You might also like
- Underwater Wet Weld Repairs on Cruise Ship and FPSODocument14 pagesUnderwater Wet Weld Repairs on Cruise Ship and FPSOMubeenNo ratings yet
- WPS for FCAW of steel pipe and fittingsDocument9 pagesWPS for FCAW of steel pipe and fittingsCesar ArellanoNo ratings yet
- What Is A Welding CertificationDocument12 pagesWhat Is A Welding Certificationmjinspector100% (1)
- Welder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Document2 pagesWelder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Ali TalebiNo ratings yet
- Welding Drying OvenDocument2 pagesWelding Drying OvenAsad AliNo ratings yet
- Code 1 WPS Rev 0 PDFDocument18 pagesCode 1 WPS Rev 0 PDFEarl HarbertNo ratings yet
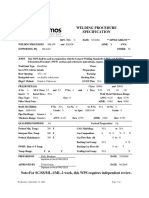
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationSAKDA MAPRADITKULNo ratings yet
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioNo ratings yet
- Gtaw WeldingDocument37 pagesGtaw WeldingSadhasivam VeluNo ratings yet
- Safety data for Nicrobraz S-Binder adhesiveDocument3 pagesSafety data for Nicrobraz S-Binder adhesivePixels MauricioNo ratings yet
- Neptune - NEPSYS Underwater Repair - Information Feb 2011Document33 pagesNeptune - NEPSYS Underwater Repair - Information Feb 2011Antoni Muhammad100% (1)
- STT Pipe Welding Reduces Spatter & SmokeDocument3 pagesSTT Pipe Welding Reduces Spatter & SmokeahmedNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- Technical Specs PDFDocument12 pagesTechnical Specs PDFcsolanki6586100% (1)
- CTS Welder (Welding and Inspection) - NSQFDocument34 pagesCTS Welder (Welding and Inspection) - NSQFgarden00589No ratings yet
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 pagesPRES TIG Hot Wire Narrow Gap Welding enRavishankarNo ratings yet
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument7 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCTrường Tùng LýNo ratings yet
- Fcaw Welding Guide PDFDocument2 pagesFcaw Welding Guide PDFElizabethNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- Gen - Importance of Welding in L & T PDFDocument30 pagesGen - Importance of Welding in L & T PDFSivaNo ratings yet
- API 1110 Additional Procedure ReportDocument36 pagesAPI 1110 Additional Procedure ReportMohamed Mostafa100% (1)
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- Cswip Div 7 95 Underwater Diver Inspectors Part 1 6th Edition April 2019 1Document18 pagesCswip Div 7 95 Underwater Diver Inspectors Part 1 6th Edition April 2019 1Satendra kumarNo ratings yet
- ESAB Consumable PDFDocument165 pagesESAB Consumable PDFbond8031No ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationWaranya Musika100% (1)
- Miller 2008 General CatalogDocument96 pagesMiller 2008 General CatalogOscar TrigoNo ratings yet
- Qualification of Welding Procedures and WeldersDocument10 pagesQualification of Welding Procedures and WelderstxjiangNo ratings yet
- Brazing Filler Metal Selector Chart: NicrobrazDocument2 pagesBrazing Filler Metal Selector Chart: NicrobrazathulpcucekNo ratings yet
- GL DrilTec Catalogue Last VersionDocument32 pagesGL DrilTec Catalogue Last Versiontoxicity23No ratings yet
- Derrick Sample Report PDFDocument11 pagesDerrick Sample Report PDFRajesh ThorweNo ratings yet
- Weldability of Forged AISI 4130 and 1020 MN SteelsDocument5 pagesWeldability of Forged AISI 4130 and 1020 MN SteelsJHNo ratings yet
- Appendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Document24 pagesAppendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Tahir AliNo ratings yet
- Wheel Loader Forklift Thorough Exam ReportDocument2 pagesWheel Loader Forklift Thorough Exam ReportRanjithNo ratings yet
- Importance of Visual Welding InspectionDocument4 pagesImportance of Visual Welding Inspectionhekayat71No ratings yet
- Note 6 - Welder Test RequirementDocument29 pagesNote 6 - Welder Test RequirementMohamad Yusuf Helmi100% (1)
- Tweco Welding Catalogue 2001Document84 pagesTweco Welding Catalogue 2001Andrew Schroeder0% (1)
- Underwater Welding PDFDocument5 pagesUnderwater Welding PDFrock_xxx567879No ratings yet
- API Welding ProcedureDocument2 pagesAPI Welding ProcedureSamarakoon BandaNo ratings yet
- Underwater Welding EssayDocument11 pagesUnderwater Welding Essayapi-248835946No ratings yet
- DSP9004 r06 PDC BrazingDocument23 pagesDSP9004 r06 PDC BrazingJonathanNo ratings yet
- Get Compliant Welding with Kemppi's Universal WPS PackagesDocument6 pagesGet Compliant Welding with Kemppi's Universal WPS PackagesMarija IvanovskaNo ratings yet
- Floor Type Oven Rental and Sales by Weldmaster IndustriesDocument1 pageFloor Type Oven Rental and Sales by Weldmaster Industriestekstep7No ratings yet
- TEST COUPONS VS CASTING PROPERTIESDocument36 pagesTEST COUPONS VS CASTING PROPERTIESOnatNo ratings yet
- A. Determine A Radius of Riser: To Calculate Welding Length On TKY Joint Please Follow Below InstructionDocument3 pagesA. Determine A Radius of Riser: To Calculate Welding Length On TKY Joint Please Follow Below InstructionBHARANINo ratings yet
