You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 2D Pipeline Bottom Roughness - Mochammad ImronDocument6 pages2D Pipeline Bottom Roughness - Mochammad ImronLK AnhDungNo ratings yet
- Oracle Goldengate: Oracle Installation and Setup Guide 11 Release 2 (11.2.1.0.0)Document188 pagesOracle Goldengate: Oracle Installation and Setup Guide 11 Release 2 (11.2.1.0.0)kashifmeoNo ratings yet
- Hall 2005 NapaeinaDocument10 pagesHall 2005 NapaeinaKellyta RodriguezNo ratings yet
- Tecumseh Parts List OHV 135Document5 pagesTecumseh Parts List OHV 135M MNo ratings yet
- AtomDocument15 pagesAtomdewi murtasimaNo ratings yet
- FP - ES - 28 - Rindu Grahabhakti Intani - PERMEABLE ENTRY CHARACTERIZATION AT DARAJAT FIELD, WEST JAVA PDFDocument4 pagesFP - ES - 28 - Rindu Grahabhakti Intani - PERMEABLE ENTRY CHARACTERIZATION AT DARAJAT FIELD, WEST JAVA PDFrindu_intaniNo ratings yet
- UNIT 14 - On-Screen DigitizingDocument6 pagesUNIT 14 - On-Screen DigitizingResti KharismaNo ratings yet
- Assignment 1Document3 pagesAssignment 1Carolyn WangNo ratings yet
- JVM InternalsDocument55 pagesJVM InternalsAmol ChikhalkarNo ratings yet
- Gregory, Robert Wayne Et Al. - 'The Role of Artificial Intelligence and Data Network Effects For Creating User Value'Document18 pagesGregory, Robert Wayne Et Al. - 'The Role of Artificial Intelligence and Data Network Effects For Creating User Value'DylanOSullivanNo ratings yet
- MA201 Mechanical Vertical Machining Center 133-134Document2 pagesMA201 Mechanical Vertical Machining Center 133-134Ali HashmiNo ratings yet
- Origin and Structure of The EarthDocument8 pagesOrigin and Structure of The EarthRobin Suarez ViladoNo ratings yet
- S406 Specifications For The Supply of Stone PDFDocument6 pagesS406 Specifications For The Supply of Stone PDFMfanelo MbanjwaNo ratings yet
- Afroasiatic LanguagesDocument13 pagesAfroasiatic Languagesaskask2No ratings yet
- Physical Quantities and Unit: 9th GradeDocument28 pagesPhysical Quantities and Unit: 9th GradeAlexanderNo ratings yet
- Histograms - 2Document6 pagesHistograms - 2Sonia HalepotaNo ratings yet
- D4304-Syllabus-Neural Networks and Fuzzy SystemsDocument1 pageD4304-Syllabus-Neural Networks and Fuzzy Systemsshankar15050% (1)
- 5.3.2 To Sketch Graphs of Trigonometric Functions (Part 2) - SPM Additional MathematicsDocument3 pages5.3.2 To Sketch Graphs of Trigonometric Functions (Part 2) - SPM Additional MathematicsLuke SuouNo ratings yet
- 16 - Bit RISC Processor Design For Convolution Application Using Verilog HDLDocument64 pages16 - Bit RISC Processor Design For Convolution Application Using Verilog HDLchandra sekhar100% (1)
- Ata 34 Navigation 2Document69 pagesAta 34 Navigation 2omarmasaquizaNo ratings yet
- 3AP1 DTC en - V9 - Epost PDFDocument8 pages3AP1 DTC en - V9 - Epost PDFjoan75No ratings yet
- Dot NetDocument9 pagesDot NetSuruBabuThalupuruNo ratings yet
- The Power of Human Connection Review 2Document81 pagesThe Power of Human Connection Review 2Tajam SoftNo ratings yet
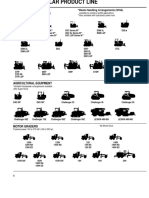
- Caterpillar Product Line 13Document7 pagesCaterpillar Product Line 13GenneraalNo ratings yet
- IncarnationDocument3 pagesIncarnationViviana PueblaNo ratings yet
- FST 3000Document4 pagesFST 3000ariksyaiful82No ratings yet
- Estimating QuotientsDocument7 pagesEstimating Quotientssheila mae neri100% (1)
- PB152 - CJ60 GongDocument2 pagesPB152 - CJ60 GongJibjab7No ratings yet
- An Experimental Analysis of Clustering Algorithms in Data Mining Using Weka ToolDocument6 pagesAn Experimental Analysis of Clustering Algorithms in Data Mining Using Weka Toolmishranamit2211No ratings yet
- Solution Manual For Investment Science by David LuenbergerDocument94 pagesSolution Manual For Investment Science by David Luenbergerkoenajax96% (28)