You might also like
- Project Report On Pavers Block ManufacturingDocument11 pagesProject Report On Pavers Block ManufacturingEIRI Board of Consultants and Publishers100% (2)
- Ijetae 1014 72Document8 pagesIjetae 1014 72Charan ReddyNo ratings yet
- Civil Green ConcreteDocument18 pagesCivil Green Concretesharukh88% (8)
- Sustainable Highway System PresentationDocument13 pagesSustainable Highway System PresentationAfzal Waseem100% (3)
- 15.02 - Pavement Design V2 PDFDocument13 pages15.02 - Pavement Design V2 PDFShida ShidotNo ratings yet
- CC RoadDocument29 pagesCC RoadRafi Rebal Shaik100% (2)
- Compressive Strength of Pervious ConcreteDocument79 pagesCompressive Strength of Pervious ConcreteShaik Chandinii100% (1)
- Site Visit Full ReportDocument34 pagesSite Visit Full ReportNinie Azrin100% (2)
- Failures in Paver BlockDocument5 pagesFailures in Paver BlockGaneshNo ratings yet
- Utilisation of Waste Plastic in Bituminous Mixes For Road ConstructionDocument34 pagesUtilisation of Waste Plastic in Bituminous Mixes For Road Constructionshiva5059100% (4)
- Surface DressingDocument34 pagesSurface DressingNyangoe Joel100% (1)
- 1.1 Concrete: Partial Replacement of Coarse Aggregate With Ceramic Tile 2019-2020Document25 pages1.1 Concrete: Partial Replacement of Coarse Aggregate With Ceramic Tile 2019-2020Naveen S100% (2)
- Green Concrete: Presented By: Presented ToDocument19 pagesGreen Concrete: Presented By: Presented ToSatyam SatyaNo ratings yet
- InternshipDocument32 pagesInternshipPurna Chowdary Vootla50% (4)
- Extensive Survey CampDocument38 pagesExtensive Survey CampRizwan Arshad Abhimanigala BalagaNo ratings yet
- Green Concrete SeminarDocument12 pagesGreen Concrete Seminardhwani100% (1)
- A Study On Soil Stabilization Using Lime and Fly AshDocument25 pagesA Study On Soil Stabilization Using Lime and Fly AshKUWIN MATHEW79% (28)
- Bituminous Surface DressingDocument31 pagesBituminous Surface DressingPRADEEP100% (1)
- Intership ReportDocument36 pagesIntership ReportKumar SundramNo ratings yet
- Water Soaking RoadDocument50 pagesWater Soaking RoadTanvi100% (5)
- Rotary DesignDocument30 pagesRotary Designdawa_knight94% (17)
- 03 Determination of Differential Free Swell IndexDocument3 pages03 Determination of Differential Free Swell IndexAbhijit Haval100% (2)
- Pavement Design As Per Irc SP 72-2015Document29 pagesPavement Design As Per Irc SP 72-2015Madhavpokale75% (4)
- ROAD Training ReportDocument45 pagesROAD Training ReportVishal Singh100% (1)
- Bituminous MixesDocument13 pagesBituminous MixesRanjit SinghNo ratings yet
- Civil V Transportation Engineering I (10cv56) AssignmentDocument3 pagesCivil V Transportation Engineering I (10cv56) AssignmentMohan RajNo ratings yet
- Flexible Pavement Design LiteratureDocument8 pagesFlexible Pavement Design Literaturejignesh shahNo ratings yet
- Recycled AggregatesDocument31 pagesRecycled Aggregatesshailesh goral56% (9)
- Paving Blocks Results Report.Document5 pagesPaving Blocks Results Report.patrick munyaoNo ratings yet
- Project Report On Pavement DesignDocument55 pagesProject Report On Pavement DesignSohan Meharwade100% (13)
