You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- CNC Programming Handbook by Peter Smid PDFDocument529 pagesCNC Programming Handbook by Peter Smid PDFLoup LeBeau100% (3)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- (Ebook) Catia Tutorial PDFDocument38 pages(Ebook) Catia Tutorial PDFmahesh89% (57)
- Programming in CatiaDocument24 pagesProgramming in Catiaulys1922100% (3)
- FhryhfhfhDocument3 pagesFhryhfhfhAffan AhmadNo ratings yet
- Chapter 02Document21 pagesChapter 02mafevi90No ratings yet
- Commande File Mode of Solution PDFDocument2 pagesCommande File Mode of Solution PDFulys1922No ratings yet
- Edu Cat en Vba Af v5r19 ToprintDocument153 pagesEdu Cat en Vba Af v5r19 Toprintcadthein100% (1)
- Measurement TechnicsDocument41 pagesMeasurement Technicsulys1922No ratings yet
- Exer06 Simple SolidDocument16 pagesExer06 Simple Solidulys1922No ratings yet
- 01 Composite Introduction For ANSYS Composite and ACP Training V14Document98 pages01 Composite Introduction For ANSYS Composite and ACP Training V14ulys1922No ratings yet
- NASA's Contributions To Aeronautics - Volume 1 (Gnv64)Document973 pagesNASA's Contributions To Aeronautics - Volume 1 (Gnv64)ulys1922No ratings yet
- Exer04 Handle-PatranDocument14 pagesExer04 Handle-Patranulys1922No ratings yet
- GearsDocument13 pagesGearsTilz Tilanz100% (1)
- Gear ParamametersDocument15 pagesGear Paramametersulys1922No ratings yet
- 3DTolerancing Poster A1Document1 page3DTolerancing Poster A1ulys1922No ratings yet
- Composite Manufacturing 101Document84 pagesComposite Manufacturing 101veljko100% (1)
- CATIA Generative DraftingDocument35 pagesCATIA Generative DraftingparipasuNo ratings yet
- Design For Manual Assembly Lecture Rev 4Document26 pagesDesign For Manual Assembly Lecture Rev 4arunimdrNo ratings yet
- Section 7 Wireframe and Surface Design: S7-1 V5 Fundamentals, Section 7, November 2002Document70 pagesSection 7 Wireframe and Surface Design: S7-1 V5 Fundamentals, Section 7, November 2002ulys1922No ratings yet
- US Marine Corps - MWTC Winter Survival Course HandbookDocument187 pagesUS Marine Corps - MWTC Winter Survival Course HandbookDave Whitefeather100% (1)
- Primitiv SheltersDocument6 pagesPrimitiv SheltersArthur Goodwin100% (1)
- US Marine Corps - MWTC Winter Survival Course HandbookDocument187 pagesUS Marine Corps - MWTC Winter Survival Course HandbookDave Whitefeather100% (1)
- Lego CatalogDocument15 pagesLego Catalogulys1922No ratings yet
- Pilot BriefingDocument284 pagesPilot Briefingulys1922No ratings yet
- Aikido Yoshinkan - The Complete Set of TechniquesDocument1 pageAikido Yoshinkan - The Complete Set of Techniquesulys1922No ratings yet
- CATIA V5 DraftingDocument44 pagesCATIA V5 DraftinghappyarryNo ratings yet
- Aikido Yoshinkan - The Complete Set of TechniquesDocument1 pageAikido Yoshinkan - The Complete Set of Techniquesulys1922No ratings yet
- List of Important Books of PhysicsDocument6 pagesList of Important Books of PhysicsAbubakar Mughal0% (1)
- EE 8602 - Protection and Switchgear Unit I - MCQ BankDocument11 pagesEE 8602 - Protection and Switchgear Unit I - MCQ Bankpoonam yadavNo ratings yet
