You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
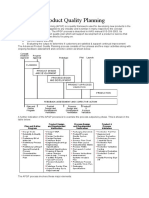
- APQP Process for Quality PlanningDocument2 pagesAPQP Process for Quality PlanningSanjay BaidNo ratings yet
- Concrete Recycling Systems: The Choice of ProfessionalsDocument6 pagesConcrete Recycling Systems: The Choice of ProfessionalsSanjay BaidNo ratings yet
- NorthDocument1 pageNorthSanjay BaidNo ratings yet
- Mobility Industry Report - June 2022Document42 pagesMobility Industry Report - June 2022Sanjay BaidNo ratings yet
- Notice 26122018Document20 pagesNotice 26122018Sanjay BaidNo ratings yet
- Brochure E Series US WebDocument7 pagesBrochure E Series US WebSanjay BaidNo ratings yet
- Risks from compressed air FMEADocument34 pagesRisks from compressed air FMEASanjay BaidNo ratings yet
- Annex 1 - 1 BasicDocument19 pagesAnnex 1 - 1 BasicSanjay BaidNo ratings yet
- Windows 10 April Update Offline InstallersDocument240 pagesWindows 10 April Update Offline InstallersSanjay BaidNo ratings yet
- The Motor Vehicles (Amendment) Act, 2019Document45 pagesThe Motor Vehicles (Amendment) Act, 2019mefaisal75No ratings yet
- Excon 2017 - List of Exhibitors: Company Name Location Stall No CountryDocument20 pagesExcon 2017 - List of Exhibitors: Company Name Location Stall No CountrySanjay BaidNo ratings yet
- Notice 26122018Document20 pagesNotice 26122018Sanjay BaidNo ratings yet
- Failure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993Document5 pagesFailure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993JeevanNo ratings yet
- Key To Steel Download Key To Steel 2013 KeyDocument1 pageKey To Steel Download Key To Steel 2013 KeySanjay BaidNo ratings yet
- SchwingDocument8 pagesSchwingSanjay Baid100% (1)
- 544 3R-93 PDFDocument10 pages544 3R-93 PDFsaeidcivil89No ratings yet
- Operator'S and Parts Manual 36" Vibratory RollerDocument37 pagesOperator'S and Parts Manual 36" Vibratory RollerSanjay BaidNo ratings yet
- CompareDocument1 pageCompareSanjay BaidNo ratings yet
- Indian Scenario of Engineering Services Outsourcing (ESO) BusinessDocument21 pagesIndian Scenario of Engineering Services Outsourcing (ESO) BusinessSanjay BaidNo ratings yet
- A10VO ManualDocument12 pagesA10VO Manualemreali1100% (12)
- Mastercard Lounge Access Program: List of Lounges For Burgundy, Wealth, Priority, Business Supreme and Business Platinum CardholdersDocument1 pageMastercard Lounge Access Program: List of Lounges For Burgundy, Wealth, Priority, Business Supreme and Business Platinum CardholdersSanjay BaidNo ratings yet
- AnnexureDocument4 pagesAnnexureSanjay BaidNo ratings yet
- Skyline E-BrochureDocument8 pagesSkyline E-BrochureSanjay BaidNo ratings yet
- ModelSp TH 76Document3 pagesModelSp TH 76Sanjay Baid100% (2)
- Sugar CaneDocument3 pagesSugar CaneSanjay BaidNo ratings yet
- Wagon Loading and Unloading SystemDocument9 pagesWagon Loading and Unloading SystemPrayaga SwainNo ratings yet
- Project On CHPDocument7 pagesProject On CHPGirish HegdeNo ratings yet
- Wagon Loading and Unloading SystemDocument9 pagesWagon Loading and Unloading SystemPrayaga SwainNo ratings yet
- Infra DeckDocument37 pagesInfra DeckSanjay BaidNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CPI GTR150-81J Engine PDFDocument43 pagesCPI GTR150-81J Engine PDFKurniawan Ade100% (1)