- Water Cement RatioDocument6 pagesWater Cement RatioPrashant PradhanNo ratings yet
- RMC PlantDocument6 pagesRMC PlantKushNo ratings yet
- Self Compacting ConcreteDocument48 pagesSelf Compacting Concreteshweta sharmaNo ratings yet
- Internship PPT 1Document23 pagesInternship PPT 1Aditya Kumar100% (1)
- Highway Drainage - Lecture Version 073Document179 pagesHighway Drainage - Lecture Version 073Rajesh Khadka67% (3)
- Water Absorbing Raod PPT 2k23Document20 pagesWater Absorbing Raod PPT 2k23Video Cloud100% (3)
- Fly Ash BricksDocument18 pagesFly Ash BricksMS PMNo ratings yet
- Development of A Mix Design Methodology For Concrete Paving Blocks. Part I: Mix Design ProcedureDocument9 pagesDevelopment of A Mix Design Methodology For Concrete Paving Blocks. Part I: Mix Design ProcedureJosephNo ratings yet
- Pavement Design, Construction and Maintenance For Bituminous RoadsDocument62 pagesPavement Design, Construction and Maintenance For Bituminous RoadsMadhavpokaleNo ratings yet
- Research ProposalDocument10 pagesResearch ProposalshrikantharleNo ratings yet
- Highway Failure and Their MaintenanceDocument6 pagesHighway Failure and Their MaintenanceSanjay Maurya100% (3)
- Green ConcreteDocument14 pagesGreen ConcretePankajKumar100% (1)
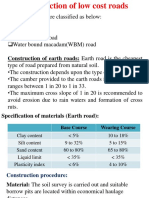
- Low Cost RoadsDocument21 pagesLow Cost RoadsIntishar Rahman50% (4)
- Plastic Roads Seminar ReportDocument8 pagesPlastic Roads Seminar ReportShahid Bhat0% (1)
- Porous ConcreteDocument22 pagesPorous ConcreteROSHAN OJHA100% (8)
- Decorative Concrete SeminarDocument8 pagesDecorative Concrete SeminarMahaManthra100% (2)
- Recycling of Asphalt Pavements: An OverviewDocument12 pagesRecycling of Asphalt Pavements: An OverviewProf. Prithvi Singh Kandhal100% (1)
- Asphalt Mix Design With Using Plastic Waste.Document51 pagesAsphalt Mix Design With Using Plastic Waste.Akash YadavNo ratings yet
- Slip Form and Fixed Form PaversDocument63 pagesSlip Form and Fixed Form PaversShubham Pawar100% (1)
- Plastic Cell Filled Concrete Road: A Review: MR - Piyush Madke, Prof. Shrikant HarleDocument15 pagesPlastic Cell Filled Concrete Road: A Review: MR - Piyush Madke, Prof. Shrikant HarleSABARINATHAN P JNo ratings yet
- TR 331 - HIGHWAY MATERIALS @udsm by BUJULU in Share With Christian Nicolaus MbiseDocument183 pagesTR 331 - HIGHWAY MATERIALS @udsm by BUJULU in Share With Christian Nicolaus MbiseChristian Nicolaus MbiseNo ratings yet
- Transportation Engineering 1 Question Bank - Mumbai UniversityDocument10 pagesTransportation Engineering 1 Question Bank - Mumbai UniversityMegha Thomas0% (1)
- 1 - 827 - ORN - 40 Axle Load Surveys and Traffic Counts For Traffic LoadingDocument76 pages1 - 827 - ORN - 40 Axle Load Surveys and Traffic Counts For Traffic LoadingHendhira Astianto100% (2)
- Summer Training ReDocument23 pagesSummer Training ReWalid AdnanNo ratings yet
- Training Report PDFDocument23 pagesTraining Report PDFabhishek verma100% (1)
- Concrete Block Paving - Book 1 - IntroductionDocument32 pagesConcrete Block Paving - Book 1 - IntroductionTrương Khải100% (1)
- History of PavingDocument42 pagesHistory of PavingNipan DekaNo ratings yet
- Paver Block SpecificationDocument8 pagesPaver Block SpecificationsintuNo ratings yet
