You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Inspection and Test Plan For Storage TankDocument7 pagesInspection and Test Plan For Storage TankAhmed100% (5)
- Swimming Pool PresentationDocument22 pagesSwimming Pool PresentationSindhu Bairavi67% (3)
- BearingDocument423 pagesBearingaubd100% (2)
- Training Design FinalDocument8 pagesTraining Design FinalS MilanNo ratings yet
- AP Chem CalorimetryDocument19 pagesAP Chem Calorimetrysumire shiny dartokNo ratings yet
- Condensate Polishing Solutions For The Power Generation IndustryDocument4 pagesCondensate Polishing Solutions For The Power Generation IndustrytxagusNo ratings yet
- Electromagnetism QuestionsDocument20 pagesElectromagnetism QuestionssreelakshmiNo ratings yet
- GeoPC Product Sheet KuwaitDocument9 pagesGeoPC Product Sheet KuwaitSyed AbudhakirNo ratings yet
- Arogya Premier Claim FormDocument7 pagesArogya Premier Claim FormSyed AbudhakirNo ratings yet
- Arogya Premier Policy WordingDocument30 pagesArogya Premier Policy WordingSyed AbudhakirNo ratings yet
- Arogya Premier Policy BrochureDocument8 pagesArogya Premier Policy BrochureSyed AbudhakirNo ratings yet
- 750 Joule Charpy Impact Testing MachineDocument1 page750 Joule Charpy Impact Testing MachineSyed AbudhakirNo ratings yet
- Aisi 304Document20 pagesAisi 304Syed AbudhakirNo ratings yet
- B16 36 Book PDFDocument13 pagesB16 36 Book PDFSyed AbudhakirNo ratings yet
- Jwe 1997PV PDFDocument1 pageJwe 1997PV PDFSyed AbudhakirNo ratings yet
- A-80 RailrodDocument1 pageA-80 RailrodSyed AbudhakirNo ratings yet
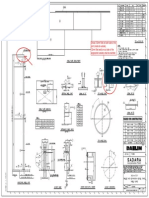
- Shows 12mm Fillet On Both Side of The Joint (Inside & Outside) - 12mm Fillet Weld On Out Side of The Angle (Shell Outside) Shall Be ClarifiedDocument1 pageShows 12mm Fillet On Both Side of The Joint (Inside & Outside) - 12mm Fillet Weld On Out Side of The Angle (Shell Outside) Shall Be ClarifiedSyed AbudhakirNo ratings yet
- Purge With NitrogenDocument5 pagesPurge With NitrogenSurya Kiran KNo ratings yet
- Domestic Gas Stove Testing With Use of LPG: IS 4246: 2002 Bureau of Indian Standards (Fifth Revision)Document5 pagesDomestic Gas Stove Testing With Use of LPG: IS 4246: 2002 Bureau of Indian Standards (Fifth Revision)Quality Royal HomeNo ratings yet
- Safety and SOP (Sand Casting)Document4 pagesSafety and SOP (Sand Casting)afiqzero100% (1)
- 3sb5 BrochureDocument8 pages3sb5 Brochure54045114No ratings yet
- Hedrich Vacuum Systems Vollautomatische Bandwickelmaschine Für Siemens SabugoDocument2 pagesHedrich Vacuum Systems Vollautomatische Bandwickelmaschine Für Siemens SabugoLevi Franco CarvalhoNo ratings yet
- AL-800 AL-840: Parts GuideDocument22 pagesAL-800 AL-840: Parts GuidesamuelNo ratings yet
- Redevelopment of Houses at Kallyanpur Slums in Dhaka City With The Recycled Construction and Demolition Waste (C&D)Document15 pagesRedevelopment of Houses at Kallyanpur Slums in Dhaka City With The Recycled Construction and Demolition Waste (C&D)Md Mhafuzur RahmanNo ratings yet
- Tle 8 TaskDocument3 pagesTle 8 Taskdiane carol roseteNo ratings yet
- 05 SedimentationDocument70 pages05 SedimentationAnonymous Cpe6vcNo ratings yet
- Review 2012Document23 pagesReview 2012Carlos JuarezNo ratings yet
- WEG w22 Three Phase Motor Technical European Market 50025712 Brochure EnglishDocument80 pagesWEG w22 Three Phase Motor Technical European Market 50025712 Brochure Englishbishop_5101No ratings yet
- MT MLMDocument17 pagesMT MLMSundara MoorthyNo ratings yet
- Fennis 090302Document6 pagesFennis 090302CIVIL ENGINEERINGNo ratings yet
- Davao Asia Plastic Corporation: A Case Company For Operations and Supply Chain Management StudyDocument42 pagesDavao Asia Plastic Corporation: A Case Company For Operations and Supply Chain Management StudyRichie DonatoNo ratings yet
- Percenta Nano Coatings Clean With EaseDocument11 pagesPercenta Nano Coatings Clean With EasexltechnologiesNo ratings yet
- 07 Drawer RunnersDocument20 pages07 Drawer RunnersngotiensiNo ratings yet
- Electronics Connectors PDFDocument43 pagesElectronics Connectors PDFMohammed Jahir Husain0% (1)
- Technical Catalogue-RUA-4AT3S To RUA10AT3SDocument24 pagesTechnical Catalogue-RUA-4AT3S To RUA10AT3Smvenkatkumar100% (2)
- Manual Lab Heat ExchangerDocument41 pagesManual Lab Heat ExchangerYanni AdrianaNo ratings yet
- Mandi Gobindgarh Hazardous Waste Report NGT April2021Document7 pagesMandi Gobindgarh Hazardous Waste Report NGT April2021arbaz khanNo ratings yet
- 13 - 110 TOP Single Phase Induction Motors - Electrical Engineering Multiple Choice Questions and Answers - MCQs Preparation For Engineering Competitive ExamsDocument11 pages13 - 110 TOP Single Phase Induction Motors - Electrical Engineering Multiple Choice Questions and Answers - MCQs Preparation For Engineering Competitive ExamsHussam GujjarNo ratings yet
- Flexible Electronics: Presented by Ashwin.k 4SN14EC704Document16 pagesFlexible Electronics: Presented by Ashwin.k 4SN14EC704Aswin PrEmrajNo ratings yet
- Aniline Point Exp 4Document9 pagesAniline Point Exp 4hayder alaliNo ratings yet
- Master Catalog 2015Document231 pagesMaster Catalog 2015Ulfa HafizdyaNo ratings yet