You might also like
- 0 - New Doc 2019-02-04 18.28.55 PDFDocument28 pages0 - New Doc 2019-02-04 18.28.55 PDFreloaded63No ratings yet
- Irc Gov in SP 016 2019Document32 pagesIrc Gov in SP 016 2019ARAVIND PATILNo ratings yet
- Geotechnical Engineering Lab Lab Manual-10Cvl67: Department of Civil EngineeringDocument76 pagesGeotechnical Engineering Lab Lab Manual-10Cvl67: Department of Civil EngineeringNitic VermaNo ratings yet
- Manual ConcreteTechDocument72 pagesManual ConcreteTechDharmaraaj RajalinggamNo ratings yet
- RMC Register PDFDocument1 pageRMC Register PDFreloaded63No ratings yet
- Public Amenity Centre Facilities and Cost DetailsDocument1 pagePublic Amenity Centre Facilities and Cost Detailsreloaded63No ratings yet
- Downloaded File 143Document11 pagesDownloaded File 143reloaded63No ratings yet
- Bentonite Support Fluids in Civil Engineering - FPSDocument31 pagesBentonite Support Fluids in Civil Engineering - FPSMirza Ibrahim Thamrin100% (1)
- Bitumen SpecDocument1 pageBitumen SpecvikasbadhanNo ratings yet
- Multiple page document scanned by CamScannerDocument28 pagesMultiple page document scanned by CamScannerreloaded63No ratings yet
- Public Amenity Centre Facilities and Cost DetailsDocument1 pagePublic Amenity Centre Facilities and Cost Detailsreloaded63No ratings yet
- Scan DDocument1 pageScan Dreloaded63No ratings yet
- 68Document10 pages68reloaded63No ratings yet
- Bentonite Support Fluids in Civil Engineering - FPSDocument31 pagesBentonite Support Fluids in Civil Engineering - FPSMirza Ibrahim Thamrin100% (1)
- Lesson 2Document21 pagesLesson 2api-3696315No ratings yet
- Polimer ConcreteddDocument3 pagesPolimer ConcreteddLeutrim AvdiuNo ratings yet
- BillDesk Payment GatewayDocument1 pageBillDesk Payment Gatewayreloaded63No ratings yet
- Pile Cap DetailsDocument1 pagePile Cap Detailsreloaded63No ratings yet
- Terrace Floor PlenDocument1 pageTerrace Floor Plenreloaded63No ratings yet
- Slab DetailingDocument1 pageSlab Detailingreloaded63No ratings yet
- 2 AbstrctDocument8 pages2 Abstrctreloaded63No ratings yet
- Stair DetailingDocument1 pageStair Detailingreloaded63No ratings yet
- ScanD PDFDocument1 pageScanD PDFreloaded63No ratings yet
- Slab Detailing Complete 17.3.2014Document1 pageSlab Detailing Complete 17.3.2014reloaded63No ratings yet
- Stair DetailingDocument1 pageStair Detailingreloaded63No ratings yet
- SW5 SW5 SW9 SW6 SW7 W 180 X 85 SW5 SW5 SW9 SW8 SW8: D1 D1 D1 D1Document1 pageSW5 SW5 SW9 SW6 SW7 W 180 X 85 SW5 SW5 SW9 SW8 SW8: D1 D1 D1 D1reloaded63No ratings yet
- Anees & Associates: Sooria RajDocument8 pagesAnees & Associates: Sooria Rajreloaded63No ratings yet
- About RandDocument9 pagesAbout Randreloaded63No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 2 Introduction To Casting ProcessDocument22 pages2 Introduction To Casting ProcessLiaquat AliNo ratings yet
- PP2 - Advance HVAC Course OEA - 1Document49 pagesPP2 - Advance HVAC Course OEA - 1Bassel El Sayed AliNo ratings yet
- Recycling PotentialDocument20 pagesRecycling PotentialDOme Tola MaRtinezNo ratings yet
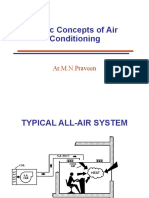
- Typical All Air System Explanation With SketchesDocument19 pagesTypical All Air System Explanation With SketchesMADHU MITHANo ratings yet
- Light Gauge Steel Profiles Case StudyDocument2 pagesLight Gauge Steel Profiles Case StudyDeepum HalloomanNo ratings yet
- Baja UTS IrmaDocument69 pagesBaja UTS IrmaArjuna CrewNo ratings yet
- FOUNDATION DESIGN REQUIREMENTS FOR STRUCTURAL STABILITYDocument18 pagesFOUNDATION DESIGN REQUIREMENTS FOR STRUCTURAL STABILITYDanyal AhmedNo ratings yet
- Wind/ Seismic: Ncsea - Case - Sei Ncsea - Case - SeiDocument4 pagesWind/ Seismic: Ncsea - Case - Sei Ncsea - Case - Seionur umanNo ratings yet
- Fiberglass Vs CelluloseDocument2 pagesFiberglass Vs CelluloseRomeo PozzoloNo ratings yet
- Local Industry Project: " Study of Pavement Tiles & Concrete Block Industry in Jodhpur "Document20 pagesLocal Industry Project: " Study of Pavement Tiles & Concrete Block Industry in Jodhpur "YogendraNo ratings yet
- Detailed EstimateDocument168 pagesDetailed EstimateRengie Carlos CaveNo ratings yet
- J08 p139Document1 pageJ08 p139Centeno NelsonNo ratings yet
- PV-KK Blast Valve - Product FamilyDocument2 pagesPV-KK Blast Valve - Product FamilyyousufbashaNo ratings yet
- Technical Data Sheet Polycarbonate: Benefits ApplicationsDocument2 pagesTechnical Data Sheet Polycarbonate: Benefits ApplicationsjackNo ratings yet
- RailwayDocument47 pagesRailwayusler4u94% (17)
- The Failure and Righting of The Transcona Grain Elevator: FILE 1 - Photographs Pages 1 2-102Document59 pagesThe Failure and Righting of The Transcona Grain Elevator: FILE 1 - Photographs Pages 1 2-102Geraldine RojasNo ratings yet
- Pipe Working Pressure Barlow's FormulaDocument2 pagesPipe Working Pressure Barlow's FormulashisNo ratings yet
- 00 - Benchmarks and Verifications-Contents PDFDocument10 pages00 - Benchmarks and Verifications-Contents PDFMuhammad Nor Hafidzi MahatNo ratings yet
- TALL BUILDING 5thDocument10 pagesTALL BUILDING 5thnavjot sidhuNo ratings yet
- Earthship Vol.3 Evolution Beyond EconomicsDocument272 pagesEarthship Vol.3 Evolution Beyond EconomicsSipos Zoltán100% (4)
- FCD-Construction Drawing Structural NotesDocument1 pageFCD-Construction Drawing Structural NotesJossell De AlaNo ratings yet
- BSCE - Subjects - Sem 2 2021 2022Document6 pagesBSCE - Subjects - Sem 2 2021 2022Rialyn Mae PaligutanNo ratings yet
- Rapp-7&8 Construction of Main Plant Civil Work-Package-I: List of Approved Qaps/ ItpsDocument2 pagesRapp-7&8 Construction of Main Plant Civil Work-Package-I: List of Approved Qaps/ ItpsAkansh JainNo ratings yet
- Use of Grade 25 Concrete in Design of Water Retaining Structures Based On Bs 8007 RecommendationsDocument8 pagesUse of Grade 25 Concrete in Design of Water Retaining Structures Based On Bs 8007 RecommendationsEngr Ishfaque TunioNo ratings yet
- RMS Technical Guide - Instrumentation and MonitoringDocument68 pagesRMS Technical Guide - Instrumentation and MonitoringAnonymous Re62LKaAC100% (1)
- Straight Line Diagram For PasigDocument6 pagesStraight Line Diagram For PasigLuffy KunNo ratings yet
- Basic Materials and MethodsDocument10 pagesBasic Materials and MethodsAli SaifNo ratings yet
- Applicable Codes and Standards: Irc Specifications, Standards, Design Codes Sr. No. Code No. Title of The PublicationDocument5 pagesApplicable Codes and Standards: Irc Specifications, Standards, Design Codes Sr. No. Code No. Title of The PublicationParth TrivediNo ratings yet
- Tos (Direct and Bending Stress)Document18 pagesTos (Direct and Bending Stress)Bhushan Kanoj100% (1)
- Parametric Study of Multi-Row Anchored Shoring Structures in Layered SoilDocument9 pagesParametric Study of Multi-Row Anchored Shoring Structures in Layered SoilJacky LeongNo ratings yet