- Fisherbrand Vacuum Pumps PDFDocument15 pagesFisherbrand Vacuum Pumps PDFchiragpatel7294No ratings yet
- BRYSON LUKHANDA PROJECTDocument18 pagesBRYSON LUKHANDA PROJECTgabrielsiema4No ratings yet
- Mirrlees Diesels BlackstoneDocument12 pagesMirrlees Diesels Blackstoneophar100% (1)
- Kadar PembinaanDocument8 pagesKadar PembinaanTakeshi KaneshiroNo ratings yet
- (TDB) VRF Idu Duct For La (Drain Pump Integrated, R410a, 50 - 60hz, HP - HR) - Ver.1.1 Slim DuctDocument59 pages(TDB) VRF Idu Duct For La (Drain Pump Integrated, R410a, 50 - 60hz, HP - HR) - Ver.1.1 Slim DuctJaime A. AlvarezNo ratings yet
- 924GDocument2 pages924GGe Dominic67% (6)
- Case StudyDocument13 pagesCase StudyYustinus Selis ToronNo ratings yet
- 2004 Owners Guide BeachcomberDocument30 pages2004 Owners Guide Beachcomberkdm004No ratings yet
- EBARA泵FSA系列Document28 pagesEBARA泵FSA系列hermanNo ratings yet
- Total Cost of Ownership Chilled Water SystemsDocument46 pagesTotal Cost of Ownership Chilled Water Systemsalprieto2003No ratings yet
- Grouting EquipmentDocument8 pagesGrouting EquipmentRizal DwiNo ratings yet
- AIL ReportDocument35 pagesAIL ReportB51Abhishek UpadhayayulaNo ratings yet
- M38 Jeep Windshield Wiper Vacuum Line GuideDocument6 pagesM38 Jeep Windshield Wiper Vacuum Line Guidejean talusNo ratings yet
- HAZOP Write UpDocument3 pagesHAZOP Write UpGlacier RamkissoonNo ratings yet
- Pip 686aDocument8 pagesPip 686asaminasritn50% (2)
- Rethinking Barometric LegsDocument25 pagesRethinking Barometric LegsLeomar Pcheco100% (1)
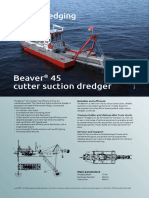
- RIHC Dredging Productsheet Beaver 45 - 110569931Document2 pagesRIHC Dredging Productsheet Beaver 45 - 110569931Thanh Tùng ĐàoNo ratings yet
- Appendix 03 Equipment List (Total Scope of Supply)Document30 pagesAppendix 03 Equipment List (Total Scope of Supply)Anish SinghNo ratings yet
- Operating instructions for axially split volute casing pumpDocument38 pagesOperating instructions for axially split volute casing pumpjoseantoniomontielNo ratings yet
- HpclfinalpptDocument18 pagesHpclfinalpptmalleswara movie chanelNo ratings yet
- Module 3 - Pump Configuration Specific Speed and Affinity Laws - No AnsDocument17 pagesModule 3 - Pump Configuration Specific Speed and Affinity Laws - No AnsRoi Vincent AnitNo ratings yet
- Major Overhaul Procedure Chart (Using Remanufactured Components)Document2 pagesMajor Overhaul Procedure Chart (Using Remanufactured Components)carlos gallego100% (1)
- Equpment Assignment (Final Edited)Document58 pagesEqupment Assignment (Final Edited)Abdulbasit Aba BiyaNo ratings yet
- Introduction and Customer Information: Right-Hand Side View of John Deere 710B Backhoe Loader (MANUFACTURED 1983-1988)Document15 pagesIntroduction and Customer Information: Right-Hand Side View of John Deere 710B Backhoe Loader (MANUFACTURED 1983-1988)Cristian Fernando Tarifa Martinez100% (1)
- H09148 HT 2000 Pump Trailer SDSDocument1 pageH09148 HT 2000 Pump Trailer SDSIamandei Elena100% (1)
- Rotary Drum Vacuum Filter Lab ExperimentDocument7 pagesRotary Drum Vacuum Filter Lab Experimentjeas grejoy100% (1)
- Ajax Integral Engine CompressorDocument8 pagesAjax Integral Engine Compressorمحب صابرNo ratings yet
- Kavya's Major Project 1Document61 pagesKavya's Major Project 1ramadeviNo ratings yet
- WX200Document738 pagesWX200Tim SmytheNo ratings yet