You might also like
- Thermal Process Information BookDocument15 pagesThermal Process Information Book45 Aadhya RoyNo ratings yet
- Ateco Tank Geodesic Dome Drawings For Information PDFDocument47 pagesAteco Tank Geodesic Dome Drawings For Information PDFJavierfox98100% (1)
- Blast Furnace IronmakingDocument83 pagesBlast Furnace IronmakingKumar Varun100% (1)
- Annealing (Metallurgy)Document5 pagesAnnealing (Metallurgy)Vijay Vikram SinghNo ratings yet
- Cryogenic Heatexchanger Unit LNG PlantDocument6 pagesCryogenic Heatexchanger Unit LNG Plantrissa100% (1)
- Alcoa Nautic Al Plate PDFDocument8 pagesAlcoa Nautic Al Plate PDFAryNo ratings yet
- Report Heat Treatment Eng Lab 3Document7 pagesReport Heat Treatment Eng Lab 3khalifawhan43% (7)
- 'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Document36 pages'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Vinoth KannanNo ratings yet
- Electrolysis of Silver SulphateDocument5 pagesElectrolysis of Silver SulphateJackson_de_Roz_6005100% (1)
- Thermal Energy Management of Blast Furnace PlantDocument4 pagesThermal Energy Management of Blast Furnace Plantakshuk100% (1)
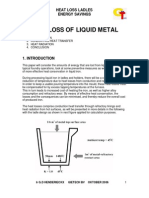
- Heat Loss of Liquid MetalDocument7 pagesHeat Loss of Liquid Metalmarcotulio123No ratings yet
- ISO 630-6-2014 - Technical Delivery Conditions For Seismic-Improved Structural Steels For BuildingDocument22 pagesISO 630-6-2014 - Technical Delivery Conditions For Seismic-Improved Structural Steels For BuildingMohanrajMJNo ratings yet
- 16.1.1 Furnaces For Roasting and Calcining: 16.1.1.1 Rotary KilnsDocument66 pages16.1.1 Furnaces For Roasting and Calcining: 16.1.1.1 Rotary Kilnshisem100% (1)
- Calcination and Reduction of Laterite Nickel OresDocument10 pagesCalcination and Reduction of Laterite Nickel OresrikocahyopNo ratings yet
- Advanced Heating Techniques For Glass MeltingDocument44 pagesAdvanced Heating Techniques For Glass Meltingmetalman_m67% (3)
- Crucible FurnacesDocument10 pagesCrucible FurnacesZara SaeedNo ratings yet
- Au Extraction ProcessDocument3 pagesAu Extraction ProcessBhupesh MulikNo ratings yet
- CSWIP (Welding Inspector Exam) Perparatory Question (Set 1 To 7)Document19 pagesCSWIP (Welding Inspector Exam) Perparatory Question (Set 1 To 7)Box EmptyNo ratings yet
- Metallurgical Industrial Furnaces 5Document21 pagesMetallurgical Industrial Furnaces 5Mining ReviewNo ratings yet
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Blast FurnaceDocument32 pagesBlast FurnaceShailesh SharmaNo ratings yet
- Literature ReviewDocument19 pagesLiterature ReviewManjari Jha0% (1)
- Ferro Nickel FurnaceDocument11 pagesFerro Nickel FurnaceJoseph Lorsen T. ChavezNo ratings yet
- Contro Corrosion FactorsDocument10 pagesContro Corrosion Factorsramadoss_alwar7307No ratings yet
- Energy Recovery - TspaceDocument26 pagesEnergy Recovery - TspaceAlfonso Blanco100% (1)
- Refractory Materials PDFDocument18 pagesRefractory Materials PDFadi nugroho100% (2)
- Drmpfile 1Document10 pagesDrmpfile 1ramadoss_alwar7307No ratings yet
- Combustion EnggDocument51 pagesCombustion EnggRiki MandolNo ratings yet
