You might also like
- Depressuring Study and Application On BP-A ProjectDocument35 pagesDepressuring Study and Application On BP-A ProjectTruong Minh Hoang100% (6)
- Depressuirng Calculation ResultsDocument6 pagesDepressuirng Calculation ResultsIoana PopescuNo ratings yet
- Depressuring & BDVDocument9 pagesDepressuring & BDVAmir Ali Haddadi100% (1)
- Rigorously Size Relief Valves For Critical FluidsDocument10 pagesRigorously Size Relief Valves For Critical Fluidsashirwad shetty100% (2)
- UniSim Flare Getting Started GuideDocument66 pagesUniSim Flare Getting Started GuideAnonymous VVfzTyFNo ratings yet
- Estimating relief loads using conventional, steady-state and dynamic simulation techniquesDocument9 pagesEstimating relief loads using conventional, steady-state and dynamic simulation techniquessgrsth100% (5)
- Estimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnsDocument8 pagesEstimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnsShreya Sahajpal KaushalNo ratings yet
- Designing for pressure releases during fires—Part 2Document6 pagesDesigning for pressure releases during fires—Part 2john VilladaNo ratings yet
- Gas Blow-By From A Production Separator To Tank PDFDocument7 pagesGas Blow-By From A Production Separator To Tank PDFebby1100% (1)
- Applying Relief Load Calculation MethodsDocument9 pagesApplying Relief Load Calculation MethodsKamil Marszałek100% (1)
- Supercritical Fluids PSV SizingDocument5 pagesSupercritical Fluids PSV SizingVikram Singh100% (5)
- Accurate Prediction of Tower ReliefDocument5 pagesAccurate Prediction of Tower ReliefSheetal Solanki100% (1)
- Relief and Blowdown System FlaringDocument5 pagesRelief and Blowdown System FlaringRicardo NapitupuluNo ratings yet
- Relief Valve Sizing for ColumnsDocument10 pagesRelief Valve Sizing for ColumnsbalajikrishnanNo ratings yet
- Depressuriation Using HysisDocument30 pagesDepressuriation Using HysisArunvpm100% (4)
- Doc. No.: PDG-MUM-XXX Rev. 0 Relief Valve Sizing Philosophy Page 1 of 10Document10 pagesDoc. No.: PDG-MUM-XXX Rev. 0 Relief Valve Sizing Philosophy Page 1 of 10kishna009No ratings yet
- Storage Tank Protection - Jump StartDocument18 pagesStorage Tank Protection - Jump StartSushant SharmaNo ratings yet
- Controlled and Non-Controlled Type DepressuringDocument12 pagesControlled and Non-Controlled Type Depressuringgrimdorlf100% (1)
- Line Sizing Philosophy PDFDocument21 pagesLine Sizing Philosophy PDFmohammadhadiNo ratings yet
- PSV Calculations FlareDocument0 pagesPSV Calculations FlareSrinivas BobbyNo ratings yet
- Supercritical ReliefDocument43 pagesSupercritical ReliefAlexis TorreeleNo ratings yet
- PSV Sizing Psv-402 Update PsetDocument7 pagesPSV Sizing Psv-402 Update PsetBui Khoi NguyenNo ratings yet
- Finger Type Slug CatcherDocument41 pagesFinger Type Slug CatcherIrfaan Taufiiqul Rayadi100% (1)
- DespresurizaciónDocument3 pagesDespresurizaciónmatrix69No ratings yet
- Using The Dynamic Depressuring Utility To Simulate High Pressure Blowdown ScenariosDocument4 pagesUsing The Dynamic Depressuring Utility To Simulate High Pressure Blowdown Scenariosebby1No ratings yet
- Special Report: Design A Staggered Depressurization Sequence For Flare SystemsDocument4 pagesSpecial Report: Design A Staggered Depressurization Sequence For Flare Systemsdigeca100% (1)
- Three Phase Separators - Times DefinitionDocument5 pagesThree Phase Separators - Times DefinitionMohsin MohammedNo ratings yet
- Vapor Depressurization - Concept and Implementation PDFDocument3 pagesVapor Depressurization - Concept and Implementation PDFgad480100% (1)