- Flux Core Arc WeldingDocument12 pagesFlux Core Arc WeldingABHISHEK JELLANo ratings yet
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Embrittlement of Duplex Stainless SteelDocument4 pagesEmbrittlement of Duplex Stainless Steeljaymin444No ratings yet
- Hot Working Guide: A Compendium of Processing MapsDocument10 pagesHot Working Guide: A Compendium of Processing MapsAnket DeshmukhNo ratings yet
- Welding PositionsDocument116 pagesWelding PositionsASAPASAPASAPNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name Daterohitbhat2345No ratings yet
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965From EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Underwater Welding Research PapersDocument5 pagesUnderwater Welding Research Papersfvfj1pqe100% (1)
- EADS CCQ-New PresentationDocument19 pagesEADS CCQ-New PresentationPinto CarlosNo ratings yet
- 05-Welder Certification PDFDocument11 pages05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- Export Product Hand BookDocument94 pagesExport Product Hand Bookamit singhNo ratings yet
- Practical Guidelines Inspect Repair HDG Coatings 2008Document24 pagesPractical Guidelines Inspect Repair HDG Coatings 2008forbeskaNo ratings yet
- NDT Profile For In-Service Boioler InspectionDocument7 pagesNDT Profile For In-Service Boioler InspectionRazibul Saj EngineeringNo ratings yet
- Heat Affected Zone Structure and Properties of A Welded Copper BeDocument295 pagesHeat Affected Zone Structure and Properties of A Welded Copper BechocohmxNo ratings yet
- Weldilng Consumables CopperDocument5 pagesWeldilng Consumables CopperAneesh KumarNo ratings yet
- Welders Visual Inspection Handbook-2013 WEB PDFDocument77 pagesWelders Visual Inspection Handbook-2013 WEB PDFquiron2014No ratings yet
- Arc Welding Specific SteelsDocument169 pagesArc Welding Specific Steelsmario fisgaNo ratings yet
- Mimw With CoverDocument13 pagesMimw With Coverank123qwerNo ratings yet
- Ahmed Bahri Omar 1Document7 pagesAhmed Bahri Omar 1l3gsdNo ratings yet
- Briar B. Crain: EducationDocument2 pagesBriar B. Crain: Educationapi-541610137No ratings yet
- EMship Course ContentDocument82 pagesEMship Course ContentBecirspahic Almir100% (1)
- LightingDocument157 pagesLightingtalibanindonesiaNo ratings yet
- Tiếng Anh 6 Smart World - Unit 10 - CITIES AROUND THE WORLD - SBDocument33 pagesTiếng Anh 6 Smart World - Unit 10 - CITIES AROUND THE WORLD - SBponyoNo ratings yet
- HDPS 1303 - 930425105424Document6 pagesHDPS 1303 - 930425105424Cheryl LimNo ratings yet
- Environmental Sanitation LessonDocument4 pagesEnvironmental Sanitation LessonMARIS GRACE CARVAJALNo ratings yet
- Ssees DissertationDocument5 pagesSsees DissertationBuyAcademicPapersCanada100% (1)
- UPSC PSIR Test 11 Model Answers ExplainedDocument16 pagesUPSC PSIR Test 11 Model Answers ExplainedSahil TomarNo ratings yet
- BA 424 Chapter 1 NotesDocument6 pagesBA 424 Chapter 1 Notesel jiNo ratings yet
- Philippine Idea FileDocument64 pagesPhilippine Idea FileJerica TamayoNo ratings yet
- Learning CurveDocument7 pagesLearning CurveSyed FaizanNo ratings yet
- 5.5 Inch 24.70 VX54 6625 4000 2 (Landing String)Document2 pages5.5 Inch 24.70 VX54 6625 4000 2 (Landing String)humberto Nascimento100% (1)
- A Study on Student Budgeting HabitsDocument41 pagesA Study on Student Budgeting Habitsbornak BonalasNo ratings yet
- KMBS RRDocument147 pagesKMBS RRNicole Athena Sofia MiranoNo ratings yet
- Why Men Are The Submissive SexDocument8 pagesWhy Men Are The Submissive SexWilliam Bond89% (9)
- Ais 9 ImDocument117 pagesAis 9 ImSimonNisjaPutraZai100% (1)
- Group Project Assignment Imc407Document4 pagesGroup Project Assignment Imc407Anonymous nyN7IVBMNo ratings yet
- Lenti Title IX DismissedDocument31 pagesLenti Title IX DismissedDePauliaNo ratings yet
- RLE107MCF - REVISED Case Study (OB - CENTERED) (Henderson A - Group 1)Document37 pagesRLE107MCF - REVISED Case Study (OB - CENTERED) (Henderson A - Group 1)Abigail RegaladoNo ratings yet
- SM pc300350 lc6 PDFDocument788 pagesSM pc300350 lc6 PDFGanda Praja100% (2)
- Code of EthicsDocument8 pagesCode of EthicsviorelNo ratings yet
- DR Raudhah Ahmadi KNS1633 Engineering Mechanics Civil Engineering, UNIMASDocument32 pagesDR Raudhah Ahmadi KNS1633 Engineering Mechanics Civil Engineering, UNIMASAriff JasniNo ratings yet
- Literary Analysis Essay - Student PacketDocument11 pagesLiterary Analysis Essay - Student Packetapi-2614523120% (1)
- Module For Hyperbolic GeometryDocument41 pagesModule For Hyperbolic GeometryShela RamosNo ratings yet
- Writing Essays B1Document6 pagesWriting Essays B1Manuel Jose Arias TabaresNo ratings yet
- MWSS v. CADocument15 pagesMWSS v. CAAlexander AbonadoNo ratings yet
- UBD PlantDocument8 pagesUBD PlantMahmoud DibNo ratings yet
- Soal EnglishDocument7 pagesSoal EnglishRieZky RamadhaniNo ratings yet