- Oschatz Non-Ferrous Metallurgy enDocument12 pagesOschatz Non-Ferrous Metallurgy enSelene Acosta MauricciNo ratings yet
- Learning Center. SailDocument5 pagesLearning Center. SailpdiconpNo ratings yet
- Analysis of Temperature Loss of Hot Metal During Hot Rolling Process at Steel PlantDocument7 pagesAnalysis of Temperature Loss of Hot Metal During Hot Rolling Process at Steel PlantIJMERNo ratings yet
- Acer PaperDocument17 pagesAcer PaperAbdul SabirNo ratings yet
- Ali Mohamed Awadallah Training ReportDocument9 pagesAli Mohamed Awadallah Training Reportahmedameer20189No ratings yet
- 2nd Part of CalculationDocument26 pages2nd Part of CalculationLohith NatarajNo ratings yet
- Heat Treatment Equipments Part 1Document45 pagesHeat Treatment Equipments Part 1ajaiforceNo ratings yet
- FurnacesDocument5 pagesFurnaceshasan_waqar2004No ratings yet
- Indirect HeatingDocument4 pagesIndirect HeatingYogesh BadheNo ratings yet
- Working of Blast FurnaceDocument3 pagesWorking of Blast Furnacehk168No ratings yet
- Table C-2. Energy Efficiency Technologies and Measures Applied To EAF Steel Production in The U.S. (Worrell 1999, 2009 AISI, 2011)Document12 pagesTable C-2. Energy Efficiency Technologies and Measures Applied To EAF Steel Production in The U.S. (Worrell 1999, 2009 AISI, 2011)janfarsa9623No ratings yet
- High Temperature Corrosion Problems in Waste Heat BoilersDocument2 pagesHigh Temperature Corrosion Problems in Waste Heat BoilersEdenrafaNo ratings yet
- pp24-31 MS07Document8 pagespp24-31 MS07halder_kalyan9216No ratings yet
- Proceso Bof en InglesDocument25 pagesProceso Bof en InglesMossstazzzaNo ratings yet
- Wood Stove TroubleShooting GuideDocument19 pagesWood Stove TroubleShooting Guideew6082No ratings yet
- Protective Properties of A Nitrogen Atmosphere With An Admixture of Natural GasDocument4 pagesProtective Properties of A Nitrogen Atmosphere With An Admixture of Natural GasSinhrooNo ratings yet
- Twin Hearth FurnaceDocument3 pagesTwin Hearth Furnaceshreyasi_mahantyNo ratings yet
- Material Selection Distillation Column Initial FindingsDocument7 pagesMaterial Selection Distillation Column Initial FindingsAhmet Samet ÖzdilekNo ratings yet
- High Temperature Heat ExchangersDocument13 pagesHigh Temperature Heat ExchangersuvsarathiNo ratings yet
- Hydrogen, Ammonia, Methanol Plant Material Selection: Educational Institute For Equipment and Process DesignDocument11 pagesHydrogen, Ammonia, Methanol Plant Material Selection: Educational Institute For Equipment and Process Designyusif samNo ratings yet
- Kovar PDFDocument2 pagesKovar PDFkhers_zalNo ratings yet
- FinincialDocument10 pagesFinincialtesfaye mitikuNo ratings yet
- Advanced Minerals Engineering Ia Course NotesDocument78 pagesAdvanced Minerals Engineering Ia Course NotesPrince KamutikanjoreNo ratings yet
- Furnaces ReportDocument10 pagesFurnaces ReportMay FadlNo ratings yet
- Crucible FurnacesDocument10 pagesCrucible FurnacesZara Saeed0% (1)
- FurnaceDocument3 pagesFurnaceAshish ThakurNo ratings yet
- OF Manufacturing Sciences 104: Melting Practices and FurnacesDocument14 pagesOF Manufacturing Sciences 104: Melting Practices and FurnacesnikhilzzNo ratings yet
