You might also like
- Fluid Level Shots To Optimize Chemical Treatment ProgramsDocument15 pagesFluid Level Shots To Optimize Chemical Treatment ProgramsWilliam100% (1)
- Drilling Report JessicaDocument14 pagesDrilling Report JessicaJéssica RamalhoNo ratings yet
- 3.402-Sop For Vacuum TruckDocument2 pages3.402-Sop For Vacuum Truckkirandevi1981No ratings yet
- Bem-650-Shale - Shaker PDFDocument8 pagesBem-650-Shale - Shaker PDFWilliamNo ratings yet
- Bending Moment in A BeamDocument8 pagesBending Moment in A BeamLim Ksoon100% (1)
- Classifications of Fluid SystemsDocument5 pagesClassifications of Fluid Systemsshamshad_meNo ratings yet
- Deepwater Well ControlDocument2 pagesDeepwater Well ControlJayaprakash Gopala KamathNo ratings yet
- SPE SummariesDocument116 pagesSPE SummariesJavier Lora BarbaNo ratings yet
- Completion - Cementing and Perforating PDFDocument9 pagesCompletion - Cementing and Perforating PDFengineer1976No ratings yet
- Case History Hydraulics Modeling Software Helps Optimize Drilling and ECD Control With High Degree of Accuracy On Deep, Hot Gulf of Mexico Shelf WellDocument9 pagesCase History Hydraulics Modeling Software Helps Optimize Drilling and ECD Control With High Degree of Accuracy On Deep, Hot Gulf of Mexico Shelf WellElias GonzalezNo ratings yet
- Directional DrillingDocument16 pagesDirectional DrillingRajeev LochanamNo ratings yet
- Bennion Et Al.-A Case Study of Foamy Oil Recovery in The Patos-Marinza Reservoir Driza Sand, AlbaniaDocument8 pagesBennion Et Al.-A Case Study of Foamy Oil Recovery in The Patos-Marinza Reservoir Driza Sand, AlbaniaLeonardo Serg Márquez Flores100% (1)
- Drilling Terms and AbbreviationsDocument69 pagesDrilling Terms and Abbreviationsnissefar007No ratings yet
- 0 Geolog Company Overview 2014Document14 pages0 Geolog Company Overview 2014pendexxNo ratings yet
- FALLSEM2014-15 CP4116 16-Oct-2014 RM01 Unit-IV Part-2Document11 pagesFALLSEM2014-15 CP4116 16-Oct-2014 RM01 Unit-IV Part-2Mukkund SunjiiNo ratings yet
- Preliminary Results of Sediment and Bedrock Coring in The Edmonton-Calgary Corridor, Central Alberta, OFR 2009-17Document87 pagesPreliminary Results of Sediment and Bedrock Coring in The Edmonton-Calgary Corridor, Central Alberta, OFR 2009-17Alberta Geological SurveyNo ratings yet
- Enhanced Gas RecoveryDocument4 pagesEnhanced Gas RecoveryAlaa Nagie100% (1)
- ONGC Report First Pit Less Drilling in ONGC Scripts Success at RajahmundryDocument6 pagesONGC Report First Pit Less Drilling in ONGC Scripts Success at RajahmundryPETROPATH FLUIDS INDIA PVT. LTD.No ratings yet
- Drilling Mud CompositionDocument5 pagesDrilling Mud CompositionjigzagNo ratings yet
- Chapter-1 Introduction To Well PlanningDocument33 pagesChapter-1 Introduction To Well Planningsparda94No ratings yet
- InfluenceMap Ranking TablesDocument8 pagesInfluenceMap Ranking TablesMatt Mace100% (1)
- Bit Balling1Document5 pagesBit Balling1Samia IbrahimNo ratings yet
- Mud Logging ServicesDocument40 pagesMud Logging ServicesDavidandyNo ratings yet
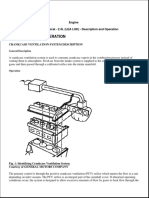
- 058 - Engine Mechanical - 2.4L (LEA LUK) - Description and OperationDocument9 pages058 - Engine Mechanical - 2.4L (LEA LUK) - Description and OperationGedas Gvildys100% (1)
