You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Different Procurement Procedure As Per PPR-2008: Engr. Md. Helalur RahmanDocument120 pagesDifferent Procurement Procedure As Per PPR-2008: Engr. Md. Helalur RahmanMohammad Ibnul HossainNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Greater Than and Less ThanDocument4 pagesGreater Than and Less ThanMohammad Ibnul HossainNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- CV of Mohammmad Ibnul Hossain Full FinalDocument8 pagesCV of Mohammmad Ibnul Hossain Full FinalMohammad Ibnul HossainNo ratings yet
- PMB 41.working PaperDocument5 pagesPMB 41.working PaperMohammad Ibnul HossainNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Or-Ffi: Tifr (Fik LRSL E'QerqefDocument5 pagesOr-Ffi: Tifr (Fik LRSL E'QerqefMohammad Ibnul HossainNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Doa - 20200822 - 0003Document5 pagesDoa - 20200822 - 0003Mohammad Ibnul HossainNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Schedule - Operation & Maintenance of Gas Turbine Power Plant-22-10-20 To 31-10-20Document2 pagesSchedule - Operation & Maintenance of Gas Turbine Power Plant-22-10-20 To 31-10-20Mohammad Ibnul HossainNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Sealing and CoolingDocument7 pagesSealing and CoolingMohammad Ibnul HossainNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- CV Äix - Diiæl Avn G' Ave Wë T GVT Bebyj NV MB: Ivz Cvnvevi KZ 'Wi CV Äwi?Document3 pagesCV Äix - Diiæl Avn G' Ave Wë T GVT Bebyj NV MB: Ivz Cvnvevi KZ 'Wi CV Äwi?Mohammad Ibnul HossainNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
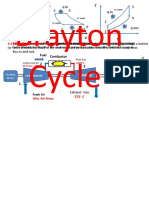
- Brayton Cycle: 2 3 P Qin Qin 2 3Document2 pagesBrayton Cycle: 2 3 P Qin Qin 2 3Mohammad Ibnul HossainNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Startup of A Gas TurbineDocument1 pageStartup of A Gas TurbineMohammad Ibnul HossainNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Repair & MaintenanceDocument14 pagesRepair & MaintenanceMohammad Ibnul HossainNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Gas Turbine Main Components (Ge 9e Machine)Document1 pageGas Turbine Main Components (Ge 9e Machine)Mohammad Ibnul HossainNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Traveler: Important Information For Travelers With Electronic Tickets Please ReadDocument1 pageTraveler: Important Information For Travelers With Electronic Tickets Please ReadMohammad Ibnul HossainNo ratings yet
- E Vuvixi MVNV H Avgiv E'Y WZK KW K RGV K I Ivl Z Cvwi - GB Kvi B E Vuvix Lye I"Z¡C B© - Guv Up©, Mvox, B Jku WBK HŠ CVWZ Z, Bgvi Rýx Evwz BZ VW'Document16 pagesE Vuvixi MVNV H Avgiv E'Y WZK KW K RGV K I Ivl Z Cvwi - GB Kvi B E Vuvix Lye I"Z¡C B© - Guv Up©, Mvox, B Jku WBK HŠ CVWZ Z, Bgvi Rýx Evwz BZ VW'Mohammad Ibnul HossainNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Combustion System Main Components Are: - Combustion Rapper, - Combustion Can CoverDocument126 pagesThe Combustion System Main Components Are: - Combustion Rapper, - Combustion Can CoverMohammad Ibnul HossainNo ratings yet
- Gas Turbine MaintenanceDocument47 pagesGas Turbine MaintenanceMohammad Ibnul Hossain100% (1)
- Go Silently at High Pressure & High Speed: CONTINUUM® SeriesDocument54 pagesGo Silently at High Pressure & High Speed: CONTINUUM® SeriesYazad DoctorrNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Operatiion & Maintenance Instructions Sharpe Mixers - Side Entry With SealDocument16 pagesOperatiion & Maintenance Instructions Sharpe Mixers - Side Entry With Sealrongweius100% (1)