- Iron Metallurgy by Nwaogbe JohnDocument26 pagesIron Metallurgy by Nwaogbe JohnDavid UdohNo ratings yet
- Decarburization Kinetics During Annealingil.44.618Document5 pagesDecarburization Kinetics During Annealingil.44.618Suvro ChakrabortyNo ratings yet
- Blast Furnace ProcessDocument4 pagesBlast Furnace ProcessmohommedaamirNo ratings yet
- Sinterizare Zirconiu Si Carbura 2Document10 pagesSinterizare Zirconiu Si Carbura 2Iulia IuliaaNo ratings yet
- Cupola FurnaceDocument9 pagesCupola FurnaceAakanksha RamtekeNo ratings yet
- Continuous and Cyclic Oxidation of T91 Ferritic Steel Under SteamDocument20 pagesContinuous and Cyclic Oxidation of T91 Ferritic Steel Under Steamrampw14581No ratings yet
- 1-s2.0-S0040603116301952-Dick C Engbrecht Gypsum Anhydrite 2016Document29 pages1-s2.0-S0040603116301952-Dick C Engbrecht Gypsum Anhydrite 2016Sulthon Sholahuddin SofyanNo ratings yet
- Cokeless CupolaDocument12 pagesCokeless CupolaGovind RaoNo ratings yet
- 158 170 PDFDocument13 pages158 170 PDFNoman AliNo ratings yet
- Scientific American Supplement, No. 360, November 25, 1882From EverandScientific American Supplement, No. 360, November 25, 1882No ratings yet
- Innovation in Electric Arc Furnaces: Scientific Basis for SelectionFrom EverandInnovation in Electric Arc Furnaces: Scientific Basis for SelectionNo ratings yet
- Heating IN AN Electrically Conducting Layer Carbon-Containing Particles OFDocument4 pagesHeating IN AN Electrically Conducting Layer Carbon-Containing Particles OFSinhrooNo ratings yet
- Effect of Various Kinds of Thermomechanical Treatment On The Structure and Properties of Steels Studied Using Acoustomicroscopic MethodsDocument5 pagesEffect of Various Kinds of Thermomechanical Treatment On The Structure and Properties of Steels Studied Using Acoustomicroscopic MethodsSinhrooNo ratings yet
- Foreign TechnologyDocument1 pageForeign TechnologySinhrooNo ratings yet
- Phase Composition of Scale of Hot-Rolled Automobile Sheet Steel 08yuDocument2 pagesPhase Composition of Scale of Hot-Rolled Automobile Sheet Steel 08yuSinhrooNo ratings yet
- Hydrostatic Extrusion at 100°C and Its Effect On The Grain Size and Mechanical Properties of Magnesium AlloysDocument5 pagesHydrostatic Extrusion at 100°C and Its Effect On The Grain Size and Mechanical Properties of Magnesium AlloysSinhrooNo ratings yet
- Hardness OF: CementiteDocument2 pagesHardness OF: CementiteSinhrooNo ratings yet
- 1006 1009Document4 pages1006 1009SinhrooNo ratings yet
- Technology of Heat Treatment: Volume-Surface Hardening of by A High-Speed Water Stream Railroad Transport PartsDocument5 pagesTechnology of Heat Treatment: Volume-Surface Hardening of by A High-Speed Water Stream Railroad Transport PartsSinhrooNo ratings yet
- 390 394 PDFDocument5 pages390 394 PDFSinhrooNo ratings yet
- 382 385 PDFDocument4 pages382 385 PDFSinhrooNo ratings yet
- Hardening From The Liquid StateDocument5 pagesHardening From The Liquid StateSinhrooNo ratings yet
- 374 376 PDFDocument3 pages374 376 PDFSinhrooNo ratings yet