- Chapter 3 - Drilling Fluid Prepration: 3.1 Oil Based Mud CompositionDocument7 pagesChapter 3 - Drilling Fluid Prepration: 3.1 Oil Based Mud CompositionImranKabirNo ratings yet
- Schlumberger Compact Well TSTDocument12 pagesSchlumberger Compact Well TSTAsyraf M ZamanNo ratings yet
- Optimization Drilling Parameters Performance During Drilling in Gas WellsDocument8 pagesOptimization Drilling Parameters Performance During Drilling in Gas WellsOmotayo Akinpelumi100% (1)
- New Product and ServicesDocument2 pagesNew Product and ServicesAlfredoMfNo ratings yet
- Well Blueprint: Lost CirculationDocument8 pagesWell Blueprint: Lost CirculationapsekarNo ratings yet
- MudCube BrochureDocument9 pagesMudCube BrochureMinnyeong YoonNo ratings yet
- Co-Pyrolysis of Spent Engine OilDocument79 pagesCo-Pyrolysis of Spent Engine OilnetvidyaNo ratings yet
- Petro-Booster: MUD EngineeringDocument56 pagesPetro-Booster: MUD EngineeringSHOBHIT KUMARNo ratings yet
- Reelwell Drilling Method Makes Use of Dual Conduit Drill StringDocument2 pagesReelwell Drilling Method Makes Use of Dual Conduit Drill Stringlulalala8888100% (1)
- Prince ONGC REPORT FinalDocument29 pagesPrince ONGC REPORT FinalPrince PatelNo ratings yet
- Workboat International Dmcco: Appendix 1.0A Drill/Training Form Drill/Training Records FormDocument1 pageWorkboat International Dmcco: Appendix 1.0A Drill/Training Form Drill/Training Records FormJeet SinghNo ratings yet
- SPE 160703 Simultaneous Well Stimulation and Scale Squeeze Treatments in Sandstone and Carbonate ReservoirsDocument21 pagesSPE 160703 Simultaneous Well Stimulation and Scale Squeeze Treatments in Sandstone and Carbonate ReservoirsJose Miguel GonzalezNo ratings yet
- Formation Eval & Well LoggingDocument40 pagesFormation Eval & Well Loggingisa rahmani100% (1)
- Preparation of PotassiumSulphateDocument5 pagesPreparation of PotassiumSulphatenithansaNo ratings yet
- 450 Final SolutionsDocument14 pages450 Final SolutionsWilliam Williams100% (2)
- Drillsim PDFDocument4 pagesDrillsim PDFMahmoud Ahmed Ali Abdelrazik0% (1)
- Teknik Sondaj Rig#4 BrochureDocument10 pagesTeknik Sondaj Rig#4 BrochureBaris UnalNo ratings yet
- Envirotherm NTDocument6 pagesEnvirotherm NTErlgabNo ratings yet
- What Is Dissolved Gas AnalysisDocument5 pagesWhat Is Dissolved Gas AnalysisselvamuthukumarNo ratings yet
- 01 IntroductionDocument49 pages01 IntroductionSathia ShekarNo ratings yet
- Geology of Natural Resources1Document81 pagesGeology of Natural Resources1Abhinav ThakurNo ratings yet
- SPE 68504 Jet Drilling Tool: Cost-Effective Lateral Drilling Technology For Enhanced Oil RecoveryDocument9 pagesSPE 68504 Jet Drilling Tool: Cost-Effective Lateral Drilling Technology For Enhanced Oil RecoveryAnonymous VNu3ODGavNo ratings yet
- Beng (Hons) Petroleum Engineering: Course: Introduction To Petroleum Engineering Instructor Dr. Tarek DarwichDocument8 pagesBeng (Hons) Petroleum Engineering: Course: Introduction To Petroleum Engineering Instructor Dr. Tarek DarwichshanecarlNo ratings yet
- Category 21A: Pre-Qualification FORDocument25 pagesCategory 21A: Pre-Qualification FORHarsh TiwariNo ratings yet
- Gas Treating and ProcessingDocument3 pagesGas Treating and ProcessingRoger AP100% (1)
