSharmaine Paragas FaustinoNo ratings yet