- Protective Properties of A Nitrogen Atmosphere With An Admixture of Natural GasDocument4 pagesProtective Properties of A Nitrogen Atmosphere With An Admixture of Natural GasSinhrooNo ratings yet
- Effect of Alloying, Heat Treatment, and Deformation On The Structure and Properties of Damping Z N - A I AlloysDocument4 pagesEffect of Alloying, Heat Treatment, and Deformation On The Structure and Properties of Damping Z N - A I AlloysSinhrooNo ratings yet
- E 1 - 6 3 8 8 - L o - / Y) - 7 - Zi : Corporation, StreetDocument1 pageE 1 - 6 3 8 8 - L o - / Y) - 7 - Zi : Corporation, StreetSinhrooNo ratings yet
- 9 (I,, TillDocument4 pages9 (I,, TillSinhrooNo ratings yet
- 118 Elements Name List With SymbolDocument5 pages118 Elements Name List With SymbolSathya BharathiNo ratings yet
- Asme Ix QuizDocument5 pagesAsme Ix Quizamalhaj2013No ratings yet
- HB DCBDocument7 pagesHB DCBIBRAHIM MAKHLOUKANo ratings yet
- Introduction To Manufacturing Systems Design and Analysis: Spring 2019 Isye 415Document41 pagesIntroduction To Manufacturing Systems Design and Analysis: Spring 2019 Isye 415VaikunthtendulkarNo ratings yet
- 3 Iron Carbon DiaDocument21 pages3 Iron Carbon DiaChhavi SharmaNo ratings yet
- BS 2HR 650-2011Document12 pagesBS 2HR 650-2011Stanislav PerevezentsevNo ratings yet
- 6061 Vs 6063Document9 pages6061 Vs 6063SrRonNo ratings yet
- Heavier Elements (Metallurgy)Document34 pagesHeavier Elements (Metallurgy)Natish JaglanNo ratings yet
- - กลศาสตร์ของวัสดุนาโน Mechanics of Nanomaterials อาจารย์ประจ าวิชา:ผศ.ดร.วรรณวิลัย วิทยากร:อ.ดร.อภิลักษณ์ เอียดเอื้อDocument60 pages- กลศาสตร์ของวัสดุนาโน Mechanics of Nanomaterials อาจารย์ประจ าวิชา:ผศ.ดร.วรรณวิลัย วิทยากร:อ.ดร.อภิลักษณ์ เอียดเอื้อTan NakaphanNo ratings yet
- Astm A447Document4 pagesAstm A447Đoàn Thoại Đông TriềuNo ratings yet
- BS 7191 Weldabel Structural Steel For OffshoreDocument48 pagesBS 7191 Weldabel Structural Steel For Offshoreyasser awadallhNo ratings yet
- Vendor Document Cover SheetDocument11 pagesVendor Document Cover SheetSagar SawantNo ratings yet
- SSAB Domex v2 2019 DatasheetDocument12 pagesSSAB Domex v2 2019 DatasheetpeterNo ratings yet
- Activity Series Lab (Akey)Document4 pagesActivity Series Lab (Akey)Elah Palaganas100% (1)
- Purchase Summary Aine Infra Till Nov 2022Document1 pagePurchase Summary Aine Infra Till Nov 2022Rishabh Naresh JainNo ratings yet
- Development and Testing of Al5083 Alloy Reinforced by SiC ParticlesDocument8 pagesDevelopment and Testing of Al5083 Alloy Reinforced by SiC Particlesijsret100% (1)
- Steel RebarDocument10 pagesSteel RebarStructureClassNo ratings yet
- Nimblewill Nomad's Wood Burning Stove With Optional FrontDocument7 pagesNimblewill Nomad's Wood Burning Stove With Optional FrontAlan DemarcosNo ratings yet
- Hardware 1-20Document56 pagesHardware 1-20July TadeNo ratings yet
- BS en 10154-2002Document20 pagesBS en 10154-2002Bravo RdNo ratings yet
- Submerged Arc WeldingDocument13 pagesSubmerged Arc WeldingManish MNo ratings yet
- Datasheet 316 316L Imperial Hpsa Outokumpu en Americas PDFDocument3 pagesDatasheet 316 316L Imperial Hpsa Outokumpu en Americas PDFgauravme1983No ratings yet