- SEW Gear UnitsDocument76 pagesSEW Gear UnitsjadetorresNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Analyzing Taper Fits For ManufacturingDocument7 pagesAnalyzing Taper Fits For Manufacturingsalgado_24No ratings yet
- Beck CatalogDocument88 pagesBeck CatalogJavier GutierrezNo ratings yet
- Ingersoll Rand Compactor SD100 & SD105 TF Prior To Serial Number 172717Document338 pagesIngersoll Rand Compactor SD100 & SD105 TF Prior To Serial Number 172717Segundo Francisco Jauregui Valencia95% (19)
- RPU80 160 300 Manual EN PDFDocument38 pagesRPU80 160 300 Manual EN PDFandreaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Me-331 Design of Machine Elements Unit Iv Design of Basic ElementsDocument25 pagesMe-331 Design of Machine Elements Unit Iv Design of Basic ElementsMuthuvel MNo ratings yet
- Horizon 6203 New Model 2Document251 pagesHorizon 6203 New Model 2S Sathish Kumar100% (2)
- CentrifugadorasDocument43 pagesCentrifugadorasTOBA100% (1)
- Parts List Operating and Service Manual: Blowers/Vacuum PumpsDocument55 pagesParts List Operating and Service Manual: Blowers/Vacuum PumpsEdinsonUribeTorresNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Manual de Conexion Drive DORNER 63M0X SeriesDocument20 pagesManual de Conexion Drive DORNER 63M0X SeriesTOPOTRONIKNo ratings yet
- Viking Johnson UltraGrip BrochureDocument19 pagesViking Johnson UltraGrip BrochureMincu IulianNo ratings yet
- Style 28 Coupling: Applied Vic-Ring SystemDocument4 pagesStyle 28 Coupling: Applied Vic-Ring SystemMina MagdyNo ratings yet
- Design of Coupling Enclosures by Michael M. CalistratDocument8 pagesDesign of Coupling Enclosures by Michael M. Calistrat최승원No ratings yet
- Is 4594 1968Document43 pagesIs 4594 1968Global MarineNo ratings yet
- Panel M-16 Propulsio - Practices and Proced - jan.2007.T-RDocument63 pagesPanel M-16 Propulsio - Practices and Proced - jan.2007.T-RCristhian Pierr Pausic BazalarNo ratings yet
- Mech 5sem DMEDocument114 pagesMech 5sem DMEGanesh DongreNo ratings yet
- Ies 2002 - II ScanDocument32 pagesIes 2002 - II ScanK.v.SinghNo ratings yet
- Machine Design-I: Mechanical Engineering Department Madan Mohan Malaviya University of Technology GorakhpurDocument16 pagesMachine Design-I: Mechanical Engineering Department Madan Mohan Malaviya University of Technology GorakhpurDeekshaomarNo ratings yet
- Radicon Series AM InchDocument76 pagesRadicon Series AM InchSharan RautNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- HG-MR, KR, SR ManualDocument254 pagesHG-MR, KR, SR ManualAmit KhatriNo ratings yet
- Eliminator™ FilterDocument35 pagesEliminator™ FiltertstkupdhNo ratings yet
- Grooved Fittings & Couplings: Mech Flow SuppliesDocument2 pagesGrooved Fittings & Couplings: Mech Flow SuppliesThanh DoNo ratings yet
- VorlandiDocument24 pagesVorlandiKieran RyanNo ratings yet
- Jisu Hozen PillarDocument98 pagesJisu Hozen PillarAndrei MarinNo ratings yet
- Transfl Spoj KRDocument32 pagesTransfl Spoj KREmir MujićNo ratings yet
- Api 610 Datasheet PDF FreeDocument7 pagesApi 610 Datasheet PDF FreeRisyda PutriNo ratings yet
- Psme Machine GuardDocument17 pagesPsme Machine GuardJabber Reyes AmborNo ratings yet
- Compresor Atlas Copco GA-110 PDFDocument148 pagesCompresor Atlas Copco GA-110 PDFJosé GonzalezNo ratings yet
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)