You might also like
- Computerized Manufacturing Planning Systems (Computerized Production)Document15 pagesComputerized Manufacturing Planning Systems (Computerized Production)Aravind IlangoNo ratings yet
- Tool and Fixture Design For UsersDocument15 pagesTool and Fixture Design For UsersRahul KatnaNo ratings yet
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Metal Forming v1 1Document39 pagesMetal Forming v1 1Gosaye DesalegnNo ratings yet
- Design for additive manufacturing A Clear and Concise ReferenceFrom EverandDesign for additive manufacturing A Clear and Concise ReferenceNo ratings yet
- Classical Kinematis CHP 1-14Document95 pagesClassical Kinematis CHP 1-14kullayot suwantarojNo ratings yet
- MillingDocument105 pagesMillingsai mohanNo ratings yet
- Mechanics of Metal CuttingDocument24 pagesMechanics of Metal CuttingSreehari ViswanathanNo ratings yet
- Micro MachDocument16 pagesMicro MachMukesh Muraleedharan NairNo ratings yet
- Engineering Materials and Metallurgy 2 Marks PDFDocument21 pagesEngineering Materials and Metallurgy 2 Marks PDFranjithNo ratings yet
- Recent Technology of Powder Metallurgy and ApplicationsDocument32 pagesRecent Technology of Powder Metallurgy and ApplicationsMuralli Jayaganesan100% (2)
- ME2151 2 Metallography Lab 12/oct/2015Document8 pagesME2151 2 Metallography Lab 12/oct/2015Angelique PorterNo ratings yet
- Week13 TNT Conversion of Piezoelectric Material DataDocument7 pagesWeek13 TNT Conversion of Piezoelectric Material DataDeepak ChachraNo ratings yet
- Deep Drawing Is One of The Most Crucial and Widely Used Practices of Metal Forming. It IsDocument1 pageDeep Drawing Is One of The Most Crucial and Widely Used Practices of Metal Forming. It IsgauravNo ratings yet
- Computer Aided Machine Drawing Laboratory: Lab ManualDocument31 pagesComputer Aided Machine Drawing Laboratory: Lab ManualGiridharadhayalanNo ratings yet
- Design For Manufacturing - SyllabusDocument1 pageDesign For Manufacturing - SyllabuskanivelNo ratings yet
- Finite Element Analysis of Sheet Metal Airbending Using Hyperform LS DYNADocument6 pagesFinite Element Analysis of Sheet Metal Airbending Using Hyperform LS DYNAkhudhayer1970No ratings yet
- Influence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718Document16 pagesInfluence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718agilan89No ratings yet
- V.K Jain-Advanced Machining Processes-Allied Publications PDFDocument370 pagesV.K Jain-Advanced Machining Processes-Allied Publications PDFMayank Vyas100% (1)
- Recent Trends in ManufacturingDocument13 pagesRecent Trends in ManufacturingAmbarish100% (2)
- Squeeze Casting - An Overview PDFDocument9 pagesSqueeze Casting - An Overview PDFDian Try SaputriNo ratings yet
- MachinabilityDocument5 pagesMachinabilityAshwin KumarNo ratings yet
- Direct Metal Laser Sintering: An OverviewDocument25 pagesDirect Metal Laser Sintering: An OverviewRishikesh PatilNo ratings yet
- Nsport Phenomena in Materials Engineering PDF Book - Mediafile Free File SharingDocument3 pagesNsport Phenomena in Materials Engineering PDF Book - Mediafile Free File SharingSanjeev Sahu0% (1)
- Tool Engineering and Design Design of SiDocument23 pagesTool Engineering and Design Design of Simulugeta assefaNo ratings yet
- Design Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFDocument6 pagesDesign Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFKmilo GiraldoNo ratings yet
- High Speed MachiningDocument8 pagesHigh Speed MachiningVignesh WaranNo ratings yet
- Unit 3 Press and Press Tools: StructureDocument14 pagesUnit 3 Press and Press Tools: StructurePranav SharmaNo ratings yet
- Computer Aided Spur Gear Design and AnalysisDocument8 pagesComputer Aided Spur Gear Design and AnalysisKevin MalarkeyNo ratings yet
- Powder Metallurgy Seminar GautamDocument31 pagesPowder Metallurgy Seminar GautamSidhartha GolchhaNo ratings yet
