You might also like
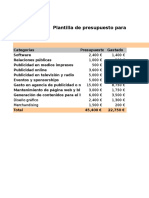
- Plantilla Presupuesto MarketingDocument4 pagesPlantilla Presupuesto MarketingAndrea HernándezNo ratings yet
- Ensayo en envases metálicos y sus barnicesDocument10 pagesEnsayo en envases metálicos y sus barnicesYeltsin SantiagoNo ratings yet
- Adiccion Al CelularDocument3 pagesAdiccion Al CelularAndrea HernándezNo ratings yet
- Adiccion Al CelularDocument3 pagesAdiccion Al CelularAndrea HernándezNo ratings yet
- Trabajo de Envases de MetalDocument25 pagesTrabajo de Envases de MetalKaty MamaniNo ratings yet
- Envases de PlasticoDocument34 pagesEnvases de PlasticomarynarcyNo ratings yet
- Maquinarias y equipos para la industria de alimentosFrom EverandMaquinarias y equipos para la industria de alimentosNo ratings yet
- Practica 4Document10 pagesPractica 4Lucita Pinedo MacedoNo ratings yet
- Envases Metalicos Caracteristicas y USosDocument8 pagesEnvases Metalicos Caracteristicas y USosOliver RomeroNo ratings yet
- Corrsosión de Envases 1Document38 pagesCorrsosión de Envases 1Carmen Vega Horna100% (1)
- Cronograma de Ejecucion Gantt - A3Document2 pagesCronograma de Ejecucion Gantt - A3Marco Antonio Condori SilesNo ratings yet
- Envases y ColorantesDocument31 pagesEnvases y ColorantesJhenny1995No ratings yet
- La CesáreaDocument19 pagesLa CesáreaErick MejiaNo ratings yet
- Latas de acero: materiales y procesos de fabricación y recicladoDocument14 pagesLatas de acero: materiales y procesos de fabricación y recicladoAlberto ReyesNo ratings yet
- Formulario Inscripción Marinas Turisticas.Document3 pagesFormulario Inscripción Marinas Turisticas.jenny199020100% (1)
- Irradiación de AlimentosDocument22 pagesIrradiación de AlimentoslukabusbyNo ratings yet
- Cartón y PapelDocument9 pagesCartón y PapelManuel AlejandroNo ratings yet
- Policloruro de ViniloDocument12 pagesPolicloruro de ViniloDusan TotesautNo ratings yet
- Resistencia de envases metálicos a ácidosDocument27 pagesResistencia de envases metálicos a ácidosJavier Farfán ZapataNo ratings yet
- Norma Sanitaria 0032003Document22 pagesNorma Sanitaria 0032003kaetttttyNo ratings yet
- Ensayo Calidad PapelDocument19 pagesEnsayo Calidad PapelLizzy LoarteNo ratings yet
- Practica 4 Ensayo Papel y CartonDocument9 pagesPractica 4 Ensayo Papel y CartonBrenda Sánchez Lozano100% (1)
- BorazinaDocument2 pagesBorazinaAlan Cabrera100% (1)
- HojalataDocument9 pagesHojalataLópez L. ErikNo ratings yet
- Historia del enlatado y tipos de envases metálicosDocument30 pagesHistoria del enlatado y tipos de envases metálicoshectores85No ratings yet
- HojalataDocument12 pagesHojalataHugo San AgustinNo ratings yet
- Fabricación de latas de dos piezasDocument135 pagesFabricación de latas de dos piezasmarynarcy100% (1)
- Envases de HojalataDocument18 pagesEnvases de Hojalataindira flor reyes lazoNo ratings yet
- UNIVERSIDAD NACIONAL DE SAN MARTIN-barnizDocument13 pagesUNIVERSIDAD NACIONAL DE SAN MARTIN-barnizLucita Pinedo MacedoNo ratings yet
- Barnices ChachiDocument23 pagesBarnices ChachiKarina Martinez BuizaNo ratings yet
- Determinación de cafeína en bebidas gasificadasDocument7 pagesDeterminación de cafeína en bebidas gasificadasRosa María Quispe AznaránNo ratings yet
- Envases Metalicos MetalenvasesDocument137 pagesEnvases Metalicos MetalenvasesChombo Castañeda100% (1)
- Ensayos de Calidad A La Hojalata Como Material de EnvasadoDocument7 pagesEnsayos de Calidad A La Hojalata Como Material de EnvasadoMayra Sánchez Cabanillas50% (2)
- Ensayos en envases de papel y cartónDocument9 pagesEnsayos en envases de papel y cartónPaulo ChiloNo ratings yet
- Practica 1 EnvasesDocument14 pagesPractica 1 EnvasesenithNo ratings yet
- Envases de AceroDocument6 pagesEnvases de AceroOscar IriarteNo ratings yet
- Tipos de EnvasesDocument4 pagesTipos de EnvasesFlor Cuzcano RuizNo ratings yet
- Laboratorio de Vidrio 1-2023Document16 pagesLaboratorio de Vidrio 1-2023Liset MichelNo ratings yet
- Medicion de Envases de HojalataDocument5 pagesMedicion de Envases de HojalataDiegoVasquezNo ratings yet
- Envases de VidrioDocument53 pagesEnvases de VidrioEL_AS_07No ratings yet
- Envase InnovadorDocument17 pagesEnvase InnovadorBrenda Moreno Ramirez100% (1)
- 12 Sulfitado Teoría Ok PDFDocument30 pages12 Sulfitado Teoría Ok PDFNéstor Aller FernándezNo ratings yet
- Presentacion EEMB en El MercadoDocument69 pagesPresentacion EEMB en El MercadoKarina VelazquezNo ratings yet
- Envases y embalajesDocument10 pagesEnvases y embalajesflorencioflorentinoNo ratings yet
- Evaluación de la corrosión en envases de hojalataDocument26 pagesEvaluación de la corrosión en envases de hojalataEli Poma CcenchoNo ratings yet
- Reconocimiento de envases y embalajes en la Banda de ShilcayoDocument11 pagesReconocimiento de envases y embalajes en la Banda de ShilcayoLauroDelAguilaDavilaNo ratings yet
- CORROSIÓN DE ENVASES DE HOJALATA FinalizadoDocument17 pagesCORROSIÓN DE ENVASES DE HOJALATA FinalizadoMit TorresNo ratings yet
- Clase 1 Envase, Empaque y EmbalajeDocument34 pagesClase 1 Envase, Empaque y EmbalajeSusan Rojas PachecoNo ratings yet
- ENVASESDocument38 pagesENVASESAngela PerezNo ratings yet
- MaterialesEnvasesDocument44 pagesMaterialesEnvasesCristhofer VallejoNo ratings yet
- Informe 2 de EnvasDocument22 pagesInforme 2 de EnvasKaren EstefNo ratings yet
- Si Al Abrir Una LataDocument5 pagesSi Al Abrir Una LataMariaReneMamaniRiosNo ratings yet
- Practica de Envases y EmbalajesDocument14 pagesPractica de Envases y EmbalajesRenzoJOnathanCCNo ratings yet
- Granaje de MaterialesDocument19 pagesGranaje de Materialeslenin sanchez gonzalezNo ratings yet
- Embalajes de Papel y Carton 1 PDFDocument40 pagesEmbalajes de Papel y Carton 1 PDFPaola Nataly Rojas Colichón0% (1)
- Envases de HojalataDocument18 pagesEnvases de Hojalatakarla RamirezNo ratings yet
- Tecnicas de ConservacionDocument26 pagesTecnicas de Conservaciong cabreraNo ratings yet
- Informe de Reconocimiento de EnvasesDocument15 pagesInforme de Reconocimiento de EnvasesBilly Francisco GonzalesNo ratings yet
- Manejo de Envases para AlimentosDocument42 pagesManejo de Envases para AlimentosestefaniNo ratings yet
- Historia y proceso del envasado asépticoDocument5 pagesHistoria y proceso del envasado asépticoOmay TelloNo ratings yet
- Alumino y Hojalata-1Document10 pagesAlumino y Hojalata-1MARCO ANTONIO TERRONES FASANANDONo ratings yet
- Envases Tetra PackDocument14 pagesEnvases Tetra Packerickyabar71% (7)
- Identificación de plásticos mediante pruebas destructivasDocument14 pagesIdentificación de plásticos mediante pruebas destructivasYenny Montalvo ReyesNo ratings yet
- Practica 5. Identificacion PlasticoDocument13 pagesPractica 5. Identificacion PlasticoHumberto Pinedo lunaNo ratings yet
- PRACTICA 1 Envases y EmbalajesDocument24 pagesPRACTICA 1 Envases y EmbalajesNaysha Gil Juarez100% (1)
- Envasado de Carnes y Productos CarnicosDocument23 pagesEnvasado de Carnes y Productos CarnicosChristianSleytherBazanTorresNo ratings yet
- Envases metálicos para almacenamiento y transporte de productos agroindustrialesDocument39 pagesEnvases metálicos para almacenamiento y transporte de productos agroindustrialesFredy ParionaNo ratings yet
- Informe #6 - Control de Calidad de Barnices en Embalajes MetálicosDocument12 pagesInforme #6 - Control de Calidad de Barnices en Embalajes Metálicoslinley gabriel kajekui collantesNo ratings yet
- Plantilla Presupuesto MarketingDocument4 pagesPlantilla Presupuesto MarketingAndrea HernándezNo ratings yet
- Costos de CalidadDocument7 pagesCostos de CalidadAndrea HernándezNo ratings yet
- Estado de Resultados y Balance GeneralDocument6 pagesEstado de Resultados y Balance GeneralAndrea HernándezNo ratings yet
- Mbpa 2010Document44 pagesMbpa 2010Francklin Antonio Lopez GarciaNo ratings yet
- Huevos y OvoproductosDocument19 pagesHuevos y OvoproductosAndrea HernándezNo ratings yet
- Acuerdo Ministerial 30-2011 Registro de Consultores PDFDocument4 pagesAcuerdo Ministerial 30-2011 Registro de Consultores PDFFrank GómezNo ratings yet
- Capítulo 1. El Estudio de ProyectosDocument9 pagesCapítulo 1. El Estudio de ProyectosAndrea HernándezNo ratings yet
- Ingenieria en La Industria en AlimentosDocument4 pagesIngenieria en La Industria en AlimentosAndrea HernándezNo ratings yet
- Conceptos de CalidadDocument8 pagesConceptos de CalidadAndrea HernándezNo ratings yet
- REHMIDocument15 pagesREHMIAndrea HernándezNo ratings yet
- 003-99 Norma de Alimentos Procesados y BebidasDocument8 pages003-99 Norma de Alimentos Procesados y BebidasSable SolomonNo ratings yet
- RTCA Etiquetado General PDFDocument16 pagesRTCA Etiquetado General PDFannagaby750% (1)
- SOLICITUD de Licencia Sanitaria de TransporteDocument2 pagesSOLICITUD de Licencia Sanitaria de TransporteAndrea HernándezNo ratings yet
- RTCA Términos LecherosDocument7 pagesRTCA Términos LecherosAndrea HernándezNo ratings yet
- RTCA Términos LecherosDocument7 pagesRTCA Términos LecherosAndrea HernándezNo ratings yet
- Huevos y OvoproductosDocument19 pagesHuevos y OvoproductosAndrea HernándezNo ratings yet
- Paper OvoproductosDocument6 pagesPaper OvoproductosAndrea HernándezNo ratings yet
- RTCA Néctares de FrutasDocument14 pagesRTCA Néctares de FrutasAndrea HernándezNo ratings yet
- Esterilizaci N de Los AlimentosDocument16 pagesEsterilizaci N de Los AlimentosYesenia CJNo ratings yet
- Elaboración de Productos Cárnicos EJEM PLO DILLMANDocument212 pagesElaboración de Productos Cárnicos EJEM PLO DILLMANReynaldo ReyesNo ratings yet
- CloraminasDocument4 pagesCloraminasAndrea HernándezNo ratings yet
- MicotoxinasDocument6 pagesMicotoxinasAndrea HernándezNo ratings yet