- Concrete in Highway Engineering: International Series of Monographs in Civil EngineeringFrom EverandConcrete in Highway Engineering: International Series of Monographs in Civil EngineeringRating: 4 out of 5 stars4/5 (5)
- RCC Slab Drawing FormatDocument1 pageRCC Slab Drawing FormatawasarevinayakNo ratings yet
- Steel StaircaseDocument1 pageSteel StaircaseawasarevinayakNo ratings yet
- Plumbing and Sanitary SyllabusDocument9 pagesPlumbing and Sanitary SyllabusawasarevinayakNo ratings yet
- Basic Estimating and CostingDocument6 pagesBasic Estimating and CostingawasarevinayakNo ratings yet
- Centre of Developement of Engineering: Advanced Civil Practices SyllabusDocument3 pagesCentre of Developement of Engineering: Advanced Civil Practices SyllabusawasarevinayakNo ratings yet
- Rate+Analysis BW-PLATERDocument11 pagesRate+Analysis BW-PLATERawasarevinayakNo ratings yet
- Is 2372Document6 pagesIs 2372awasarevinayakNo ratings yet
- Building MaintenanceDocument5 pagesBuilding MaintenanceawasarevinayakNo ratings yet
- Design of StaircaseDocument4 pagesDesign of StaircaseahmedNo ratings yet
- Concrete Technology NotesDocument5 pagesConcrete Technology NotesawasarevinayakNo ratings yet
- Mathematics 3Document1 pageMathematics 3awasarevinayakNo ratings yet
- Test Report GFDocument5 pagesTest Report GFawasarevinayakNo ratings yet
- W.E.F Academic Year 2012-13 G' SchemeDocument43 pagesW.E.F Academic Year 2012-13 G' SchemeawasarevinayakNo ratings yet
- Q.1 (A) Attempt Any THREE of The Following. 9 MarksDocument1 pageQ.1 (A) Attempt Any THREE of The Following. 9 MarksawasarevinayakNo ratings yet
- Unit Test 1: Class:-SY EJDocument1 pageUnit Test 1: Class:-SY EJawasarevinayakNo ratings yet
- Summary Sheet: Bill AmountDocument18 pagesSummary Sheet: Bill AmountawasarevinayakNo ratings yet
- Distribution Center Activity Exam Center ActivityDocument1 pageDistribution Center Activity Exam Center ActivityawasarevinayakNo ratings yet
- M.D.Jadhav Institute of Technology, Bhose.: Maharashtra State Board of Technical Education Sessional Marks StatementsDocument5 pagesM.D.Jadhav Institute of Technology, Bhose.: Maharashtra State Board of Technical Education Sessional Marks StatementsawasarevinayakNo ratings yet
- HydraulicsDocument1 pageHydraulicsawasarevinayakNo ratings yet
- Operating SystemsDocument1 pageOperating SystemsawasarevinayakNo ratings yet
- BULDING CONSTRUCTION VisitDocument3 pagesBULDING CONSTRUCTION VisitawasarevinayakNo ratings yet
- 2 Marks Questions: Chapter 1: ContouringDocument2 pages2 Marks Questions: Chapter 1: ContouringawasarevinayakNo ratings yet
- Covered Court - Monte RoyaleDocument5 pagesCovered Court - Monte RoyaleRon Gerald RicaNo ratings yet
- Inclusion Voiding in Gull Wing Solder JointsDocument12 pagesInclusion Voiding in Gull Wing Solder Jointsruzicda3No ratings yet
- Girth Gear WearDocument6 pagesGirth Gear Wearho-fa100% (2)
- Design Application & Installation Information: Service ConditionsDocument10 pagesDesign Application & Installation Information: Service ConditionsjoechengshNo ratings yet
- H D G S 4: Staff FacilitiesDocument7 pagesH D G S 4: Staff FacilitiesewothjogNo ratings yet