- Fire Relief Rate Calculation-Part 2Document4 pagesFire Relief Rate Calculation-Part 2zubair195No ratings yet
- 2013-02-35 Sizing Calculations For Pressure-Relief ValvesDocument5 pages2013-02-35 Sizing Calculations For Pressure-Relief Valvessourcemenu100% (1)
- Engineering 0016 General Process Design RequirementsDocument51 pagesEngineering 0016 General Process Design Requirementsmarin cristianNo ratings yet
- Depressurisation - A Practical GuideDocument20 pagesDepressurisation - A Practical GuideAhmad Firman Masudi100% (2)
- Chemeng - 201001 Aa2bc0b481 PPDocument6 pagesChemeng - 201001 Aa2bc0b481 PPponnusjNo ratings yet
- 5639-72-PP-031 - RB-PSV Sizing Report-PSV203A&BDocument9 pages5639-72-PP-031 - RB-PSV Sizing Report-PSV203A&BpavanNo ratings yet
- Tutorial Depressuring 5Document26 pagesTutorial Depressuring 5Zhang Zhaoyang100% (6)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Process Design: Norsok StandardDocument27 pagesProcess Design: Norsok StandardJason ThomasNo ratings yet
- NORSOK Standard For Process DesignDocument27 pagesNORSOK Standard For Process DesignM. Faisal SiddiquiNo ratings yet
- NORSOK Standard Process Design P-CR-001 Rev. 1, December 1994Document27 pagesNORSOK Standard Process Design P-CR-001 Rev. 1, December 1994Siddharth AthalyeNo ratings yet
- Relief Batch ProcessesDocument20 pagesRelief Batch ProcessesMasood AkbarzaiNo ratings yet
- Offshore Process Design StandardsDocument10 pagesOffshore Process Design Standardssri9987No ratings yet
- M004 & E004 Basic Safety in Process DesignDocument66 pagesM004 & E004 Basic Safety in Process DesignebsmsartNo ratings yet
- Gas Flare Radiation Analysis for Tambak Lorok Power PlantDocument10 pagesGas Flare Radiation Analysis for Tambak Lorok Power PlantAhmed Semarang100% (1)
- Assess Brittle Fracture RisksDocument42 pagesAssess Brittle Fracture RisksAmerico MolinaNo ratings yet
- Refinery expansion & upgrading project design criteriaDocument34 pagesRefinery expansion & upgrading project design criteriafarhadzakerNo ratings yet
- Norsok Process DesignDocument27 pagesNorsok Process DesignAlpadaniNo ratings yet
- Piping and LPG Storage Safety RequirementsDocument15 pagesPiping and LPG Storage Safety Requirementsrahigi8656No ratings yet
- Catalogo Final 3MDocument6 pagesCatalogo Final 3MRigoberto HerreraNo ratings yet
- Relief SystemDocument24 pagesRelief SystemFarhanSaatNo ratings yet
- Flare For DesignDocument4 pagesFlare For DesignChem.EnggNo ratings yet
- Fire Prevention Nitrogen Injection SystemDocument11 pagesFire Prevention Nitrogen Injection SystemEngr Muhammad Abu BakrNo ratings yet
- PRESSURISEDDocument17 pagesPRESSURISEDrahigi8656No ratings yet
- 30RB 21siDocument76 pages30RB 21sixavierxo50% (2)
- Design pressure and temperatureDocument5 pagesDesign pressure and temperaturemohsen ranjbarNo ratings yet
- Flare SystemDocument29 pagesFlare SystemBaba Johneh100% (1)
- 521taaai 2Document7 pages521taaai 2Erwin FerdianNo ratings yet
- MSC Circ 0913Document11 pagesMSC Circ 0913jarbas.otoniNo ratings yet
- ASME B31.3 (Ngasal)Document9 pagesASME B31.3 (Ngasal)PeterNo ratings yet
- Flare SystemDocument29 pagesFlare Systemvikkoo7100% (4)
- Tanks Breathing CalculationDocument1 pageTanks Breathing CalculationRexx MexxNo ratings yet
- FSU Case 1 PerformanceDocument2 pagesFSU Case 1 PerformanceRexx MexxNo ratings yet
- Hydraulic Cal - Tanks Vent To FlareDocument1 pageHydraulic Cal - Tanks Vent To FlareRexx Mexx0% (1)
- TWK-FD-21529 Drakken SDVs - KU-TWK-40-IC-DTS-0291 RBDocument4 pagesTWK-FD-21529 Drakken SDVs - KU-TWK-40-IC-DTS-0291 RBRexx MexxNo ratings yet
- TWK-FD-21529 Drakken SDVs - KU-TWK-40-IC-DTS-0291 RBDocument4 pagesTWK-FD-21529 Drakken SDVs - KU-TWK-40-IC-DTS-0291 RBRexx MexxNo ratings yet
- TWK-FD-21529 Drakken SDVs - KU-TWK-40-IC-DTS-0291 RBDocument4 pagesTWK-FD-21529 Drakken SDVs - KU-TWK-40-IC-DTS-0291 RBRexx MexxNo ratings yet
- Tank Pressure During Pump OutDocument1 pageTank Pressure During Pump OutRexx MexxNo ratings yet
- TWK-FD-21529 Drakken SDVs - KU-TWK-40-IC-DTS-0291 RBDocument4 pagesTWK-FD-21529 Drakken SDVs - KU-TWK-40-IC-DTS-0291 RBRexx MexxNo ratings yet
- Catalog Fabricante TechnipDocument9 pagesCatalog Fabricante Technipjimy GutiérrezNo ratings yet
- KU-TWK-40-PR-PID-0018-27-dwg - A - Condensate HeaderDocument1 pageKU-TWK-40-PR-PID-0018-27-dwg - A - Condensate HeaderRexx MexxNo ratings yet
- CORP-FRM-HSE-006 - 1 DNO Quick Risk V4.0Document1 pageCORP-FRM-HSE-006 - 1 DNO Quick Risk V4.0Rexx MexxNo ratings yet
- Thermal Fluid Heaters: Model HHC and VHCDocument4 pagesThermal Fluid Heaters: Model HHC and VHCRexx MexxNo ratings yet
- GPCDOC - X - Cbe - 24855 - Key - 140002282412 - 1C93 (Thermia B) PDFDocument2 pagesGPCDOC - X - Cbe - 24855 - Key - 140002282412 - 1C93 (Thermia B) PDFfadilah permata sariNo ratings yet
- TWK-FD-21529 Drakken SDVs - KU-TWK-40-IC-DTS-0291 RBDocument4 pagesTWK-FD-21529 Drakken SDVs - KU-TWK-40-IC-DTS-0291 RBRexx MexxNo ratings yet
- Volcanic Alliance Bro 200311 PDFDocument4 pagesVolcanic Alliance Bro 200311 PDFRexx MexxNo ratings yet
- Thermal Fluid Heaters: 75,000 TO 40 MM BTU/HRDocument16 pagesThermal Fluid Heaters: 75,000 TO 40 MM BTU/HRRexx MexxNo ratings yet
- TT 14 062 PF Cpf1 Smokeless Flare - Final - 10.08.2014Document87 pagesTT 14 062 PF Cpf1 Smokeless Flare - Final - 10.08.2014Rexx MexxNo ratings yet
- 16.dynamic Simulation Services ExternalDocument20 pages16.dynamic Simulation Services Externalrahul281081No ratings yet
- Alternatives: Alternative 1 System Delivered in 2 Phases Alternative 2 System Delivered in 1 PhaseDocument5 pagesAlternatives: Alternative 1 System Delivered in 2 Phases Alternative 2 System Delivered in 1 PhaseRexx MexxNo ratings yet
- Alternatives: Alternative 1 System Delivered in 2 Phases Alternative 2 System Delivered in 1 PhaseDocument5 pagesAlternatives: Alternative 1 System Delivered in 2 Phases Alternative 2 System Delivered in 1 PhaseRexx MexxNo ratings yet
- SEM-9521E Vibrating ScreenDocument16 pagesSEM-9521E Vibrating ScreenRexx MexxNo ratings yet
- Desalter Operation OptimizationDocument3 pagesDesalter Operation OptimizationRexx MexxNo ratings yet
- Iraq Oil and Gas Final Tender Protocol - Round1Document67 pagesIraq Oil and Gas Final Tender Protocol - Round1Rexx Mexx100% (1)
- Thermal Oil Heaters 3Document8 pagesThermal Oil Heaters 3Jose Lorenzo ToralNo ratings yet
- KU-TWK-10-ME-DTS-0304 Rev 2 Data Sheet For Common Electrostatic Coalescer Package PDFDocument7 pagesKU-TWK-10-ME-DTS-0304 Rev 2 Data Sheet For Common Electrostatic Coalescer Package PDFRexx Mexx100% (1)
- Guideline - Pump - System - Designers (Pump Fundamentals) PDFDocument16 pagesGuideline - Pump - System - Designers (Pump Fundamentals) PDFyyukin1100% (1)
- 00251121DPFM02101 - EXCO01 - 01 - Crude Oil Storage TankDocument1 page00251121DPFM02101 - EXCO01 - 01 - Crude Oil Storage TankRexx Mexx100% (1)
- SEM-9520E Vibrating ConveyorDocument14 pagesSEM-9520E Vibrating ConveyorRexx MexxNo ratings yet
- Microsoft PowerPoint - Lesson 10 SpecificationsDocument32 pagesMicrosoft PowerPoint - Lesson 10 SpecificationsPranayNo ratings yet
- WP Best Practices TuningDocument13 pagesWP Best Practices Tuningnixsol75No ratings yet
- Green Adsorption ChillerDocument20 pagesGreen Adsorption ChillerSachin YadavNo ratings yet
- Performance Studies of Trickle Bed Reactors: Mohan R. KhadilkarDocument25 pagesPerformance Studies of Trickle Bed Reactors: Mohan R. KhadilkaribdudeNo ratings yet
- File PageDocument1 pageFile PageZhaahirRaafiQafilNo ratings yet
- Corken PZ SeriesDocument4 pagesCorken PZ SeriesMuhammad FatkurNo ratings yet
- E1 - Gas Properties - Methane vs. EthaneDocument11 pagesE1 - Gas Properties - Methane vs. EthaneHeli SolankiNo ratings yet
- P011-0003, Symbols & Legends (3,3)Document1 pageP011-0003, Symbols & Legends (3,3)Mubashir fareedNo ratings yet
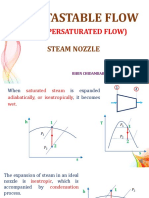
- Te Ii Lecture 08 (07.07.2020)Document39 pagesTe Ii Lecture 08 (07.07.2020)Dr. BIBIN CHIDAMBARANATHANNo ratings yet
- PIPE Solving 2-5Document28 pagesPIPE Solving 2-5monNo ratings yet
- GCI400 SolutionsCh6Document25 pagesGCI400 SolutionsCh6Étienne PaquetNo ratings yet
- SPE-187453-MS Assessing Single EOS Predictability Using PVT Properties of A Wet-Gas Reservoir On A Compositional SimulatorDocument16 pagesSPE-187453-MS Assessing Single EOS Predictability Using PVT Properties of A Wet-Gas Reservoir On A Compositional SimulatorCarlos Alberto Torrico BorjaNo ratings yet
- Boost Boiler Efficiency with Proper Fuel SelectionDocument15 pagesBoost Boiler Efficiency with Proper Fuel SelectionOm Prakash DubeyNo ratings yet
- 250 Kva CPCB2Document2 pages250 Kva CPCB2abhibawaNo ratings yet
- Compressor PDFDocument46 pagesCompressor PDFJohn QueliopeNo ratings yet
- ASCO Solenoid ValvesDocument32 pagesASCO Solenoid ValvesBadrian BadbadNo ratings yet
- LNG Hazards and SafetyDocument60 pagesLNG Hazards and SafetyAhmad Imran50% (2)
- VSSG/VSG Compressor: For Natural Gas and Process Gas ApplicationsDocument8 pagesVSSG/VSG Compressor: For Natural Gas and Process Gas ApplicationsCarlos Roberto TamarizNo ratings yet
- 660MW Emergency Operating ProcedureDocument117 pages660MW Emergency Operating ProceduregARRYNo ratings yet
- Numerical Study of Lift and Drag Coefficients On A Ground-Mounted Photo-Voltaic Solar PanelDocument6 pagesNumerical Study of Lift and Drag Coefficients On A Ground-Mounted Photo-Voltaic Solar Panelbba.amira71728No ratings yet
- Carbon Dioxide Fire ExtinguisherDocument5 pagesCarbon Dioxide Fire ExtinguisherSaeed AkhtarNo ratings yet
- ENSC 16 Problem Set 1Document3 pagesENSC 16 Problem Set 1Mark Raymond Condz LindioNo ratings yet
- Part 1 - Fundamentals of Airflow, Fans & DuctDocument49 pagesPart 1 - Fundamentals of Airflow, Fans & Ductkhanh.vecNo ratings yet
- Adaptive Stage ExplanationDocument24 pagesAdaptive Stage ExplanationmailmohithNo ratings yet
- Biogas Booster PumpDocument6 pagesBiogas Booster PumpScientia Cratës ZénodoteNo ratings yet
- COVID 19 Exposes A Critical Shortage of Oxygen in Developing Countries PDFDocument5 pagesCOVID 19 Exposes A Critical Shortage of Oxygen in Developing Countries PDFBili RubinNo ratings yet
- Cooling System WA600!6!22272Document15 pagesCooling System WA600!6!22272Ventsislav VenevNo ratings yet
- 2018 Sac Latam Spec 60hz Cac FJM Esp Low 3Document19 pages2018 Sac Latam Spec 60hz Cac FJM Esp Low 3nelson19922No ratings yet
- Week03 Multi Component Flash DistillationDocument31 pagesWeek03 Multi Component Flash DistillationTirapath Chobchuen100% (1)
- Effects of Wet Gas Flow On Gas Orifice Plate MetersDocument7 pagesEffects of Wet Gas Flow On Gas Orifice Plate MetersDaniel VictorNo ratings yet