- Trabajo Escrito Sobre Motores - 4MM5Document9 pagesTrabajo Escrito Sobre Motores - 4MM5Jahzeel Alexis Arias CarreraNo ratings yet
- PRQ 3219 Tema 8 PDFDocument9 pagesPRQ 3219 Tema 8 PDFAle SuaznabarNo ratings yet
- Ficha Tecnica ConcentradorDocument2 pagesFicha Tecnica ConcentradorClaudia TiradoNo ratings yet
- Guia de Soporte Socioemocional I - CorregidoDocument25 pagesGuia de Soporte Socioemocional I - CorregidoYampier SantiagoNo ratings yet
- Ayuda económica para constitución de nueva empresa hasta S/.X según artículo 47 de la Ley de Formación y Promoción LaboralDocument1 pageAyuda económica para constitución de nueva empresa hasta S/.X según artículo 47 de la Ley de Formación y Promoción LaboralJimmyLópezSilvaSantistebanNo ratings yet
- Pliegos Subasta Inversa Electrónica: CÓDIGO DEL PROCESO: SIE-17D02-003-2014Document56 pagesPliegos Subasta Inversa Electrónica: CÓDIGO DEL PROCESO: SIE-17D02-003-2014Carlos Oñate LazoNo ratings yet
- Informe Yeso y Cal LaboratorioDocument33 pagesInforme Yeso y Cal Laboratoriozoly104No ratings yet
- Practica 5-Metodos de SiembraDocument15 pagesPractica 5-Metodos de SiembraNayeli Avila AbarcaNo ratings yet
- Las 12 Partes de Un Protocolo de Investigación PDFDocument6 pagesLas 12 Partes de Un Protocolo de Investigación PDFNathan DVNo ratings yet
- Pediatría y PuericulturaDocument233 pagesPediatría y PuericulturaRaquel Palomino100% (2)
- Estufa EcologicaDocument26 pagesEstufa EcologicaRuth ArteagaNo ratings yet
- Evidencia 02 E2Document4 pagesEvidencia 02 E2Mariana MendozaNo ratings yet
- Rúbrica para Evaluar Sistema Locomotor 2Document1 pageRúbrica para Evaluar Sistema Locomotor 2Muriel SotoNo ratings yet
- Te1 Casa HabitacionalDocument3 pagesTe1 Casa HabitacionalMauricio Parada ZuñigaNo ratings yet
- Sobre Asfalto VerdeDocument7 pagesSobre Asfalto VerdeEdgar Javier LópezNo ratings yet
- Iberdrola ESDocument4 pagesIberdrola ESLidia RoblesNo ratings yet
- 9.1.2.6 P Sandoval Mamani JhazielDocument13 pages9.1.2.6 P Sandoval Mamani JhazielSergio Alejandro SegalesNo ratings yet
- Marco Referencial - Distrito de Quellouno - Social Económico CulturalDocument15 pagesMarco Referencial - Distrito de Quellouno - Social Económico Culturaldavid gargate araujoNo ratings yet
- w2f Client ESPANOLDocument2 pagesw2f Client ESPANOLlindsay crossNo ratings yet
- SEM 14 - COM 5TO - El Articulo de OpiniónDocument2 pagesSEM 14 - COM 5TO - El Articulo de OpiniónIE. JOSE MARIA ARGUEDASNo ratings yet
- Patatas y Huevos OsmoticosDocument7 pagesPatatas y Huevos OsmoticossalarcsanNo ratings yet
- Sesion de Aprendizaje N°32 - El Tema y Los Subtemas-R.vDocument2 pagesSesion de Aprendizaje N°32 - El Tema y Los Subtemas-R.vJensRodriguezChNo ratings yet
- IEEE1058 PlanDocument2 pagesIEEE1058 PlanChristianNo ratings yet
- 1 5 Metodos de Almacenimientos y 1 6 Legislacion e InocuidadDocument11 pages1 5 Metodos de Almacenimientos y 1 6 Legislacion e InocuidadMish_chanNo ratings yet
- Monografía Sobre El Núcleo Magnético Del Transformador Por Aquino Mamani Jose AlvaroDocument22 pagesMonografía Sobre El Núcleo Magnético Del Transformador Por Aquino Mamani Jose AlvaroJose Alvaro Aquino MamaniNo ratings yet
- Analisis Horizontal y VerticalDocument2 pagesAnalisis Horizontal y VerticalyaraNo ratings yet