- E Webreseller Websites Adma Opco - Com Web en Publications PDF 71520121405341610000Document20 pagesE Webreseller Websites Adma Opco - Com Web en Publications PDF 71520121405341610000Anoop SlathiaNo ratings yet
- Spe 135704 MS PDFDocument9 pagesSpe 135704 MS PDFKd FaNo ratings yet
- Drilling FluidsDocument20 pagesDrilling Fluidsdekra abdo100% (1)
- Understanding Advanced Drilling TechniquesDocument2 pagesUnderstanding Advanced Drilling TechniquesAnonymous H9n5g3aaCENo ratings yet
- 2 Spe 96798 HPWBM - HodderDocument12 pages2 Spe 96798 HPWBM - HodderPT100% (1)
- Petroleum Refining and PetrochemicalsDocument1 pagePetroleum Refining and PetrochemicalsadityamduttaNo ratings yet
- 12 - WBM Contamination & Treatment BMS 2013Document87 pages12 - WBM Contamination & Treatment BMS 2013Slim.BNo ratings yet
- High Pressure Fluids Visualization CellsDocument4 pagesHigh Pressure Fluids Visualization Cellsapi-3703671No ratings yet
- Air Compressors 1170cfm T4Document2 pagesAir Compressors 1170cfm T4death666darkNo ratings yet
- Electromagnetic Well Logging: Models for MWD / LWD Interpretation and Tool DesignFrom EverandElectromagnetic Well Logging: Models for MWD / LWD Interpretation and Tool DesignRating: 5 out of 5 stars5/5 (1)
- Mongoose Pro Cuttings Reinjection CsDocument2 pagesMongoose Pro Cuttings Reinjection CsWilliamNo ratings yet
- Gravel Pack CompletionsDocument19 pagesGravel Pack CompletionsWilliamNo ratings yet
- Barriers in Workover OperationsDocument12 pagesBarriers in Workover OperationsWilliamNo ratings yet
- Well Test Match in 3D Simulator and Green Field DevelopmentDocument20 pagesWell Test Match in 3D Simulator and Green Field DevelopmentWilliamNo ratings yet
- BAR G Force Cutting DryerDocument2 pagesBAR G Force Cutting DryerWilliamNo ratings yet
- Surge Protection DeviceDocument1 pageSurge Protection DeviceWilliamNo ratings yet
- Surge Protection DeviceDocument1 pageSurge Protection DeviceWilliamNo ratings yet
- Surge Protection DeviceDocument1 pageSurge Protection DeviceWilliamNo ratings yet
- Surge Protection DeviceDocument1 pageSurge Protection DeviceWilliamNo ratings yet
- Surge Protection DeviceDocument1 pageSurge Protection DeviceWilliamNo ratings yet
- Liner HangerDocument75 pagesLiner HangerWilliamNo ratings yet
- Surge Protection DeviceDocument1 pageSurge Protection DeviceWilliamNo ratings yet
- Surge Protection DeviceDocument1 pageSurge Protection DeviceWilliamNo ratings yet
- Cementing Equipment CatalogDocument29 pagesCementing Equipment CatalogWilliamNo ratings yet
- Surge Protection DeviceDocument1 pageSurge Protection DeviceWilliamNo ratings yet
- Rig - Drilling InstrumentationDocument10 pagesRig - Drilling InstrumentationWilliamNo ratings yet
- Camtech WrenchDocument25 pagesCamtech WrenchWilliamNo ratings yet
- Wrench - Parts ListDocument3 pagesWrench - Parts ListWilliamNo ratings yet
- Davis Lynch Cementing PDFDocument30 pagesDavis Lynch Cementing PDFWilliam0% (1)
- Davis Lynch Cementing PDFDocument30 pagesDavis Lynch Cementing PDFWilliam0% (1)
- Baker LineDocument65 pagesBaker LineWilliam100% (1)
- Wrench-Hanger Assembly Parts ListDocument3 pagesWrench-Hanger Assembly Parts ListWilliamNo ratings yet
- PSI PumpDocument4 pagesPSI PumpWilliamNo ratings yet
- Liner HangerDocument75 pagesLiner HangerWilliamNo ratings yet
