You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
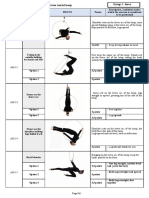
- Appendix 1 Compulsory Exercises Aerial Silk Eng 2018Document23 pagesAppendix 1 Compulsory Exercises Aerial Silk Eng 2018tito1628100% (6)
- Aerial Yoga Manual 2018 Third Edition ADocument156 pagesAerial Yoga Manual 2018 Third Edition Atito1628100% (8)
- Appendix 2 Compulsory Exercises Aerial Hoop 2018 EngDocument28 pagesAppendix 2 Compulsory Exercises Aerial Hoop 2018 Engtito1628100% (1)
- Alberto Villoldo Book PDFDocument120 pagesAlberto Villoldo Book PDFtito1628100% (3)
- Aerial Yoga Manual 2018 Third Edition ADocument156 pagesAerial Yoga Manual 2018 Third Edition Atito1628100% (8)
- The Aerial Sling Manual: Prev Iew Prev IewDocument13 pagesThe Aerial Sling Manual: Prev Iew Prev Iewtito1628100% (1)
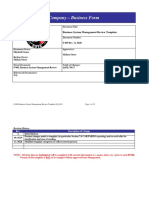
- Company - Business Form: Business System Management Review TemplateDocument12 pagesCompany - Business Form: Business System Management Review Templatetito1628No ratings yet
- The Formalized Risk Assessment For Excipients - GenialDocument22 pagesThe Formalized Risk Assessment For Excipients - Genialtito1628No ratings yet
- A Historical View of Human Resource ManagementDocument12 pagesA Historical View of Human Resource Managementtito1628No ratings yet
- Online OgilvieDocument7 pagesOnline Ogilvietito1628No ratings yet
- Technical Guide Change ControlDocument42 pagesTechnical Guide Change Controltito1628No ratings yet
- Fundamentals of An Environmental Monitoring ProgramDocument71 pagesFundamentals of An Environmental Monitoring Programtito1628No ratings yet
- Paper Fitness ClubDocument6 pagesPaper Fitness Clubtito1628No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- (Operator theory, advances and applications, 228) Yuri I Karlovich_ Vladimir Rabinovich_ et al (eds.) - Operator theory, pseudo-differential equations, and mathematical physics _ the Vladimir Rabinovi.pdfDocument425 pages(Operator theory, advances and applications, 228) Yuri I Karlovich_ Vladimir Rabinovich_ et al (eds.) - Operator theory, pseudo-differential equations, and mathematical physics _ the Vladimir Rabinovi.pdfSamantha Loredo RamirezNo ratings yet
- NucleiDocument31 pagesNucleigurjit20No ratings yet
- DLI Watchman®: Vibration Screening Tool BenefitsDocument2 pagesDLI Watchman®: Vibration Screening Tool Benefitssinner86No ratings yet
- Vertical High Thrust Motors: Installation, Operation and Maintenance ManualDocument74 pagesVertical High Thrust Motors: Installation, Operation and Maintenance ManualV ProcNo ratings yet
- Commercial Loads Calculation NECDocument9 pagesCommercial Loads Calculation NECRudanek100% (1)
- Δ XYZ: x=29m, y=15m, ∠Z=122°: Law Of Cosines WorksheetDocument3 pagesΔ XYZ: x=29m, y=15m, ∠Z=122°: Law Of Cosines WorksheetHannah CenaNo ratings yet
- Glencoe Science - Motion, Forces, and Energy - Science NotebookDocument80 pagesGlencoe Science - Motion, Forces, and Energy - Science Notebooklyfelearner100% (2)
- Chapter 5 Angle Modulation Fall 2020Document82 pagesChapter 5 Angle Modulation Fall 2020Mahmoud AbdelazizNo ratings yet
- CALIBRAGE COMPAS GyroDocument122 pagesCALIBRAGE COMPAS GyroDavid90% (10)
- Determination of the viscosity coefficient of glycerin.: v= g (ρ ρ - v= s tDocument2 pagesDetermination of the viscosity coefficient of glycerin.: v= g (ρ ρ - v= s tفاطمة محمد الزهرانيNo ratings yet
- HV Cast Iron Motors - HXR - 042005Document12 pagesHV Cast Iron Motors - HXR - 042005Alfredo Jose Ramirez MelgarejoNo ratings yet
- MEGAWRAP-200: Unidirectional Carbon Fabric For Structural StrengtheningDocument2 pagesMEGAWRAP-200: Unidirectional Carbon Fabric For Structural StrengtheningMarli MaksutiNo ratings yet
- Data Sheet VDM 617Document12 pagesData Sheet VDM 617Anonymous lmCR3SkPrKNo ratings yet
- Skateboard Tech ReportDocument7 pagesSkateboard Tech Reportapi-595058674No ratings yet
- Certificate: No. B 073342 0268 Rev. 04 Holder of Certificate: Sungrow Power Supply Co., LTDDocument2 pagesCertificate: No. B 073342 0268 Rev. 04 Holder of Certificate: Sungrow Power Supply Co., LTDimaad quadriNo ratings yet
- AQA GCSE ASPT L1 Atoms Elements and Isotopes PresentationDocument20 pagesAQA GCSE ASPT L1 Atoms Elements and Isotopes PresentationSơn Minh LươngNo ratings yet
- Validation and Verification of ANSYS FLUENT Boiling CapabilitiesDocument22 pagesValidation and Verification of ANSYS FLUENT Boiling CapabilitiesMaximNo ratings yet
- Lab1-Centre of GravityDocument10 pagesLab1-Centre of GravityNur Syamiza Zamri0% (2)
- Eddie Molyb Blue ACA PEARLDocument78 pagesEddie Molyb Blue ACA PEARLAnadalitsika James NkhosweNo ratings yet
- 1 - Soil Mechanics Laboratory Manual by Engr. Yasser M.S.Document104 pages1 - Soil Mechanics Laboratory Manual by Engr. Yasser M.S.admirodebritoNo ratings yet
- Kota Super Thermal Power Station: A Presentation OnDocument19 pagesKota Super Thermal Power Station: A Presentation OnGaurav GuptaNo ratings yet
- A5 MSMD 400WDocument1 pageA5 MSMD 400WInfo PLSNo ratings yet
- PlanmecaProMaxSM New PDFDocument319 pagesPlanmecaProMaxSM New PDFAndrey TekinNo ratings yet
- Alain Hazotte - Solid State Transformation and Heat Treatment-Wiley-VCH (2005)Document195 pagesAlain Hazotte - Solid State Transformation and Heat Treatment-Wiley-VCH (2005)Ridvan GecuNo ratings yet
- SS28Document1 pageSS28locklaim cardinozaNo ratings yet
- AKROLEN® PP ICF 30 AM Black (8344) - Akro-PlasticDocument3 pagesAKROLEN® PP ICF 30 AM Black (8344) - Akro-PlasticalkhalidibaiderNo ratings yet
- Konics SS 3070Document2 pagesKonics SS 3070hoamnNo ratings yet
- Viscosity by Ford Viscosity Cup: Standard Test Method ForDocument4 pagesViscosity by Ford Viscosity Cup: Standard Test Method ForDr. Ahmed Abdel-HakimNo ratings yet
- Dom 1Document10 pagesDom 1C1DA20ME030 Hemanth SNo ratings yet
- Fast Slow Minutes1Document2 pagesFast Slow Minutes1dilaNo ratings yet