- V Groove Caster Wheels - Caster CityDocument3 pagesV Groove Caster Wheels - Caster Citysaha_s79No ratings yet
- Deep DrawingDocument2 pagesDeep Drawingalexmonse2014No ratings yet
- Lectut MIN-216 PDF UNIT 2 Advanced Manufacturing ProcessesDocument92 pagesLectut MIN-216 PDF UNIT 2 Advanced Manufacturing Processesvishal guptaNo ratings yet
- Bending ProcessDocument23 pagesBending Processmaitoravi78No ratings yet
- DFMA - Presentation - R3Document58 pagesDFMA - Presentation - R3Er Noor BashaNo ratings yet
- NC CNC Machine ToolDocument50 pagesNC CNC Machine ToolShoaib MultaniNo ratings yet
- Design Guidelines: Direct Metal Laser Sintering (DMLS) : 3D Printing & Advanced ManufacturingDocument6 pagesDesign Guidelines: Direct Metal Laser Sintering (DMLS) : 3D Printing & Advanced Manufacturingbaseball604No ratings yet
- Pneumatic Auto Feed Sheet Cutting MachineDocument5 pagesPneumatic Auto Feed Sheet Cutting MachineVigneshwaran Srinivasan100% (1)
- Introduction To Work HoldingDocument29 pagesIntroduction To Work HoldingAndres Fitria FarrelNo ratings yet
- Theory of Metal CuttingDocument24 pagesTheory of Metal CuttingOmkar BedadeNo ratings yet
- Sheet Metal WorkingDocument23 pagesSheet Metal WorkingSujit MishraNo ratings yet
- Pr2302 Metal Forming TechnologyDocument1 pagePr2302 Metal Forming TechnologyarunsunderNo ratings yet
- Deep Drawing: Benefits and Industrial ApplicationsDocument3 pagesDeep Drawing: Benefits and Industrial ApplicationsChandru NatarajanNo ratings yet
- Additive Manufacturing MaterialDocument60 pagesAdditive Manufacturing MaterialPRATIK JADHAVNo ratings yet
- Selection of Cutting Tool Materials: CBN & PCDDocument24 pagesSelection of Cutting Tool Materials: CBN & PCDKarthick NNo ratings yet
- Kitchen Knife Mon130 Afwan ReportDocument9 pagesKitchen Knife Mon130 Afwan ReportAfwan IrfanNo ratings yet
- Overview Rubber ProcessDocument36 pagesOverview Rubber ProcessYudoWijayantoNo ratings yet
- 1.0 Fundamentals of Machining (A)Document55 pages1.0 Fundamentals of Machining (A)Loo Tong ShianNo ratings yet
- Lecture 5 - Plastic Deformation PDFDocument44 pagesLecture 5 - Plastic Deformation PDFTerry KeohNo ratings yet
- PBT mt11060 GDocument250 pagesPBT mt11060 Gandreeaoana45No ratings yet
- Fine BlankingDocument9 pagesFine BlankingElaine JohnsonNo ratings yet
- Injection Mould Unit-IIDocument103 pagesInjection Mould Unit-II20PP001 balaji suresh bhaleNo ratings yet
- Mould BaseDocument8 pagesMould BaseMould Base ManufacturerNo ratings yet
- Surface Roughness TestDocument12 pagesSurface Roughness TestSusheel PetleNo ratings yet
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- Metallography Exp.Document6 pagesMetallography Exp.Nedjmah LechehebNo ratings yet
- Mechanics Modeling of Sheet Metal Forming-Tang, Sing C. - Pan, Jwo-Society of Automotive Engineers, Inc. (2007)Document300 pagesMechanics Modeling of Sheet Metal Forming-Tang, Sing C. - Pan, Jwo-Society of Automotive Engineers, Inc. (2007)cerverus13No ratings yet
- Kings: Department of Mechanical EngineeringDocument11 pagesKings: Department of Mechanical Engineeringrammit2007No ratings yet
- B E MechDocument363 pagesB E MechAnonymous p8bHAAxNo ratings yet
- Sections of Solids & Development of SurfaceDocument12 pagesSections of Solids & Development of SurfaceAnonymous p8bHAAxNo ratings yet
- Projection of Points and PlanesDocument30 pagesProjection of Points and PlanesAnonymous p8bHAAxNo ratings yet
- Iso QBDocument2 pagesIso QBAnonymous p8bHAAxNo ratings yet
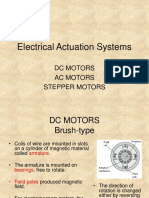
- Electrical Actuation Systems-Part 2Document40 pagesElectrical Actuation Systems-Part 2Anonymous p8bHAAxNo ratings yet
- Ferrous MetallurgyDocument30 pagesFerrous MetallurgyGaurav KumarNo ratings yet
- New Picture PDFDocument1 pageNew Picture PDFAnonymous p8bHAAxNo ratings yet
- DIMENSIONING NotesMirchiDocument10 pagesDIMENSIONING NotesMirchithamaraikkannangNo ratings yet