- 30mX40m Plot BuildingDocument6 pages30mX40m Plot BuildingtahaelnourNo ratings yet
- Module 2 1Document18 pagesModule 2 1Jeslyn MonteNo ratings yet
- 12th Physics EM Study Materials English Medium PDF DownloadDocument105 pages12th Physics EM Study Materials English Medium PDF DownloadEDWIN ROBERT KENNEDYNo ratings yet
- Lubricante Recomendado para Roots - S-LUBOIL - Rev1109Document2 pagesLubricante Recomendado para Roots - S-LUBOIL - Rev1109Pedro Schiavi StoiberNo ratings yet
- Regloplas 90smart en 1666951322Document4 pagesRegloplas 90smart en 1666951322APOSENTO ALTO APOSENTO ALTONo ratings yet
- Consulting - Specifying Engineer - NFPA 20 - Fire Pump Design 1Document15 pagesConsulting - Specifying Engineer - NFPA 20 - Fire Pump Design 1HSEI Jatim - NSU 2020No ratings yet
- Manual Lavaloza Blankelee D-18Document66 pagesManual Lavaloza Blankelee D-18christopher menesesNo ratings yet
- S102 2004 Minimum Standards For Roof Cladding and Side CladdingDocument2 pagesS102 2004 Minimum Standards For Roof Cladding and Side CladdingDoug WeirNo ratings yet
- What Is A Fatigue Test?: High Cycle Fatigue (HCF)Document4 pagesWhat Is A Fatigue Test?: High Cycle Fatigue (HCF)Taif AlhashimNo ratings yet
- Spring WasherDocument2 pagesSpring Washerboyzes100% (1)
- Water Supply Design ChecklistDocument5 pagesWater Supply Design ChecklistAli OsmanNo ratings yet
- Seminar Presentation Ce20214Document13 pagesSeminar Presentation Ce20214Anji Reddy KommasaniNo ratings yet
- NJ Brochure-2Document3 pagesNJ Brochure-2JhishnuNo ratings yet
- Eastmann Therminol Design GuideDocument24 pagesEastmann Therminol Design GuidecotteNo ratings yet
- DEGALAN - Binders For Heat Sealing Applications Without Films 2008 12 15Document35 pagesDEGALAN - Binders For Heat Sealing Applications Without Films 2008 12 15Akash BadwaikNo ratings yet
- Experimental Investigation of Waste Glass Powder PDFDocument6 pagesExperimental Investigation of Waste Glass Powder PDFYuliusRiefAlkhalyNo ratings yet
- Cours Par Inteligence ArtficielleDocument11 pagesCours Par Inteligence ArtficielleKAOUKA AlaedinNo ratings yet
- SP6 2Document191 pagesSP6 2RameshNo ratings yet
- DHM 6 Set: Mini Instantaneous Water Heater PRODUCT-NO.: 236452Document4 pagesDHM 6 Set: Mini Instantaneous Water Heater PRODUCT-NO.: 236452Cire Lop CastroNo ratings yet
- VPRPL 600KL 24 M PDFDocument28 pagesVPRPL 600KL 24 M PDFAjayvidyanand SharmaNo ratings yet
- Enhanced Efficiency and Stability of N-I-P Perovskite Solar Cells by Incorporation of Fluorinated Graphene in The Spiro-OMeTAD Hole Transport LayerDocument11 pagesEnhanced Efficiency and Stability of N-I-P Perovskite Solar Cells by Incorporation of Fluorinated Graphene in The Spiro-OMeTAD Hole Transport Layer北科大-洪珮倫No ratings yet
- 1.1 Design of Pipe Racks Writeup PDFDocument5 pages1.1 Design of Pipe Racks Writeup PDFCarlosAlbertoGrimaldoBarajasNo ratings yet
- Strength of MaterialsDocument6 pagesStrength of MaterialsSheryll de GuzmanNo ratings yet
- What Is Electrical StressDocument9 pagesWhat Is Electrical StressLedred1No ratings yet
- Vacuum Dewatering FlooringDocument4 pagesVacuum Dewatering FlooringArunava Das100% (1)