You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Intelligent Design en Rev1.UnlockedDocument414 pagesIntelligent Design en Rev1.UnlockedMohammed FyaizNo ratings yet
- Structural Risk Assessment & Method StatementDocument19 pagesStructural Risk Assessment & Method StatementNaresh DharmaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Sample Calculatio For Design of Structures and Foundations For Vibrating MachinesDocument6 pagesSample Calculatio For Design of Structures and Foundations For Vibrating MachinesRay LeeNo ratings yet
- Storage, Handling & Refueling OF LPG For Automotive UseDocument41 pagesStorage, Handling & Refueling OF LPG For Automotive UseNaresh DharmaNo ratings yet
- Uptime Detailed SimpleModelDetermingTrueTCODocument9 pagesUptime Detailed SimpleModelDetermingTrueTCOvishwasg123No ratings yet
- Fixed Platforms, Walkways, Stairways and Ladders-Design, Construction and InstallationDocument7 pagesFixed Platforms, Walkways, Stairways and Ladders-Design, Construction and InstallationgeofounNo ratings yet
- Case - Study On Recruitment and SelectionDocument29 pagesCase - Study On Recruitment and SelectionDonasian Mbonea Elisante Mjema100% (1)
- Pierre Schaeffer and The Theory of Sound ObjectsDocument10 pagesPierre Schaeffer and The Theory of Sound ObjectsdiegomfagundesNo ratings yet
- SMPV PDFDocument54 pagesSMPV PDFAnonymous BbZceWkVnNo ratings yet
- Design of Jigs QP Upto 2010Document20 pagesDesign of Jigs QP Upto 2010Naresh Dharma100% (1)
- Economic DispatchDocument37 pagesEconomic DispatchHasan KurniawanNo ratings yet
- Job ResponsibilitiesDocument9 pagesJob ResponsibilitiesNaresh DharmaNo ratings yet
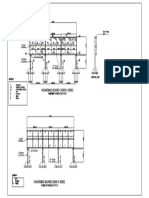
- Hoarding Board1 Model (1) .1Document1 pageHoarding Board1 Model (1) .1Naresh DharmaNo ratings yet
- Running Head: Apa Paper Preparation Guide 1Document12 pagesRunning Head: Apa Paper Preparation Guide 1Naresh DharmaNo ratings yet
- HPTDocument2 pagesHPTNaresh DharmaNo ratings yet
- Convergent & Divergent StrategiesDocument28 pagesConvergent & Divergent StrategiesNaresh DharmaNo ratings yet
- Emergency Action Robot (EDocument23 pagesEmergency Action Robot (ENaresh DharmaNo ratings yet
- GSM Based Data System For Quantaz: Team MembersDocument2 pagesGSM Based Data System For Quantaz: Team MembersNaresh DharmaNo ratings yet
- Introduction to the Six Most Common NDT MethodsDocument34 pagesIntroduction to the Six Most Common NDT MethodsNanditha Mandava ChowdaryNo ratings yet
- Best HR Practices of Top CompaniesDocument10 pagesBest HR Practices of Top CompaniesNaresh DharmaNo ratings yet
- Vba Search Data Using The Find Method 31289 Niu6aqDocument3 pagesVba Search Data Using The Find Method 31289 Niu6aqNaresh DharmaNo ratings yet
- Catia-Mechanism DesignDocument37 pagesCatia-Mechanism DesignMeriç AkyüzNo ratings yet
- Da Vinci Code - ReiherDocument13 pagesDa Vinci Code - ReiherNaresh DharmaNo ratings yet
- Ideal Institute of Engineering: Industrial RoboticsDocument10 pagesIdeal Institute of Engineering: Industrial RoboticsSoumik DasNo ratings yet
- New Microsoft Office Word DocumentDocument3 pagesNew Microsoft Office Word DocumentNajaf BatoolNo ratings yet
- Jarme 3 1 2010Document8 pagesJarme 3 1 2010kannanmech87No ratings yet
- Anderson PDFDocument7 pagesAnderson PDFChristian MavarezNo ratings yet
- 32LS3400 KoreaDocument60 pages32LS3400 KoreaNightin VargheseNo ratings yet
- Xeon c5500 c3500 Non Transparent Bridge PaperDocument28 pagesXeon c5500 c3500 Non Transparent Bridge Papersureshr_42No ratings yet
- Module 7: Resolving Network Connectivity IssuesDocument54 pagesModule 7: Resolving Network Connectivity IssuesJosé MarquesNo ratings yet
- Industry 4.0 CourseDocument49 pagesIndustry 4.0 CourseThiruvengadam CNo ratings yet
- Section 3.: Battery ChargingDocument9 pagesSection 3.: Battery Chargingborle_vilasNo ratings yet
- Apple's Iphone Launch A Case Study in Effective MarketingDocument7 pagesApple's Iphone Launch A Case Study in Effective MarketingMiguel100% (1)
- Tm3 Transm Receiver GuideDocument66 pagesTm3 Transm Receiver GuideAl ZanoagaNo ratings yet
- Database ScriptsDocument111 pagesDatabase ScriptsVikas GaurNo ratings yet
- Bab III.2.1. Generator Sinkron (Lanjutan)Document28 pagesBab III.2.1. Generator Sinkron (Lanjutan)Hariz AudirahmawanNo ratings yet
- 02 - MDS System and ControlDocument55 pages02 - MDS System and Controlchinith100% (1)
- Samsung WayDocument8 pagesSamsung WayWilliam WongNo ratings yet
- Underground Cable Ampacity With Neher McGrathDocument7 pagesUnderground Cable Ampacity With Neher McGrathJesus RodriguezNo ratings yet
- Maintain Safe Systems with Maintenance Free EarthingDocument12 pagesMaintain Safe Systems with Maintenance Free EarthingRavi Shankar ChakravortyNo ratings yet
- MD 5 SumDocument47 pagesMD 5 SumBabay Si TagamaNo ratings yet
- Items List ProcessorDocument4 pagesItems List ProcessorDiego Escobar MoncadaNo ratings yet
- AUC-Knowledge QuestionsDocument68 pagesAUC-Knowledge QuestionsFarhan SethNo ratings yet
- 1 - Censorship Lesson Plan F451Document4 pages1 - Censorship Lesson Plan F451Julia MaturoNo ratings yet
- Igv Check Sheets: Maintenance Department Dr2 - Instrumentation Date: Shift: Shift in ChargeDocument12 pagesIgv Check Sheets: Maintenance Department Dr2 - Instrumentation Date: Shift: Shift in Chargesangeeth85No ratings yet
- Project ScopeDocument2 pagesProject ScopeRahul SinhaNo ratings yet
- Pitch Error BacklachDocument12 pagesPitch Error BacklachmcspvNo ratings yet