- B.E. Mech PDFDocument113 pagesB.E. Mech PDFarulmuruguNo ratings yet
- ED7102-Computer Applications in DesignDocument11 pagesED7102-Computer Applications in DesignLOGANTKEC100% (2)
- Forms of Inventories NotesDocument3 pagesForms of Inventories NotesAnonymous p8bHAAxNo ratings yet
- Computer Aided Design: Lecture NotesDocument61 pagesComputer Aided Design: Lecture NotesbalacoeusNo ratings yet
- Unit 4 MTCDocument118 pagesUnit 4 MTCAnonymous p8bHAAxNo ratings yet
- Capd 2Document7 pagesCapd 2Anonymous p8bHAAxNo ratings yet
- Industrial RoboticsDocument47 pagesIndustrial Roboticspravdiv100% (2)
- L 4Document42 pagesL 4Guna RajNo ratings yet
- Polymer ProcessingDocument28 pagesPolymer ProcessingMousom SomNo ratings yet
- Handout 6Document10 pagesHandout 6Anonymous p8bHAAxNo ratings yet
- PolymersDocument13 pagesPolymersVaibhav ShrivastavaNo ratings yet
- Capd Imp QuesDocument2 pagesCapd Imp QuesAnonymous p8bHAAxNo ratings yet
- Line AlgorithmDocument62 pagesLine AlgorithmAnonymous p8bHAAxNo ratings yet
- Computer Graphics Lab ManualDocument61 pagesComputer Graphics Lab ManualVivek KvNo ratings yet
- Mn7203 Material Testing and Characterization L T P CDocument5 pagesMn7203 Material Testing and Characterization L T P CAnonymous p8bHAAxNo ratings yet
- Capd NotesDocument14 pagesCapd NotesAnonymous p8bHAAxNo ratings yet
- Plant Location Plant Location or The Facilities Location Problem Is An Important Strategic Level Decision Making For AnDocument2 pagesPlant Location Plant Location or The Facilities Location Problem Is An Important Strategic Level Decision Making For AnAnonymous p8bHAAxNo ratings yet
- On Equations of Motion of Elastic Linkages by FEMDocument15 pagesOn Equations of Motion of Elastic Linkages by FEMAnonymous p8bHAAxNo ratings yet
- Velammal@velammal - Edu.in Velammal@velammal - Edu.in: Kind Attn: Mr. V.SrikanthDocument6 pagesVelammal@velammal - Edu.in Velammal@velammal - Edu.in: Kind Attn: Mr. V.SrikanthAnonymous p8bHAAxNo ratings yet
- FEA Simulation of Metal CuttingDocument6 pagesFEA Simulation of Metal CuttingAnonymous p8bHAAxNo ratings yet
- R013968998 PDFDocument10 pagesR013968998 PDFAnonymous p8bHAAxNo ratings yet
- 17.5 Return On Investment and Compensation ModelsDocument20 pages17.5 Return On Investment and Compensation ModelsjamieNo ratings yet
- Unit 9Document3 pagesUnit 9LexNo ratings yet
- 1955 Fujita - The Magnitude and Distribution of Residual StressDocument25 pages1955 Fujita - The Magnitude and Distribution of Residual StressAKNo ratings yet
- MultidisciplinaryDocument20 pagesMultidisciplinaryrabiaNo ratings yet
- A REPORT ON MIMO IN WIRELESS APPLICATIONS - FinalDocument11 pagesA REPORT ON MIMO IN WIRELESS APPLICATIONS - FinalBha RathNo ratings yet
- Jerome Bruner by David R. OlsonDocument225 pagesJerome Bruner by David R. OlsonAnthony100% (4)
- C.S. - Lewis A Journey To ChristDocument5 pagesC.S. - Lewis A Journey To ChristMichelle CrawfordNo ratings yet
- Project Report On Reliance TrendsDocument91 pagesProject Report On Reliance TrendsSubash Tej T50% (4)
- Design ManagementDocument21 pagesDesign ManagementKarishma Mittal100% (1)
- Introduction To SAP Business OneDocument29 pagesIntroduction To SAP Business OneMoussa0% (1)
- Test Initial 9FDocument2 pagesTest Initial 9FGeorge StancuNo ratings yet
- System Design PrimerDocument60 pagesSystem Design PrimerPendyala SrinivasNo ratings yet
- Form No. 61: (See Proviso To Clause (A) of Rule 114C (1) )Document1 pageForm No. 61: (See Proviso To Clause (A) of Rule 114C (1) )Vinayak BhatNo ratings yet
- Villaroel Vs EstradaDocument1 pageVillaroel Vs EstradaLylo BesaresNo ratings yet
- Changing Views of Tattoos in JapanDocument14 pagesChanging Views of Tattoos in JapanpanpapogNo ratings yet
- Mercado Vs Manzano Case DigestDocument3 pagesMercado Vs Manzano Case DigestalexparungoNo ratings yet
- PERENNIALISMDocument2 pagesPERENNIALISMDaisy Rose TangonanNo ratings yet