- Liner HangerDocument75 pagesLiner HangerWilliamNo ratings yet
- Shale Shaker Screens - KemtronDocument4 pagesShale Shaker Screens - KemtronWilliamNo ratings yet
- Solids Control Services - ELGINDocument21 pagesSolids Control Services - ELGINWilliamNo ratings yet
- ELGIN Solids Control ManagementDocument21 pagesELGIN Solids Control ManagementWilliamNo ratings yet
- Soltrol 125 PDFDocument13 pagesSoltrol 125 PDFJuan RamirezNo ratings yet
- Buckling of Stiffened PlateDocument11 pagesBuckling of Stiffened PlatePugazhenthi ThananjayanNo ratings yet
- Viva QnsDocument2 pagesViva QnsExporting WarriorNo ratings yet
- 131101-2 Gtu 3rd Sem PaperDocument4 pages131101-2 Gtu 3rd Sem PaperShailesh SankdasariyaNo ratings yet
- Housing Designs & Seal Options PDFDocument27 pagesHousing Designs & Seal Options PDFmimi_chan_17100% (1)
- Computer Aided Drug DesignDocument53 pagesComputer Aided Drug DesignVidya M50% (2)
- CHEM213A Win22 HW2Document4 pagesCHEM213A Win22 HW2attiyaNo ratings yet
- Saso 2203 - DSDocument11 pagesSaso 2203 - DSAhmedNo ratings yet
- JAF TerraOxi Blend MediaDocument2 pagesJAF TerraOxi Blend MediaMICAH JEDAHNo ratings yet
- ITA 2012 Sir Alan Muir Wood LectureDocument10 pagesITA 2012 Sir Alan Muir Wood LectureFlaviaNo ratings yet
- E Clips CurvesDocument78 pagesE Clips Curvesner68No ratings yet
- Discrepant Events Examples in ScienceDocument8 pagesDiscrepant Events Examples in ScienceHuei Bing YongNo ratings yet
- Semi-Automatic Distillation Unit: Operating ManualDocument125 pagesSemi-Automatic Distillation Unit: Operating ManualngolydangNo ratings yet
- Astm B575Document5 pagesAstm B575Jota JacquesNo ratings yet
- Classification of Tropical Climate-1Document9 pagesClassification of Tropical Climate-1Sanjay Kumar100% (1)
- Seaflo Neo SL Z (1606) PDFDocument2 pagesSeaflo Neo SL Z (1606) PDFTrịnh Minh KhoaNo ratings yet
- 0819492485Document405 pages0819492485arulmurugu100% (1)
- 2003 ISJ Mersadetal Colorants PDFDocument15 pages2003 ISJ Mersadetal Colorants PDFJose LopezNo ratings yet
- LS-C177618 SDS 082522Document6 pagesLS-C177618 SDS 082522Ferran GimenezNo ratings yet
- My Biuret TestDocument8 pagesMy Biuret Testleijean pelicanoNo ratings yet
- Training Structure croPERATORSDocument8 pagesTraining Structure croPERATORSAnonymous 3ESYcrKPNo ratings yet
- Yeast MediaDocument5 pagesYeast MediaVannizsa IbañezNo ratings yet
- 2 Design Radial Inflow Turbine Using RitalDocument18 pages2 Design Radial Inflow Turbine Using Ritaljared_tan_5100% (1)
- Overpressure Protection-Low Temp EffectsDocument4 pagesOverpressure Protection-Low Temp EffectsChem.EnggNo ratings yet
- SS!L EDocument19 pagesSS!L EJeffry FontaineNo ratings yet
- ISO 6784 82 Concrete-Determination of Static Modulus of Elasticity in CompressionDocument8 pagesISO 6784 82 Concrete-Determination of Static Modulus of Elasticity in CompressionKaan TekinturhanNo ratings yet
- Phy Lab XC1 G02Document29 pagesPhy Lab XC1 G02vicencio39No ratings yet
- Southern Blotting TechniqueDocument15 pagesSouthern Blotting TechniqueSouravS.PandaNo ratings yet
- Lesson 3. The Relationship of Percent Composition and Chemical FormulaDocument4 pagesLesson 3. The Relationship of Percent Composition and Chemical FormulaRandel MontielNo ratings yet