- Mi Account ေက်ာ္နည္းDocument16 pagesMi Account ေက်ာ္နည္းamk91950% (2)
- Backward Forward PropogationDocument19 pagesBackward Forward PropogationConrad WaluddeNo ratings yet
- Chapter 2 Axial and Torsional ElementsDocument57 pagesChapter 2 Axial and Torsional ElementsAhmad FaidhiNo ratings yet
- Dady - Piernas LargasDocument12 pagesDady - Piernas LargasSarha NietoNo ratings yet
- Sap EwmDocument2 pagesSap EwmsirivirishiNo ratings yet
- Dynamic Shear Modulus SoilDocument14 pagesDynamic Shear Modulus SoilMohamed A. El-BadawiNo ratings yet
- DSynchronize (ENG)Document3 pagesDSynchronize (ENG)Rekha Rajarajan100% (1)
- GARCH (1,1) Models: Ruprecht-Karls-Universit at HeidelbergDocument42 pagesGARCH (1,1) Models: Ruprecht-Karls-Universit at HeidelbergRanjan KumarNo ratings yet
- Data Sheet: Item N°: Curve Tolerance According To ISO 9906Document3 pagesData Sheet: Item N°: Curve Tolerance According To ISO 9906Aan AndianaNo ratings yet
- Marketing Plan Outline-Fall 23Document6 pagesMarketing Plan Outline-Fall 23arbelsb3No ratings yet
- Methods of Estimation For Building WorksDocument22 pagesMethods of Estimation For Building Worksvara prasadNo ratings yet
- BS7430 Earthing CalculationDocument14 pagesBS7430 Earthing CalculationgyanNo ratings yet
- DLL CW 7Document2 pagesDLL CW 7Bea67% (3)
- Ch.1 Essential Concepts: 1.1 What and How? What Is Heat Transfer?Document151 pagesCh.1 Essential Concepts: 1.1 What and How? What Is Heat Transfer?samuel KwonNo ratings yet
- Graduate Macro Theory II: The Real Business Cycle Model: Eric Sims University of Notre Dame Spring 2017Document25 pagesGraduate Macro Theory II: The Real Business Cycle Model: Eric Sims University of Notre Dame Spring 2017Joab Dan Valdivia CoriaNo ratings yet
- DJF 41032 Manufacturing Workshop Practice 3 Plastic Lab: Mini Project (Transfer Moulding)Document7 pagesDJF 41032 Manufacturing Workshop Practice 3 Plastic Lab: Mini Project (Transfer Moulding)Lokhman HakimNo ratings yet
- IDL6543 ModuleRubricDocument2 pagesIDL6543 ModuleRubricSteiner MarisNo ratings yet
- TMS320C67x Reference GuideDocument465 pagesTMS320C67x Reference Guideclenx0% (1)
- SL 4001Document2 pagesSL 4001ardiNo ratings yet
- Static Power Conversion I: EEE-463 Lecture NotesDocument48 pagesStatic Power Conversion I: EEE-463 Lecture NotesErgin ÖzdikicioğluNo ratings yet
- All Papers of Thermodyanmics and Heat TransferDocument19 pagesAll Papers of Thermodyanmics and Heat TransfervismayluhadiyaNo ratings yet
- Electronics 12 00811Document11 pagesElectronics 12 00811Amber MishraNo ratings yet
- GoodElearning TOGAF Poster 46 - Adapting The ADMDocument1 pageGoodElearning TOGAF Poster 46 - Adapting The ADMFabian HidalgoNo ratings yet
- Practical Research 2.9Document22 pagesPractical Research 2.9Michael GabertanNo ratings yet
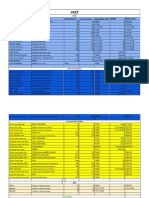
- Jazz PrepaidDocument4 pagesJazz PrepaidHoney BunnyNo ratings yet
- Information Brochure: (Special Rounds)Document35 pagesInformation Brochure: (Special Rounds)Praveen KumarNo ratings yet
- Hunger Games Mini Socratic Seminar2012Document4 pagesHunger Games Mini Socratic Seminar2012Cary L. TylerNo ratings yet