- Dwnload Full Social Psychology 4th Edition Gilovich Test Bank PDFDocument35 pagesDwnload Full Social Psychology 4th Edition Gilovich Test Bank PDFalilonghidotardlyq71i7f100% (8)
- General ManagementDocument47 pagesGeneral ManagementRohit KerkarNo ratings yet
- The Hollow ManDocument13 pagesThe Hollow ManAya ArmandoNo ratings yet
- TIFR Pamphlet On Homological MethodsDocument105 pagesTIFR Pamphlet On Homological MethodsRAMJANNo ratings yet
- 12 Houses ExplainedDocument3 pages12 Houses ExplainedKoshi EnterprisesNo ratings yet
- DhamanDocument20 pagesDhamanAman BrarNo ratings yet
- RCBC Capital Corporation Vs Banco de OroDocument18 pagesRCBC Capital Corporation Vs Banco de OroLove HatredNo ratings yet
- ViShNu-Virachita Rudra StotramDocument6 pagesViShNu-Virachita Rudra StotramBhadraKaaliNo ratings yet
- 4.5 Roces v. HRETDocument1 page4.5 Roces v. HRETZepht Badilla100% (1)
- Application of Schiff Base Ligamd ComplexDocument7 pagesApplication of Schiff Base Ligamd Complexrajbharaths1094No ratings yet
- Tales From The Wood RPGDocument51 pagesTales From The Wood RPGArthur Taylor100% (1)
- The Discovery of The Tun Huang Library and Its Effect On Chinese StudiesDocument21 pagesThe Discovery of The Tun Huang Library and Its Effect On Chinese Studiesfabricatore_21639575No ratings yet
- Learning Area Grade Level Quarter Date: English 10 4Document4 pagesLearning Area Grade Level Quarter Date: English 10 4Yuki50% (8)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Workbook to Accompany Maintenance & Reliability Best PracticesFrom EverandWorkbook to Accompany Maintenance & Reliability Best PracticesRating: 3.5 out of 5 stars3.5/5 (3)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- Plutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersFrom EverandPlutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersRating: 4 out of 5 stars4/5 (32)
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- Guidelines for Auditing Process Safety Management SystemsFrom EverandGuidelines for Auditing Process Safety Management SystemsNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- The Invisible Rainbow: A History of Electricity and LifeFrom EverandThe Invisible Rainbow: A History of Electricity and LifeRating: 4.5 out of 5 stars4.5/5 (21)
- Practical Guide to Occupational Health and SafetyFrom EverandPractical Guide to Occupational Health and SafetyRating: 4 out of 5 stars4/5 (13)
- Handbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesFrom EverandHandbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesRating: 4.5 out of 5 stars4.5/5 (2)
- Handbook of Hazardous Chemical PropertiesFrom EverandHandbook of Hazardous Chemical PropertiesRating: 5 out of 5 stars5/5 (1)
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityFrom EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityRating: 5 out of 5 stars5/5 (2)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- General Orders for Security Personnel: A Guide to Maintaining Discipline and ProfessionalismFrom EverandGeneral Orders for Security Personnel: A Guide to Maintaining Discipline and ProfessionalismNo ratings yet
- Tensor Technology Guide: Tensor Ring Benefits and UsesFrom EverandTensor Technology Guide: Tensor Ring Benefits and UsesRating: 5 out of 5 stars5/5 (2)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Epidemiology and Demography in Public HealthFrom EverandEpidemiology and Demography in Public HealthJaphet KillewoRating: 5 out of 5 stars5/5 (1)
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesFrom EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesRating: 5 out of 5 stars5/5 (1)
- Environmental and Health and Safety Management: A Guide to ComplianceFrom EverandEnvironmental and Health and Safety Management: A Guide to ComplianceRating: 4 out of 5 stars4/5 (2)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet