You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- 18.12.17 To 12.01.18 DTS 'B'Document4 pages18.12.17 To 12.01.18 DTS 'B'VarunNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Stroboscope: Non-Contact Speed Measurement High Intensity Flashes Direct Speed Reading in RPM No Shaft ModificationDocument1 pageStroboscope: Non-Contact Speed Measurement High Intensity Flashes Direct Speed Reading in RPM No Shaft ModificationVarunNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- College of Engineering and Technology: Criteria 7Document14 pagesCollege of Engineering and Technology: Criteria 7VarunNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Yuva IremosDocument9 pagesYuva IremosVarunNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- GL On CM - Internal CirculationDocument2 pagesGL On CM - Internal CirculationVarunNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- An Application of DMAIC Methodology For Increasing The Yarn Quality in Textile IndustryDocument16 pagesAn Application of DMAIC Methodology For Increasing The Yarn Quality in Textile IndustryVarunNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Six Sigma Dmaic Methodology in LogisticsDocument6 pagesThe Six Sigma Dmaic Methodology in LogisticsVarunNo ratings yet
- OneDocument15 pagesOneVarunNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Self Study Report 1Document315 pagesSelf Study Report 1VarunNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- JSBM 12086Document21 pagesJSBM 12086VarunNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Rigid BodyDocument38 pagesRigid BodyVarunNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- IJCAS ChecklistDocument2 pagesIJCAS ChecklistVarunNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Published Paper of IJCAS in 2012-2014Document114 pagesPublished Paper of IJCAS in 2012-2014VarunNo ratings yet
- Information For AuthorsDocument1 pageInformation For AuthorsVarunNo ratings yet
- Structural Analysis of Spar Madeup of Carbon Fibre Composite MaterialDocument6 pagesStructural Analysis of Spar Madeup of Carbon Fibre Composite MaterialVarunNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Manuscript Template (Feb 1, 2012)Document2 pagesManuscript Template (Feb 1, 2012)VarunNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Feed BackDocument15 pagesFeed BackVarunNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 2013 Directory BHEL PDFDocument128 pages2013 Directory BHEL PDFSE ElectricalNo ratings yet
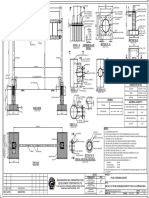
- Signboard - Gantry 9.5m Carriage Way Sheet 1Document1 pageSignboard - Gantry 9.5m Carriage Way Sheet 1LALAN KUMARNo ratings yet
- Design For Six Sigma & Robust Design of Products and Processes For QualityDocument36 pagesDesign For Six Sigma & Robust Design of Products and Processes For Qualityshankarbt83100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- API Steel Check Valve API Steel Check ValveDocument3 pagesAPI Steel Check Valve API Steel Check ValveElias SusantoNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Reinforced Concrete Analysis and DesignDocument556 pagesReinforced Concrete Analysis and Designviraj100% (2)
- Service Quality and Customer Satisfaction On Two Wheelers in NepalDocument8 pagesService Quality and Customer Satisfaction On Two Wheelers in NepalJANANI.K 19BBA BPMNo ratings yet
- 01 DOC-00-236 Live Working Manual IndexDocument4 pages01 DOC-00-236 Live Working Manual IndexIbnu Shina Aria BentarNo ratings yet
- Mitre Attck Framework DatasheetDocument2 pagesMitre Attck Framework DatasheetApurva ShahNo ratings yet
- OMBD - QB WTH Answer - June 2012-1Document38 pagesOMBD - QB WTH Answer - June 2012-1Karthick SalemNo ratings yet
- Total Quality Management Session by MukherjeeDocument2 pagesTotal Quality Management Session by Mukherjeearnab.for.ever9439No ratings yet
- How To Make A Fire Devil StickDocument9 pagesHow To Make A Fire Devil StickPrimaria AvrigNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Branding & Advertising - Fortune FordDocument77 pagesBranding & Advertising - Fortune Fordsainath89No ratings yet
- PJM To Top Matrix Version 16 CleanDocument32 pagesPJM To Top Matrix Version 16 CleanJacob YeboaNo ratings yet
- Ahmad Nazim Ali: Personal InformationDocument3 pagesAhmad Nazim Ali: Personal InformationNazim AliNo ratings yet
- 5 The Engineering and Construction Short ContractDocument8 pages5 The Engineering and Construction Short ContractMI MIKATINo ratings yet
- 19 Shaheen ProfileDocument14 pages19 Shaheen Profilexeemac100% (1)
- EnergyAudit - SchneiderDocument25 pagesEnergyAudit - Schneiderjaoros100% (2)
- Electronic Hotel Locking Solutions Brochure-VingcardDocument40 pagesElectronic Hotel Locking Solutions Brochure-VingcardfaeqsaNo ratings yet
- S-990-5131-312 - 1 Progress Measurement ProcedureDocument17 pagesS-990-5131-312 - 1 Progress Measurement ProcedureMahadevan Mahalingam100% (4)
- BCOMDEG - Project Management 2 - July 23 - S1Document3 pagesBCOMDEG - Project Management 2 - July 23 - S1ThatoNo ratings yet
- Geopolitics and Semiconductors Report DigiTimesDocument26 pagesGeopolitics and Semiconductors Report DigiTimesPiotrNo ratings yet
- Sepa Credit Transfer Pain 001 001 03 XML File Structure July 2013Document28 pagesSepa Credit Transfer Pain 001 001 03 XML File Structure July 2013Francisco XascasNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Estimation & Quantity Surveying: by - Prof. Ravindra Shrivastava School of Distance Education NICMAR, Delhi NCRDocument110 pagesEstimation & Quantity Surveying: by - Prof. Ravindra Shrivastava School of Distance Education NICMAR, Delhi NCRavinashNo ratings yet
- Oracle Asm Emc TF-SRDF 02-06-0Document22 pagesOracle Asm Emc TF-SRDF 02-06-0Saeed MeethalNo ratings yet
- Janaki Automation 2yrs ResumeDocument5 pagesJanaki Automation 2yrs ResumeAnonymous EVddp7No ratings yet
- Roller Mill BrochureDocument6 pagesRoller Mill Brochuregyanendra_vatsa4380No ratings yet
- GR 7thpayDocument38 pagesGR 7thpayRavindra VaidyaNo ratings yet
- ANS-ceramic Twin Disc Gate ValveDocument4 pagesANS-ceramic Twin Disc Gate ValveheviNo ratings yet
- Estelar: Faculty of EngineeringDocument6 pagesEstelar: Faculty of EngineeringT Hari PrasadNo ratings yet
- Request For Proposal (RFP) FOR: Appointment of Technical Consultant FORDocument129 pagesRequest For Proposal (RFP) FOR: Appointment of Technical Consultant FORHarsha Vardhan ReddyNo ratings yet
- Summary of Noah Kagan's Million Dollar WeekendFrom EverandSummary of Noah Kagan's Million Dollar WeekendRating: 5 out of 5 stars5/5 (2)
- Think Like Amazon: 50 1/2 Ideas to Become a Digital LeaderFrom EverandThink Like Amazon: 50 1/2 Ideas to Become a Digital LeaderRating: 4.5 out of 5 stars4.5/5 (61)
- The Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverFrom EverandThe Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverRating: 4.5 out of 5 stars4.5/5 (186)